緒論:過小評価されている「折り割れ」という研究課題
折り目の割れや下地の露出は、デザイン・印刷業界で最も頻繁に発生するにもかかわらず、体系的な議論がなされていない品質不良の一つである。厚紙やコートボール紙を折り目に沿って折った際、表面のコーティングが微細に断裂して下の地色(白地)が露出することを、業界では「インキ剥げ」や「折り割れ」と呼ぶ。この現象は一見、インキや紙質の問題のように思えるが、その根源はより基礎的な材料要因、すなわち造紙過程における繊維の主要な並びである「紙の目(流れ目:grain direction)」にある
本稿が解明する核心的な問いは以下の通りである
・第一に、なぜ紙の目方向が折り割れの有無を決定するのか
・第二に、逆目折りによって表面断裂が生じる物理的メカニズムは何か
・第三に、製本加工における補救手段としての「筋入れ(クリージング)」の効力と限界はどこにあるのか。本稿は、材料科学、木材測定、板紙加工といった分野に散らばる文献を、印刷実務に向けた解釈の枠組みとして統合し、台湾業界への実用的な示唆を導き出す
本題が台湾のデザイン・印刷業界において重要な理由は、同業界が中小規模の印刷会社とデザイナーを中心に構成されているためである。紙の目の管理は長年、熟練職人の経験知に留まっており、指定可能かつ検証可能な規格パラメータとして定着していない。上製本ノート、パッケージ、高坪量の名刺など、折り線が密集する製品において、目の誤判定による全数廃棄コストは、事前の紙指定に伴うコミュニケーションコストを大きく上回る。本稿では、紙の目を単なる「運」ではなく、管理可能な研究対象と捉えることが、ローカルな製本品質を向上させる鍵であると主張する
文献と現状のレビュー:繊維配向から折り目の力学への知識分類
既存の議論は関心対象に基づき3つのグループに分類できる。それぞれ「紙の目の定義と測定」については補完的だが、「紙の目が折り畳み時の破損にどう影響するか」についてはギャップを残している
第一のグループは、紋理(grain direction)の測定と定義に注目する。木材科学では早くから [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92) の研究において、樹皮を破壊せずに内部の繊維方向を推定する試みがなされており、繊維方向が物理量として測定可能かつ予測可能な材料属性であることを示している [3]。この視点の価値は、「紋理」を曖昧な視覚的印象から、方向性を持ち繰り返し測定可能なエンジニアリングパラメータへと転換した点にある。紙の目は造紙工程に由来するが、「繊維には主要な配向方向がある」という基本前提を継承している
第二のグループは、筋入れ(creasing)の加工定義と語義に焦点を当てる。『オックスフォード英語辞典』では [creasing 名詞義](https://doi.org/:
・10.1093/oed/
・7741172096) と [creasing 形容詞義](https://doi.org/
・10.1093/oed/
・9034901663) に折れ線や圧痕の語義変遷が収められており、「材料上に意図的に制御された折り線を設ける」行為が言語的に安定した指し示しを持っていることを示している [2][4]。本文の分析では、筋入れが独立した加工用語として成立していることは、それが単なる「折る」動作ではなく、材料の破壊経路を意図的に誘導する工程であることを示唆していると捉える
第三のグループは、筋入れの行為を力学および物理の面から扱う。[Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) は、板紙の筋入れ特性を標準化フレームワークに組み込んでおり、折り目の強度、戻り(スプリングバック)、破壊がランダムではなく、規格化・テスト可能なエンジニアリング指標であることを示している [1]。物理学の主題分類においても [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) は独立した力学的現象の項目として列挙されており、表面のシワや折り目の形成には材料力学上の普遍的なメカニズムが存在することを示唆している [5]
これらの文献を総合すると構造的な欠落が見えてくる。測定文献は繊維方向を定義可能であることを証明し、工芸および力学文献は筋入れを規格化可能であることを証明しているが、「紙の目方向」と「折り割れ」の因果関係を印刷実務の文脈で完全に繋いだ研究は少ない。本稿の狙いは、材料特性から生産現場の不良に至る説明の断絶を埋めることにある
紙の目(流れ目)の物理的本質と分類
本節では、今後の折り目分析の基礎として、紙の目方向の物理的本質を定義する
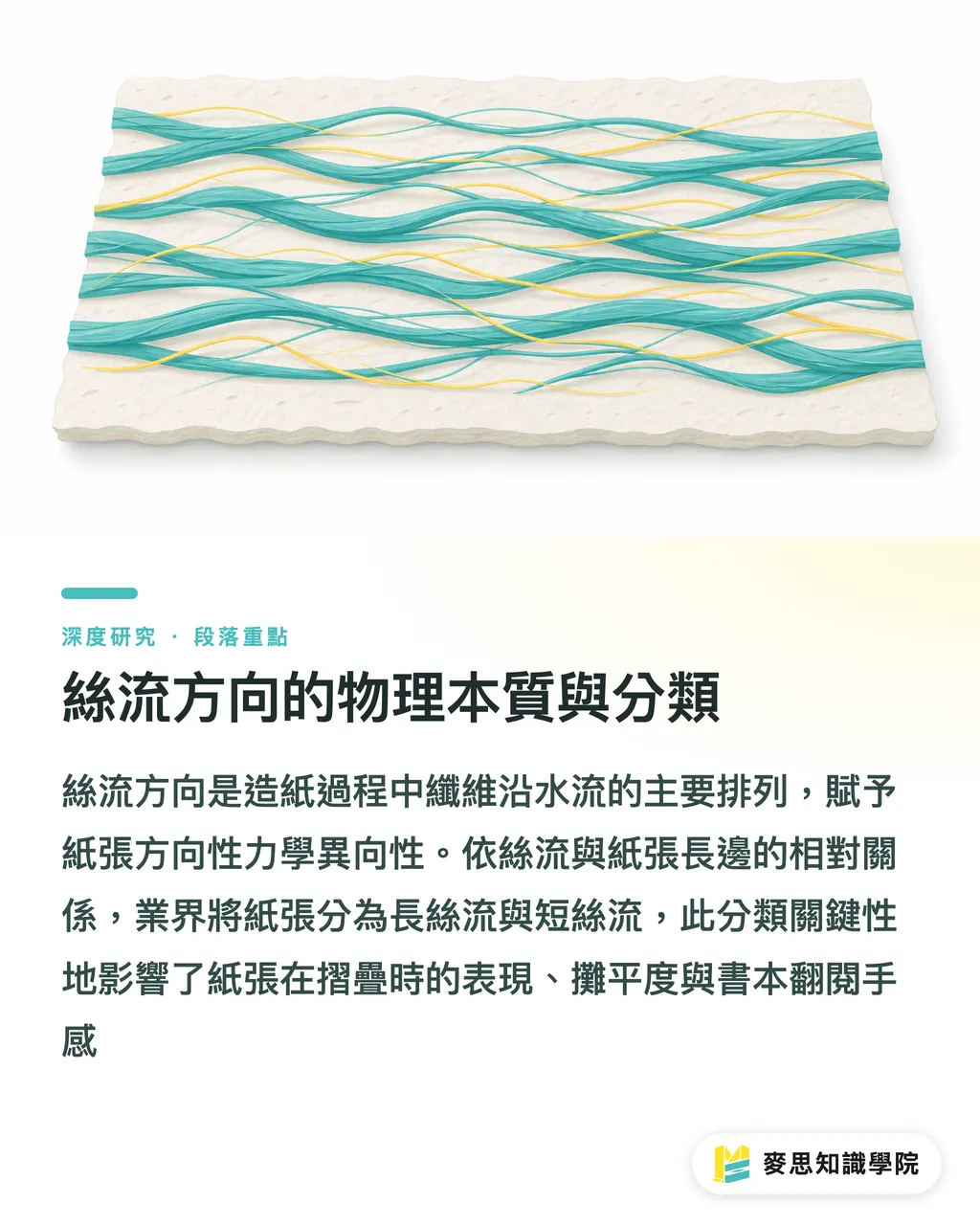
紙の目(流れ目)とは、造紙過程で繊維が抄紙機のワイヤー上で水流に従って並ぶ方向を指す。パルプが流れる方向に繊維が整列するため、機械の運転方向(machine direction)に沿った優勢な配向が生じる。繊維方向が測定可能な物理量であるという前提 [3] に従えば、紙には方向依存の力学的異方性が存在する。繊維方向と平行な方向は引張強度が高く伸び率が低いが、垂直方向はその逆である
紙の目と紙の長辺の相対関係に基づき、業界では「長目(long grain)」と「短目(short grain)」に分類する。長目は繊維方向が紙の長辺と平行、短目は短辺と平行である。この分類の実際的な意義は、裁断サイズにおいて、折り線が「順目」になるか「逆目」になるかを決定する点にある。本稿の分析では、長目・短目そのものに優劣はなく、最終製品の折り線方向と目の方向が一致しているか否かが重要であると結論付ける
目の異方性は、折り畳み以外の表現にも影響する。順目の紙は平らに広げやすく、逆目の紙は繊維が強制的に横方向に曲げられるため、スプリングバック(戻り)や波打ちが生じる。この特性は、書籍の開きやすさやページめくりの感触にも影響する。ページの流れ目が背と平行であればめくり抵抗が低く開きやすいが、逆であればページが浮き上がり、めくる際の硬さを感じる。したがって、紙の目は折り割れの要因であるだけでなく、装丁品質の潜在的な変動要因でもある
逆目折りの破壊メカニズム:表面断裂とインキ剥げ
本節では折り割れの核心メカニズム、すなわちなぜ逆目折りが表面の繊維断裂と下地露出を招くのかを分析する
折り畳みは本質的に曲げ変形であり、折り線の外側は引張、内側は圧縮を受ける。折り線が紙の目と平行(順目折り)であれば、繊維間の弱い面を沿って折れるため、繊維は無理なく分かれ、表面は比較的完全性を保つ。一方、折り線が紙の目と垂直(逆目折り)になると、折り畳みによって大量の繊維が外側で同時に横方向に引きちぎられる。表面のコーティング層とインキ層は下地の支えを失い、折り目に沿って破砕し、肉眼で見える白い亀裂やインキ剥げとなる。筋入れを「規格化可能な破壊行為」と捉える見解 [1] に基づき、本稿ではこれを「破壊経路が材料の弱面と一致しているか」という問題として理解する
紙が厚く、坪量が高いほどこのメカニズムは顕著になる。厚紙を折る際、外側の表面と中立軸の距離が大きくなるため、同じ折角でも表面にかかる引張ひずみが大きくなる。このひずみがコーティング層と表面繊維の限界を超えると断裂が発生する。これが、薄紙の逆目折りでは軽微なシワだけで済むのに、厚紙の逆目折りでは直接的にインキが剥げて下地が見える理由である。シワや折り目の形成を独立した力学的現象とする物理文献 [5] は、まさにひずみの集中による表面破壊の記述と合致する
コート紙のリスクは非塗工紙よりも高い。塗工層は繊維表面を覆う延展性の限られた鉱物層であり、その断裂ひずみは繊維そのものよりも低い。そのため同じ条件でも塗工面の方に早くひずみが生じる。これこそが、高坪量のコート紙やカード紙が折り線で剥げやすく、質感の柔らかな非塗工の美術紙が比較的寛容である理由である。本稿の分析では、折り割れの深刻度は「目方向、紙の厚さ、表面コーティング」の3つの変数の積であり、単一の原因によるものではないと結論付ける
筋入れによる補救:メカニズム、効力と限界
本節では、逆目折りに対する補救手段としての筋入れ(クリージング)の作用メカニズムと限界を評価する
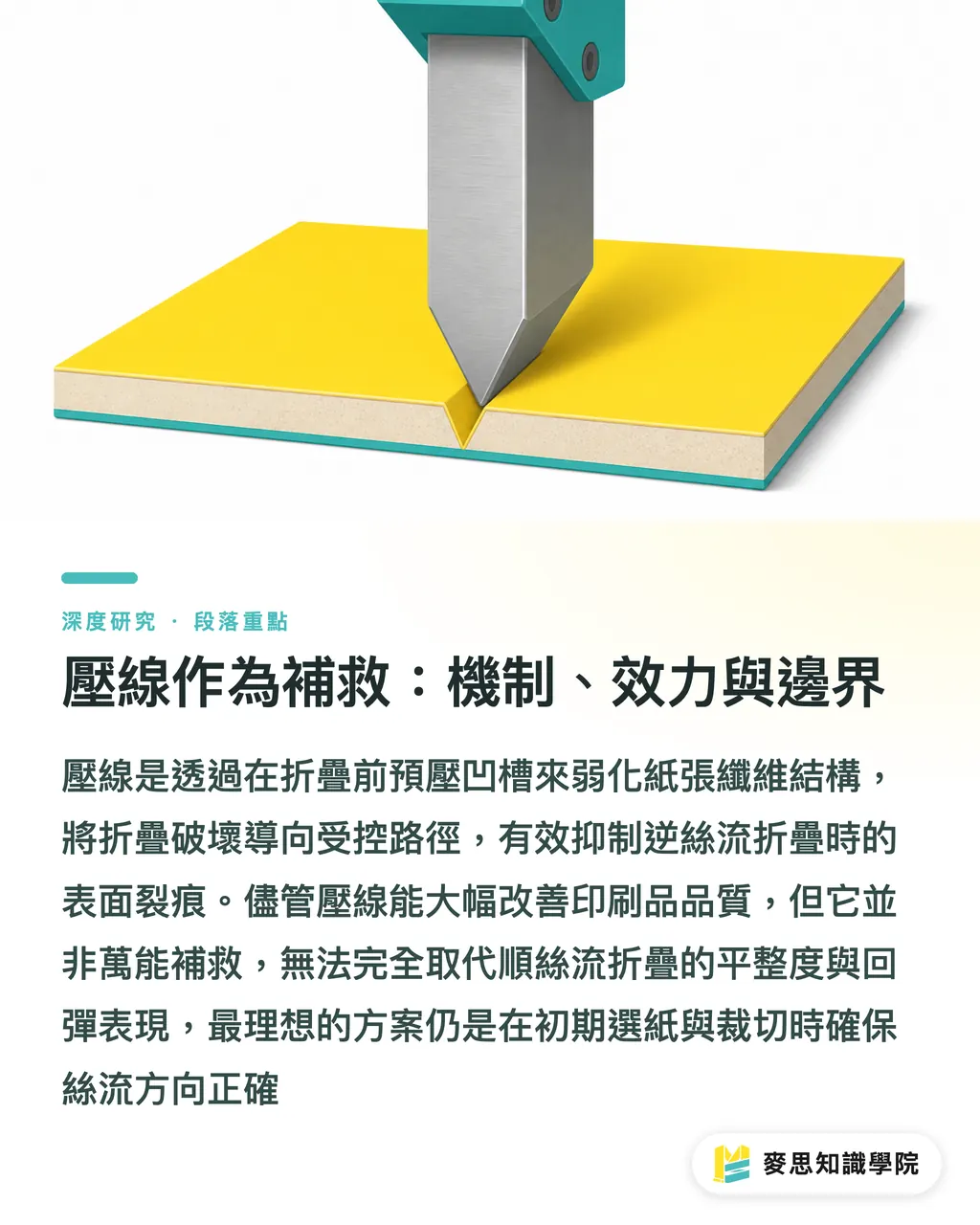
筋入れとは、折り畳み前に鋼線や押し型を用いて折り線位置に事前に凹溝を入れる工程である。クリージングの語義は「制御された折り線の事前形成」という行為を指しており [2][4]、その力学原理は、筋入れによって折り線の繊維構造を事前に押し潰し、厚みを再配分することで、その後の曲げを弱化された溝に集中させることにある。つまり、筋入れは破壊を排除するのではなく、破壊を内側の制御可能な経路に再誘導する行為である
筋入れの効力は標準化されたエンジニアリング枠組みに組み込まれている。板紙の筋入れ特性を規格化する動きは、折れ目の強度と破壊挙動がテストおよび設定可能であることを示している [1]。本稿ではこれに基づき、筋入れの深さ、鋼線幅、底型の溝の組み合わせは、紙の厚さと目方向に合わせて調整する必要があると推論する。逆目の折り線は通常、繊維の自然な分離が困難であることを補うため、より深く広い設定が必要となる。パラメータが適切であれば、逆目折りの表面亀裂は大幅に抑制され、本来使用不可能だった折り辺を納品可能な品質に戻せる
しかし、筋入れは万能ではなく、その限界を直視しなければならない
・第一に、筋入れは順目折りのような平坦度や戻りの良さを完全には再現できない。逆目の折り線は筋入れ後も高い戻りを持つ可能性があり、開こうとする力が働く
・第二に、深すぎる筋入れはそれ自体が表面を突き破り、「折った後のインキ剥げ」を「筋を入れた瞬間の断裂」に変えてしまうリスクがある
・第三に、筋入れは製版と加工工程を増やすため、少部数や低単価の製品ではコストに見合わないことがある。本稿では、筋入れは紙の目の誤配に対する事後的な補償と捉えるべきであり、事前の目指定に代わる手段ではないと考える
紙の目の識別は上記意思決定の前提である。実務上は3つの非破壊または半破壊テストが用いられる。引き裂きテスト(順目は真っ直ぐに、逆目は曲がって破れる)、曲げテスト(両方向に曲げ、抵抗が少なく円弧が綺麗な方が順目)、湿潤テスト(紙片を湿らせると繊維と垂直方向にカールする。横方向の繊維が吸水膨張するため)。繊維方向を測定できるという伝統 [3] に従い、これらは力学や吸湿反応を利用して内部繊維方向を逆算するものである
台湾のデザイン・印刷業界への示唆
本節では前述のメカニズムを台湾業界の3つの役割に転換し、プロセス、コスト、納期の観点から階層的に議論する
中小印刷会社にとって、目の管理の鍵は「経験知の可視化」にある。具体的には、入庫時に各紙の目の向きを明記し、裁断・レイアウト時に成品にとって優先すべき折り線が順目になるよう配置することである。逆目折りが避けられない場合は、事前に筋入れ工程を追加し、紙の坪量に応じたパラメータ表を作成する。コストは初期のコミュニケーションとレイアウト調整に限定されるが、全数剥げによる再印刷と紙の損失を考えれば、投資対効果は明確である。パラメータのドキュメント化は熟練職人への依存度を下げることにも繋がる
デザイナーにとっての意義は、紙の目をデータ作成時の先行思考に含めることである。DMやハードカバーの表紙、パッケージの展開図を設計する際は、能動的に折り線の位置と方向を標示し、発注時に印刷会社と折り線が順目かどうかを確認すべきである。製品の折り線方向が固定されている場合は、用紙選択の段階で長目・短目を指定する。塗工層の延展性の低さを考慮し [1][5]、高坪量のコート紙を使用する際は筋入れの要求を必須とし、必要であればより寛容な非塗工用紙へ変更する検討も必要である
ブランド側にとって、目の誤判定の代償は納期と一貫性に表れる。折り割れは製品の質感だけでなく、量産時の歩留まり変動や納期遅延を招く。ブランド側は包装や出版の仕様を決める際、目の指定と筋入れ要求を仕様書に明記し、合意済みの品質条項とすべきである。本稿は、紙の目を「印刷会社の技術的詳細」から「調達仕様の一部」へ格上げすることが、バッチ間の一貫性を確保する有効なレバーになると主張する
全体として、3者に共通する教訓は「紙の目は折り線が確定する前に決定すべき変数である」という点である。製品サイズと折り方向が固まれば目は固定され、事後は筋入れによる部分的補救しかできない。意思決定を用紙選定と裁断段階へ前倒しすることが、最もコストの低い品質介入点となる
結論と限界
本稿で緒論に提示した3つの研究課題への回答は以下の通りである
・第一に、目方向が折り割れを左右する理由は、紙の力学的異方性によって、折り線と繊維配向の相対関係が破壊経路の成否を決定するからである [3][5]
・第二に、逆目折りによる表面断裂は、折り線外側の大量の繊維が横方向に同時断裂し、下地を失った塗工層が破砕することで生じ、紙が厚く塗工量が多いほど増幅する [1]
・第三に、筋入れの原理は、破壊を制御された溝に誘導することにあり、効力は高いが順目と同等の品質を完全再現することは難しく、破壊とコストの両面に限界がある [1][2][4]
本研究の限界を明らかにする。まず、引用した文献の多くが定義・測定・標準化枠組みのレベルであり、特定の紙種や折角ごとの具体的な裂け目のしきい値を導き出す定量的データが不足しており、厚みや塗工の影響は推論の域を出ない。次に、目の識別に用いられる引き裂き・曲げ・湿潤テストは経験的方法であり、操作者の主観に依存するため、客観的指標の確立が必要である。第三に、環境湿度や繊維の種類、リサイクル含有率が折り畳みに与える相互作用を扱っておらず、これらは特殊紙においてより複雑な挙動を示す可能性がある
今後の研究方向として、台湾で常用されるコートボール紙、美術紙、再生紙を対象に、「坪量、目方向、筋入れパラメータ、折後割れ等級」をマッピングした対照実験データを構築し、本稿のメカニズムを現場で直接参照できるパラメータへと昇華させることを推奨する。これによって初めて、紙の目の管理が職人の感覚から、検索・検証可能なエンジニアリング規格へと前進できる
重要ポイント
・折り割れの根本原因はインキや紙質ではなく、折り線と紙の目(grain direction)の不一致にある
・逆目折りは繊維を横方向に強制的に引きちぎり、塗工層が支えを失い露白を招く。紙が厚いほど、塗工が厚いほど深刻化する
・筋入れ(creasing)は破壊を誘導して裂け目を抑制するが、順目の平坦度は完全には再現できず、深すぎると逆に破壊を招くためコストと品質のトレードオフが発生する
・引き裂き、曲げ、湿潤の各テストは、選紙やレイアウトの判断材料として紙の目を逆算できる有用な手段である
・最もコスト効率が高いのは、紙選定と裁断の段階で折り線を順目になるよう配置することであり、事後の筋入れ補救に頼らないことである
今後の展望
印刷製造にとって、目の管理の次なるステップは職人の感覚をパラメータ化し、坪量と目方向に最適な筋入れ設定値をデータベース化することである。デザイン側においては、折り線方向をデータ作成段階で指定し、逆算して紙の目の向きを指示することで、紙の目を「結果論」ではなく「デザイン判断」に変える必要がある。AIやSaaSの導入という観点からは、「紙種・坪量・目方向・折角・割れ等級」の構造化データセットを構築し、排版ソフトがデータロック前に逆目折りを警告し筋入れを提案する仕組みが理想的である。現時点での障壁は定量的な公開基準の欠如であり、これは研究上の課題であると同時に、業界のツール化における必須の前置条件である
参考文献
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ / よくある質問
- なぜ厚紙を折ると割れたりインキが剥げたりするのですか?
- 折り線が紙の目(grain direction)と垂直になっているためです。折る際に折り線外側の繊維が横方向に引きちぎられ、表面のコーティングが支えを失って破砕し、紙の下地が見えてしまいます。紙が厚い、あるいはコーティング層が厚いほど、この現象は顕著になります
- 「長目」と「短目」とは何ですか?
- 長目とは紙の繊維方向が長辺と平行なもの、短目は短辺と平行なものを指します。どちらが優れているということはなく、最終成品における主要な折り線が、紙の目と一致しているかどうかが重要です
- 筋入れ(クリージング)をすれば折り割れは完全に解決しますか?
- 完全に解決するわけではありませんが、大幅に抑制できます。筋入れは折り線に制御された溝を事前に作り、折り畳みの力を誘導して集中的に処理させます。ただし、逆目の場合は筋入れ後も戻り(スプリングバック)が起きる可能性があり、深く入れすぎると逆に表面を破るリスクもあります
- 紙の目方向を自分で判断する方法はありますか?
- 3つのテストが有効です。引き裂いた際、真っ直ぐ裂けるのが順目、不揃いなのが逆目。曲げた際に抵抗が少なく綺麗な円弧を描くのが順目。湿らせると紙が目と垂直方向にカールするのが紙の目の特徴です
- 印刷発注時に紙の目を指定する必要はありますか?
- あります。製品の折り線方向が決まっている場合は、用紙選択や断裁時に対応する長目・短目を指定し、指示書に筋入れ要求を明記することが、最もコストのかからない割れ防止策となります