
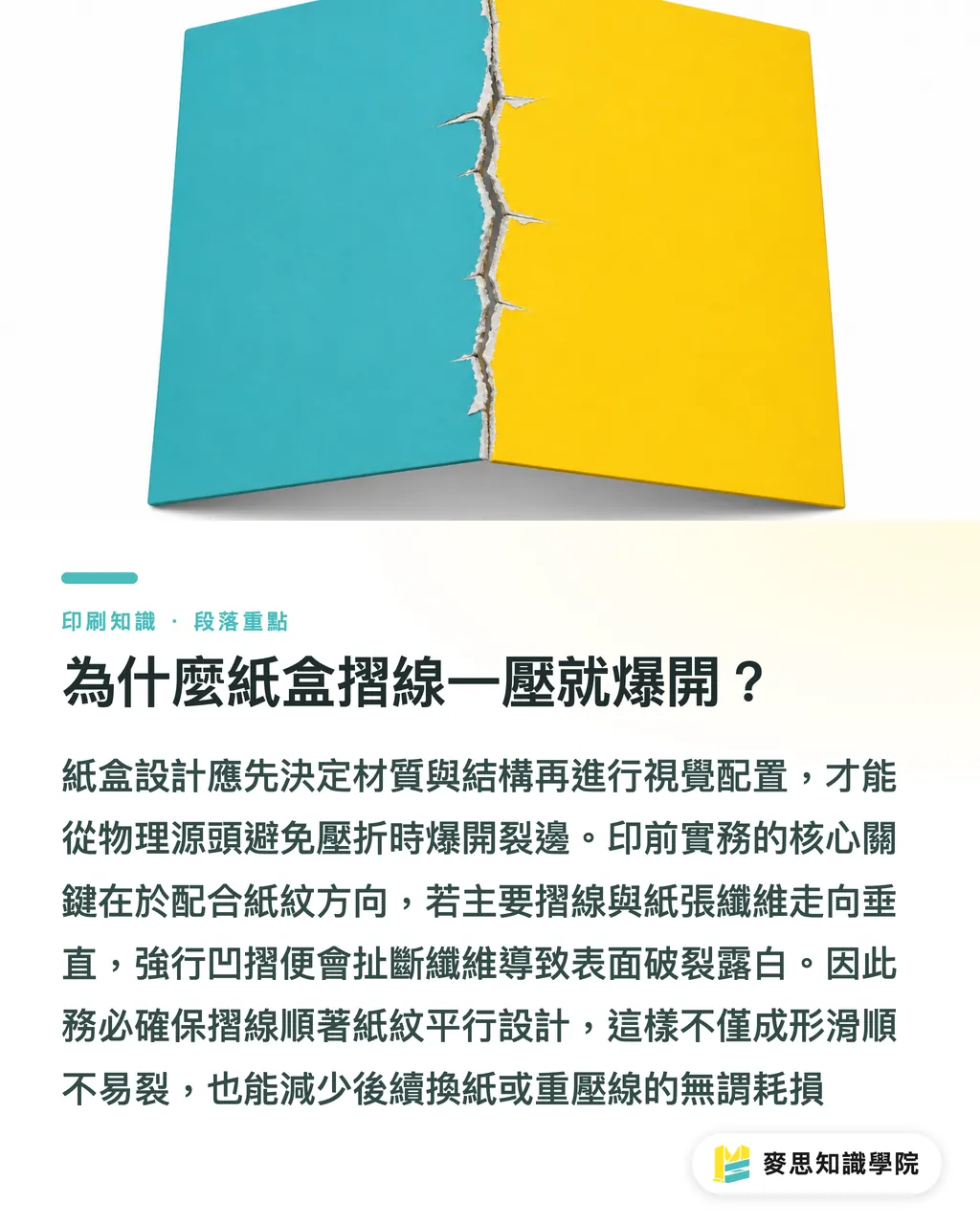
Why Do Paper Box Crease Lines Burst Open Under Pressure?
The main causes of cracked edges in paper box die-cutting are usually that the paper fiber direction runs perpendicular to the main fold lines, the chosen paper stock is too thick, or the crease area carries dark full-coverage printing
When the MINDS Printing (MS, mid- to high-end fully custom commercial printing) team handles packaging projects, we first check whether the box structure's fold lines follow the paper fibers, reducing cracking risk at the physical source
Designers often make the layout look beautiful first and only add the die line at the end, but the correct order for paper box design is to define the material and structure first, then build the visual layout
This brings us to a core prepress concept
Paper grain direction: the direction in which wood pulp fibers align during papermaking. If a paper box fold line runs parallel to the grain, forming is smooth and less likely to crack; if the two are perpendicular, forced folding tears the fibers and causes the paper surface to crack and show white
We have seen far too many cases on the print floor where the paper grain was not properly matched, and the only fixes were heavier creasing or changing the paper stock, which needlessly increased waste
When Dark Full-Coverage Printing Meets Thick Cardstock, How Should Prepress Design Prevent Problems?
Clients often ask me why a file looks perfect on screen, but once printed as a dark packaging sleeve, the edges look white, broken, and messy
Dark full-coverage printing magnifies cracked-edge issues because the inside of the paper is white. As soon as the fibers at the crease line break even slightly, the white base shows through the dark ink and becomes extremely obvious
If the design must use dark full-coverage color across a fold, I strongly recommend adding partial or full lamination, such as matte or gloss lamination
This plastic film layer holds the paper surface tightly like tape, greatly reducing the chance of bursting
Paper thickness is another common trap
Many brands specify thick cardstock above 350g to give hang tags or paper boxes a more substantial feel
Thickness does improve handfeel, but it also increases the radius difference between the inner and outer layers during folding, making the outer paper surface more likely to burst
If thick paper is required, the die must be adjusted during die-cutting by switching to a wider crease rule, giving the paper enough buffer space to bend
How Much Can One Wrong Line Cost? How Should You Check the Die Line and Bleed?
Die settings and bleed range are another frequently overlooked risk zone for cracked edges
When preparing final packaging artwork, many people leave only the standard 3mm bleed, but with thick paperboard, the instant the guillotine cuts down, the paper is slightly compressed and shifted
If the bleed is not extended outward appropriately, cutting tolerance will immediately cause white edges
Corner radius also matters more than many people realize
Sharp right angles are highly prone to stress concentration during die-cutting, and when the blade lifts, it often tears the nearby paper surface along with it
I usually recommend slightly rounding right angles into tiny radiused corners where it does not affect the visual design, for example R:
・0.5 to R
・1)
This small adjustment can greatly disperse cutting pressure and keep the edges clean and even
How Does MINDS Printing (MS) Execute Its Three Production-Line Print-Submission Gates?
Even experienced designers inevitably have blind spots, so whenever we take over a project, we run a standardized verification process
Internally, we call this method the MINDS Printing (MS) three print-submission gates. The specific steps are:
・1. Check the structure: compare the die-line file against the paper grain direction, confirm whether the main fold lines follow the fibers, and evaluate whether the corner radius and paper thickness will clash mechanically
・2. Check the printing: identify whether dark ink layers sit on fold lines. If so, lamination must be added to strengthen surface tension, while the bleed is also checked to ensure enough buffer area
・3. Check the folding result: before formal machine production, require a full-size white mockup to be cut, then have the technician hand-fold it to confirm forming resistance and tolerance. If tiny cracks appear, return the file for crease-width adjustment
Once these three steps are completed, they can basically keep 90 percent of die-cutting disasters off the production line
If you have concerns about your paper box die line, the MINDS Printing consulting team is happy to help perform a pre-production structural health check and control mass-production risks for you
Key Takeaways
Paper box fold lines must follow the paper grain direction. This is the physical rule for preventing fibers from tearing and edges from bursting
Dark full-coverage printing easily amplifies white cracked edges, while matte or gloss lamination can effectively hold the paper surface together
Thick cardstock has a larger radius difference between inner and outer layers when folded, so the die must use wider crease rules to leave bending buffer space
Right-angle die-cutting easily creates stress concentration. Adjusting corners into small radiuses can disperse pressure and reduce tearing
Before entering production, always cut a physical white mockup for testing. This is the only standard way to identify forming resistance and tolerance issues
Further Thinking
Packaging design cannot stop at imagining the visual layout. It must take the physical properties of paper and the limits of post-press processing into account
When SaaS platforms or AI-assisted layout tools automatically generate die lines, they often lack three-dimensional awareness of paper grain and thickness. That is exactly where the value of a physical print consultant remains irreplaceable
If design and procurement teams can build the habit of checking structure before creating visuals, they can save the cost of countless rounds of proofing and reprinting
FAQ
- Why can't die lines generated by AI software be sent directly to print?
- Software-generated die lines usually capture only flat dimensions and cannot judge the actual paper thickness or grain direction, so using them directly can easily cause tolerance problems or cracked edges during folding and die-cutting
- Can cracked white areas at paper box crease lines be repaired?
- Once paper fibers break, they cannot be restored. The only prepress prevention methods are to align the folds with the paper grain direction, reduce paper thickness, or add lamination to the surface
- Is a 3mm bleed enough for hang tags or packaging sleeves?
- When using thicker paperboard, the pressure of the die-cutting blade can shift the paper. It is recommended to extend the bleed 1 to 2mm beyond standard flat printed materials to absorb cutting tolerance
Related articles


The Print × AI weekly
The print and AI know-how designers, brands and enterprises can use before they commit — one email, every week
MINDS Free Tools
AI background removal, a LINE sticker maker, spine & imposition calculators — all free, right in your browser, no upload.
MINDS Group
Need actual printing or gifting services?
From premium printing to online ordering and festive gifts — the MINDS Group sister brands take it from here.