Folding Cracks as an Undervalued Research Problem
Cracks and white showing along folds are among the most common quality defects in design and printing, yet they are rarely discussed in a systematic way. When a thick card stock or coated ivory board is folded along a crease, the surface layer may fracture slightly along the fold, exposing the white base beneath. In the trade, this is often called color breaking or cracking. On the surface, it looks like an ink or paper-quality problem. Its real cause, however, lies in a more basic material variable: paper grain direction, meaning the dominant direction in which fibers align during papermaking
The core questions this article sets out to answer are:
・Three:
・First, why does grain direction determine whether a fold cracks?
・Second, what is the physical mechanism by which cross-grain folding causes surface-layer rupture?
・Third, what are the effectiveness and limits of creasing as a post-press remedy? The contribution of this article is to synthesize scattered literature from materials science, wood measurement, and carton-board converting into an explanatory framework for print practice, then draw out practical implications for Taiwan’s industry
This topic matters for Taiwan’s design and printing sector because the local structure is built around small and midsize print shops and freelance designers. As a result, grain management has long remained tacit know-how held by experienced pressroom staff, rather than a spec that can be requested and verified. As orders shift toward hardcover notebooks, branded packaging boxes, high-gsm business cards, and other products with dense folding lines, the cost of scrapping a whole batch due to misjudged grain direction is often far higher than the communication cost of specifying paper up front. This article argues that treating grain direction as a manageable subject of study, rather than a matter of luck, is a key entry point for improving local post-press quality
Knowledge Clusters from Fiber Alignment to Crease Mechanics
Existing discussions can be divided into three clusters by focus. They complement each other on how grain direction is defined and measured, but they leave a gap on how grain direction affects folding failure
The first group of literature focuses on the measurement and definition of grain direction. As early as the study "Through-Bark Measurement of Grain Direction",
・10.1093/forestscience/
・15
・1
・92), wood science had already attempted to infer internal fiber orientation without damaging bark, showing that fiber direction has long been treated as a measurable and predictable material property [3]. The value of this perspective is that it turns "grain" from a vague visual impression into an engineering parameter with directionality and repeatable measurement. Paper grain is created by sheet forming rather than tree growth, but it shares the same basic premise: fibers have a dominant alignment direction
The second group focuses on the craft definition and semantics of creasing. The Oxford English Dictionary records the semantic development of "creasing" as a noun
・10.1093/oed/
・7741172096) and as an adjective
・10.1093/oed/
・9034901663), reflecting that the act of pre-forming a controlled fold line in a material has long had a stable linguistic reference [2][4]. This article reads the emergence of creasing as an independent craft term as a sign that it is not merely "folding", but a process designed to guide the path of material failure
The third group deals with creasing at the level of mechanics and physics. "Creasing properties of carton board"
・10.3403/bs
・6965) places the creasing properties of carton board within a standardization framework, showing that crease strength, springback, and failure are not random but can be specified and tested as engineering indicators [1]. Physics subject classifications also list "Creasing"
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) as an independent mechanics phenomenon, implying that surface wrinkling and crease formation have general mechanisms that can be studied within materials mechanics [5]
Taken together, these three bodies of literature reveal a structural gap: measurement studies prove that fiber direction can be defined, and craft and mechanics studies prove that creasing can be specified, yet few studies directly connect the causal chain from grain direction to whether a fold cracks within the context of print production. This article starts from that gap, bridging the explanatory break between material properties and production-line defects
The Physical Nature and Classification of Grain Direction
This section first defines the physical nature of grain direction as the basis for the later analysis of folding cracks
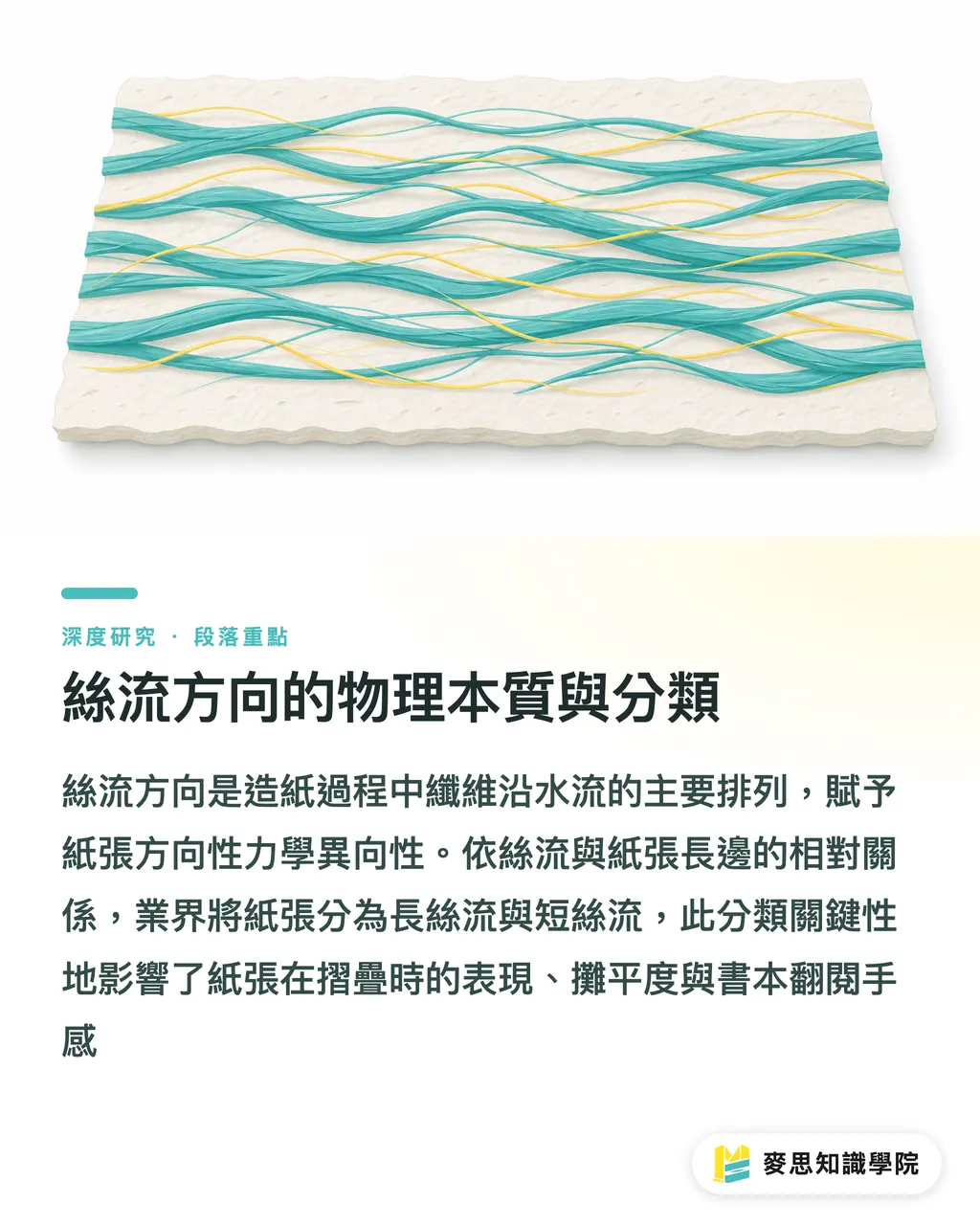
Grain direction refers to the main direction in which fibers align with water flow on the forming wire during papermaking. Because pulp spreads along the direction of wire movement during sheet formation, fibers tend to align with the machine direction, creating a recognizable dominant orientation. Following the premise that fiber direction is a measurable physical quantity [3], paper therefore has direction-dependent mechanical anisotropy: tensile strength is higher and elongation is lower along the fiber direction, while the opposite is true across the fiber direction
Based on the relationship between grain direction and the long edge of the sheet, the industry classifies paper as long grain or short grain. Long grain means the fiber direction runs parallel to the long edge of the sheet, while short grain means the fiber direction runs parallel to the short edge. The practical meaning of this classification is that it determines, at a given trimmed size, whether the fold line will run with the grain or across the grain. This article argues that long grain and short grain are not inherently better or worse. What matters is whether the finished product’s fold direction matches the grain direction
The anisotropy of grain direction also affects several behaviors beyond folding. Paper is easier to lay flat along the grain, while folding across the grain forces fibers to bend laterally, causing springback and waviness. This also affects how flat a book opens and how naturally its pages turn. When the page grain runs parallel to the spine, page-turning resistance is lower and lay-flat performance is better. When it does not, pages tend to arch and feel stiff when turned. Grain direction is therefore not only a cause of folding cracks, but also a latent variable in binding quality
The Failure Mechanism of Cross-Grain Folding: Surface Rupture and Color Breaks
This section analyzes the core mechanism behind folding cracks, namely why cross-grain folding causes surface fibers to rupture and white base material to show through
Folding is, in essence, a form of bending deformation. The material on the outside of the fold line is stretched, while the inside is compressed. When the fold line runs parallel to the grain direction, the crease separates along the weaker interfaces between fibers, allowing fibers to part with the fold instead of being torn across their width. The surface layer is therefore more likely to remain intact. By contrast, when the fold line runs perpendicular to the grain direction, folding forces many fibers on the outside of the fold to tear laterally at the same time. The coated layer and ink layer lose support from the substrate and fracture along the crease, forming visible white cracks and color breaks. Following the view that creasing is a specifiable failure behavior [1], this article understands the issue as a question of whether the failure path aligns with the material’s weak plane
The thicker and heavier the paper, the more pronounced this mechanism becomes. In thick card stock and paperboard, the distance between the outer surface layer and the neutral axis is greater during folding. This means that, at the same folding angle, the surface layer bears higher tensile strain. Once that strain exceeds the elongation limit of the coating and surface fibers, rupture occurs. This explains why cross-grain folding on thin paper often produces only slight wrinkles, while the same folding direction on thick card stock directly causes color breaks and white exposure. Physics literature treats wrinkling and crease formation as independent mechanics phenomena [5], which echoes the description here of surface failure caused by concentrated strain
Coated paper carries higher risk than uncoated paper. The coating layer is a mineral coating applied to the fiber surface, and it has limited extensibility. Its fracture strain is lower than that of the fibers themselves. Under the same folding conditions, the coated surface therefore cracks earlier. This is also why high-gsm coated art paper and coated ivory board are most prone to showing white at fold lines, while softer, looser uncoated art paper is more forgiving. This article argues that the severity of folding cracks is really the combined effect of three variables: grain direction, paper thickness, and surface coating, rather than the result of a single cause
Creasing as a Remedy: Mechanism, Effectiveness, and Limits
This section evaluates the mechanism and limits of creasing as a remedy for cross-grain folding
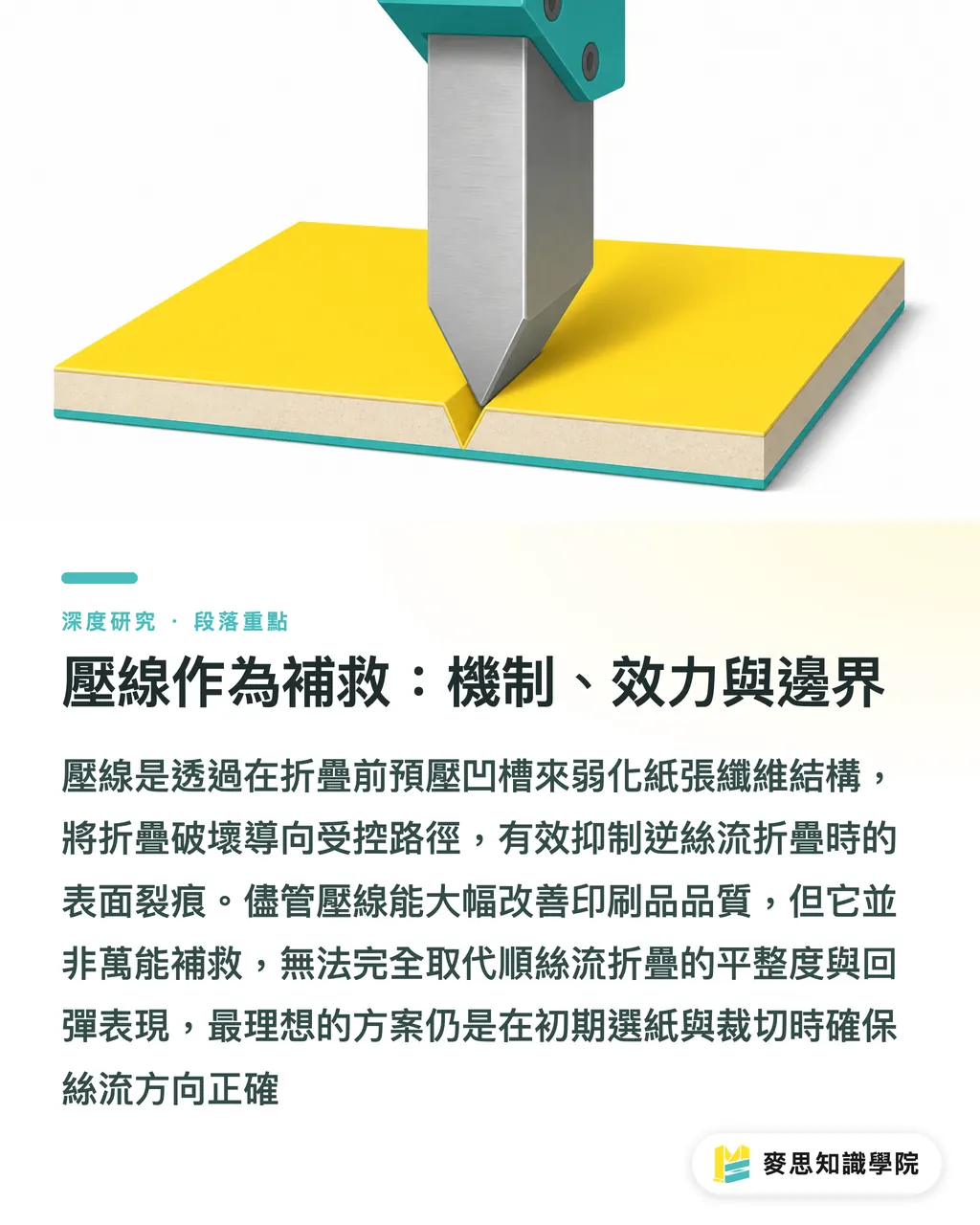
Creasing is the process of using a steel rule or creasing die to press a groove into the fold line before folding. The Oxford English Dictionary’s entries on creasing reflect the long-standing reference to this act of pre-forming a controlled fold line [2][4]. Its mechanical principle is that creasing pre-crushes the fiber structure at the fold line and redistributes thickness, so that later bending is concentrated within this weakened groove instead of forcing the surface layer to tear laterally without preparation. In other words, creasing does not eliminate failure. It redirects failure toward an inner, controlled path
The effectiveness of creasing has already been placed within a standardized engineering framework. The standardization of carton-board creasing properties shows that crease strength and failure behavior can be tested and set [1]. From this, the article infers that creasing depth, rule width, and counter-die groove pairing must be adjusted according to paper thickness and grain direction. Cross-grain folds usually require deeper and wider creasing settings to offset the disadvantage that lateral fibers do not naturally separate as easily. When the parameters are properly matched, surface cracking on cross-grain folds can be greatly reduced, bringing an otherwise unacceptable folded edge back to deliverable quality
Yet creasing is not a cure-all, and its limits need to be stated plainly:
・First, creasing cannot fully restore the flatness and springback behavior of with-grain folding. Even after creasing, a cross-grain fold may still retain stronger springback and open slightly after folding
・Second, creasing that is too deep may rupture the surface layer by itself, turning "color break after folding" into "cracking at the creasing stage"
・Third, creasing adds plate-making and post-press steps, so for short runs and low-unit-price products, the cost may not pay off. This article argues that creasing should be understood as after-the-fact compensation for grain mismatch, not as a substitute for specifying grain direction up front. The most cost-effective approach is still to make the fold run with the grain during paper selection and cutting
Identifying grain direction is the premise behind those decisions. In practice, three non-destructive or semi-destructive tests are common: the tear test, where a tear runs straighter with the grain and more jaggedly across the grain; the bend test, where the direction with lower resistance and a smoother arc is the grain direction; and the wet test, where paper wetted on one side curls along the direction perpendicular to the grain because fibers expand more across the grain. Following the tradition of inferring measurable fiber direction [3], these tests all work by using direction-dependent mechanical or moisture responses to infer internal fiber orientation
Implications for Taiwan’s Design and Printing Industry
This section translates the mechanisms above into practical implications for three types of roles in Taiwan’s industry, discussing their effects on workflow, cost, and schedule at different levels
For small and midsize print shops, the key to grain management is turning tacit know-how into a verifiable workflow. Specific measures include marking the grain direction of each ream when stock is received, and during imposition and cutting, prioritizing layouts that place the finished product’s main fold lines with the grain. For layouts that must be folded across the grain, creasing should be added by default, with a creasing-parameter table built according to paper gsm. The main cost is more communication and layout time up front, but compared with reprinting and paper loss after a full batch suffers fold-line color breaks, the return is clear. This article argues that documenting grain direction and creasing parameters also helps reduce dependence on the experience of one senior craftsperson
For designers, the implication is that grain direction should be part of file preparation from the start, not something passively accepted after the job is sent to print. When planning folded DM pieces, hardcover book covers, or packaging dielines, designers should actively mark fold-line positions and directions, then confirm with the printer whether those folds run with the grain. If the product has fixed fold directions, designers should request the corresponding long-grain or short-grain paper when choosing stock and sheet size. Following the analysis that coating layers have limited extensibility [1][5], designers need to be especially careful with fold design on high-gsm coated paper. When needed, they should request creasing or switch to a more forgiving uncoated material
For brand owners, the cost of misjudging grain direction often shows up in delivery schedules and consistency. Fold-line color breaks do not only affect the feel of a single piece. In large-volume production, they also cause yield fluctuations and delivery delays. When brand owners define packaging or publishing specs, grain direction and creasing requirements should be written into the job specification as inspectable quality terms, not left as verbal agreements. This article argues that raising grain direction from an internal print-shop technical detail to part of the purchasing spec is an effective lever for cross-batch consistency
Overall, the shared lesson for all three roles is this: grain direction is a variable that should be decided before fold lines are locked in. Once the finished size and fold direction are fixed, grain direction is effectively locked as well, and only partial remedies such as creasing remain. Moving the decision point forward to paper selection and cutting is the lowest-cost quality intervention
Conclusion
This article answers the three research questions raised in the introduction as follows:
・First, grain direction determines whether a fold cracks because the mechanical anisotropy of paper means that the relationship between fold-line direction and fiber alignment governs whether the failure path aligns with the material’s weak plane [3][5]
・Second, the mechanism by which cross-grain folding causes surface-layer rupture is that many fibers on the outside of the fold line are torn laterally at the same time, causing the coating layer to lose support and fracture. This effect grows stronger with paper thickness and coating level [1]
・Third, creasing works as a remedy by guiding failure into a pre-pressed, controlled groove. It is effective, but it cannot fully restore the behavior of with-grain folding, and it has two limits: surface rupture from over-creasing and added cost [1][2][4]
The limits of this study should be stated. First, the literature cited here is mostly at the level of definitions, measurement, and standardization frameworks. It lacks quantitative experimental data on cracking thresholds for specific paper types at specific folding angles. Therefore, the discussion of thickness and coating effects is mainly mechanistic inference rather than measured conclusion. Second, the tear, bend, and wet tests used to identify grain direction are experience-based methods, and their interpretation still depends on operator judgment. Quantitative standards remain to be developed. Third, this article does not cover the interactions among ambient humidity, fiber type, and recycled content in folding behavior. These variables may be more complex in recycled papers and specialty materials
For later research, this article recommends building experimental comparison data for coated ivory board, art paper, and recycled paper commonly used in Taiwan, mapping paper gsm, grain direction, creasing parameters, and post-fold cracking grades. Only then can the mechanism framework proposed here become production parameters that can be looked up directly. That is how grain management can move from the touch and judgment of senior craftspeople into searchable, verifiable engineering specs
Key Takeaways
・The root cause of fold-line color breaks is not ink or paper quality, but a mismatch between fold-line direction and grain direction
・Cross-grain folding forces fibers on the outside of the fold line to tear laterally at the same time. The coating layer loses support and exposes the white base. The thicker and more heavily coated the paper, the worse the problem becomes
・Creasing can guide failure into a controlled groove and reduce cracking, but it cannot fully restore the flatness of with-grain folding, and it has two limits: surface rupture from over-creasing and added cost
・Tear, bend, and wet tests can semi-quantitatively infer grain direction, serving as an early judgment tool for paper selection and imposition
・The most cost-effective approach is to make the fold run with the grain during paper selection and cutting, instead of relying on creasing as a remedy after the fact
Further Thoughts
For print manufacturing, the next step in grain management is to turn the touch and judgment of senior craftspeople into a creasing-parameter database that can be searched by paper gsm and grain direction, matching crease depth and width to each case and reducing dependence on any single person. For designers, fold direction should be marked during file preparation, then used to work backward to the required long-grain or short-grain paper specification, making grain direction a design decision rather than a gamble after sending files to print. For AI and SaaS adoption, the most promising entry point is building a structured dataset of paper type, gsm, grain direction, folding angle, and cracking grade, so layout software can warn users about cross-grain folds before the layout is locked and suggest creasing settings. The unresolved issue is that public quantitative benchmarks for grain identification and cracking thresholds are still lacking. That is both a research gap and the key prerequisite for turning this into industry tooling
FAQ
- Why does thick card stock crack and show white when folded?
- Because the fold line runs perpendicular to the paper’s grain direction. During folding, fibers on the outside of the fold are torn laterally at the same time, causing the surface coating to lose support, fracture, and expose the white paper base. The thicker the paper and the heavier the surface coating, the more visible this becomes
- What are long grain and short grain?
- Long grain means the paper’s fiber direction runs parallel to the long edge. Short grain means the fiber direction runs parallel to the short edge. Neither is inherently better. The key is whether the finished product’s main fold line matches the grain direction
- Can creasing fully solve folding cracks?
- No, not fully, but it can greatly reduce them. Creasing presses a controlled groove into the fold line in advance, guiding the fold into a weakened path. Still, a creased cross-grain fold may spring back and open slightly, and if the crease is too deep, it can rupture the surface layer instead
- How can I judge paper grain direction myself?
- You can use three tests: in a tear test, the tear is straighter with the grain and more jagged across the grain; in a bend test, the direction with lower resistance and a smoother arc is the grain direction; in a wet test, paper wetted on one side curls along the direction perpendicular to the grain
- Do I need to specify grain direction when placing a print order?
- Yes. If the product has a fixed fold direction, you should request the corresponding long-grain or short-grain paper when choosing stock and sheet size, and write grain direction and creasing requirements into the job specification. This is the lowest-cost way to prevent cracking
References
Related articles




The Print × AI weekly
The print and AI know-how designers, brands and enterprises can use before they commit — one email, every week
MINDS Free Tools
Spine width and imposition calculators — skip the manual math, free in your browser.
MINDS Group
Need actual printing or gifting services?
From premium printing to online ordering and festive gifts — the MINDS Group sister brands take it from here.