Falzbruch als unterschätztes Forschungsproblem
Risse und sichtbare weiße Bruchstellen am Falz gehören in der Design- und Druckbranche zu den häufigsten Qualitätsmängeln, werden aber erstaunlich selten systematisch diskutiert. Wenn ein schwerer Karton oder Bilderdruckkarton entlang einer Falzlinie umgelegt wird, entstehen an der Oberfläche feine Brüche, der weiße Papierkern tritt hervor. In der Praxis spricht man oft davon, dass die Farbe am Falz aufbricht oder die Oberfläche reißt. Auf den ersten Blick wirkt das wie ein Problem von Druckfarbe oder Papierqualität. Tatsächlich liegt die Ursache in einer noch grundlegenderen Materialgröße: der Papierlaufrichtung (grain direction), also der Hauptausrichtung der Fasern im Herstellungsprozess
Die Kernfragen dieses Beitrags lauten:
・Drei Punkte:
・Erstens, warum entscheidet die Laufrichtung darüber, ob ein Falz reißt oder nicht?
・Zweitens, welcher physikalische Mechanismus führt beim Falzen gegen die Laufrichtung zum Bruch der Oberfläche?
・Drittens, wo liegen Wirkung und Grenzen der Rillung (creasing) als nachträgliche Maßnahme in der Weiterverarbeitung? Der Beitrag führt verstreute Literatur aus Materialwissenschaft, Holzmesstechnik und Kartonverarbeitung zu einem Erklärungsrahmen für die Druckpraxis zusammen und leitet daraus handhabbare Schlussfolgerungen für die Branche in Taiwan ab
Für die Design- und Druckbranche in Taiwan ist dieses Thema wichtig, weil die lokale Struktur stark von kleinen und mittleren Druckereien sowie freiberuflichen Designern geprägt ist. Dadurch bleibt Laufrichtungsmanagement oft im Erfahrungswissen einzelner Meister hängen, statt als spezifizierbarer und prüfbarer Parameter behandelt zu werden. Wenn Aufträge zunehmend in Richtung Hardcover-Notizbücher, Markenverpackungen, Visitenkarten mit hoher Grammatur und andere Produkte mit vielen Falzlinien gehen, sind die Kosten einer falsch eingeschätzten Laufrichtung oft deutlich höher als der frühzeitige Kommunikationsaufwand bei der Papierspezifikation. Dieser Beitrag vertritt die Position: Laufrichtung ist kein Glücksthema, sondern ein steuerbarer Gegenstand. Genau dort liegt ein wichtiger Hebel für bessere Weiterverarbeitungsqualität vor Ort
Wissenscluster von Faserausrichtung bis Falzmechanik
Die vorhandene Diskussion lässt sich nach ihrem Schwerpunkt in drei Gruppen einteilen. Sie ergänzen einander bei der Frage, wie Laufrichtung definiert und gemessen wird, lassen aber eine Lücke bei der Frage, wie Laufrichtung das Versagen beim Falzen beeinflusst
Die erste Literaturgruppe befasst sich mit Messung und Definition der Faserrichtung (grain direction). Schon die Holzforschung versuchte in der Studie „Through-Bark Measurement of Grain Direction“
・10.1093/forestscience/
・15
・1
・92), die innere Faserrichtung abzuleiten, ohne die Rinde zu zerstören. Das zeigt: Faserrichtung wird als physikalische Größe seit Langem als messbare und vorhersagbare Materialeigenschaft verstanden [3]. Der Wert dieses Blickwinkels liegt darin, dass er „Maserung“ oder „Faserbild“ aus einer vagen visuellen Wahrnehmung in einen gerichteten, wiederholbar messbaren technischen Parameter überführt. Die Laufrichtung von Papier entsteht zwar durch die Blattbildung in der Papiermaschine und nicht durch Baumwachstum, sie übernimmt aber dieselbe Grundannahme: Fasern haben eine dominierende Ausrichtung
Die zweite Literaturgruppe konzentriert sich auf die prozesstechnische Definition und Semantik der Rillung (creasing). Das Oxford English Dictionary verzeichnet getrennt die nominale Bedeutung von „creasing“
・10.1093/oed/
・7741172096) und die adjektivische Bedeutung von „creasing“
・10.1093/oed/
・9034901663). Diese Einträge zeigen die semantische Entwicklung von Falte und Rille und spiegeln wider, dass die Handlung, in einem Material vorab eine kontrollierte Falzlinie anzulegen, sprachlich längst stabil verankert ist [2][4]. Die Analyse dieses Beitrags lautet: Dass Rillen ein eigenständiger Fachbegriff werden konnte, deutet bereits darauf hin, dass es nicht bloß um „Falten“ geht, sondern um einen Arbeitsschritt, der den Bruchpfad des Materials gezielt lenkt
Die dritte Literaturgruppe behandelt Rillvorgänge aus mechanischer und physikalischer Sicht. „Creasing properties of carton board“
・10.3403/bs
・6965) ordnet die Rilleigenschaften von Karton in einen standardisierten Rahmen ein. Falzfestigkeit, Rückstellverhalten und Versagen sind demnach nicht zufällig, sondern normierbare und prüfbare technische Kenngrößen [1]. Auch die physikalische Themenklassifikation führt „Creasing“
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) als eigenständiges mechanisches Phänomen. Das bedeutet: Oberflächenknittern und Falzbildung besitzen in der Materialmechanik allgemeine Mechanismen, die untersucht werden können [5]
Aus den drei Literaturgruppen ergibt sich eine strukturelle Lücke: Messliteratur zeigt, dass Faserrichtung definierbar ist. Prozess- und Mechanikliteratur zeigt, dass Rillung normierbar ist. Nur wenige Arbeiten verbinden aber die Kausalkette von „Papierlaufrichtung“ zu „reißt der Falz oder nicht“ vollständig im Kontext der Druckpraxis. Genau hier setzt dieser Beitrag an: Er schließt die Erklärungslücke zwischen Materialeigenschaft und Produktionsmangel
Physikalischer Kern und Einteilung der Laufrichtung
Dieser Abschnitt definiert zunächst die physikalische Natur der Papierlaufrichtung als Grundlage für die spätere Falzanalyse
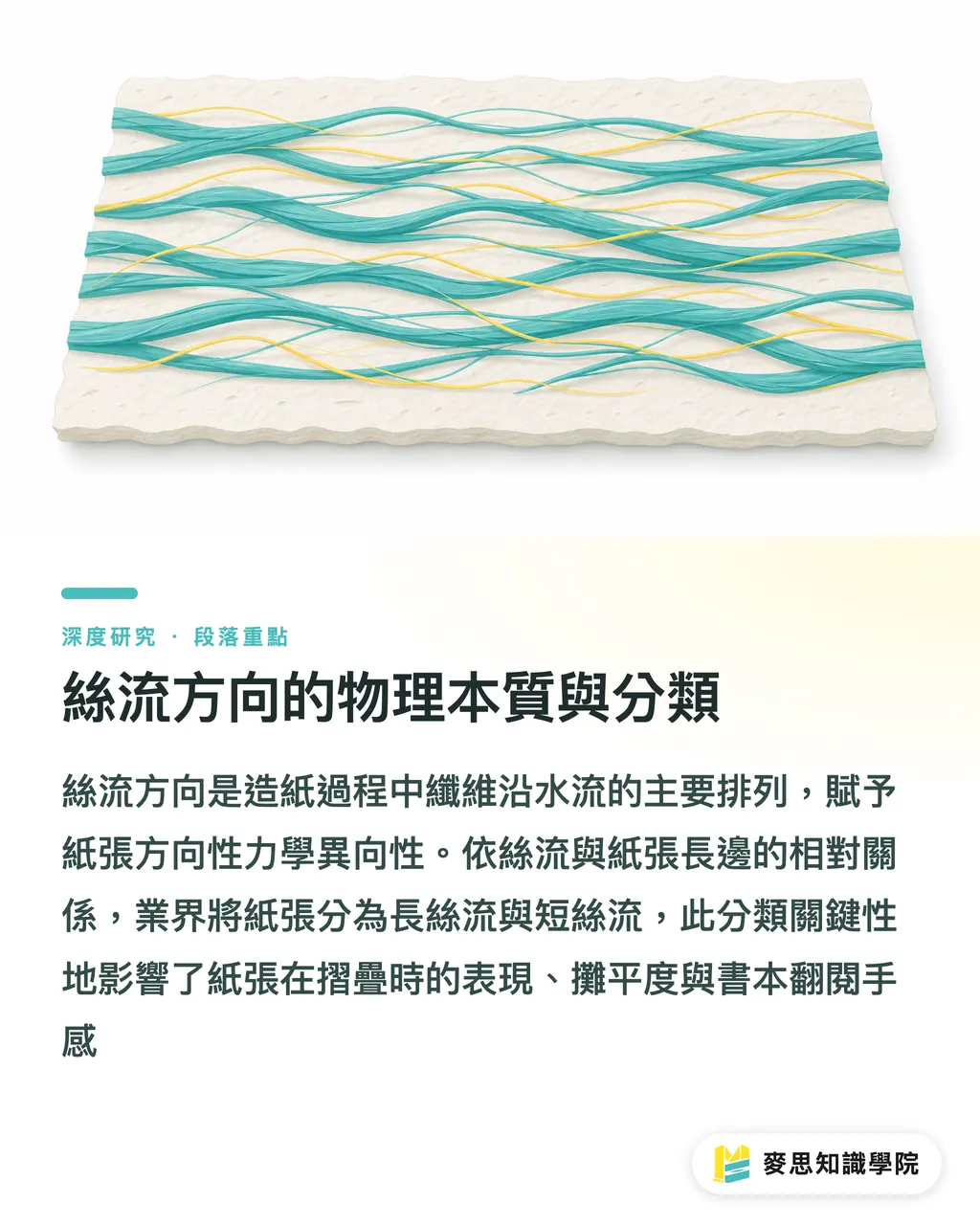
Papierlaufrichtung bezeichnet die Richtung, in der sich Fasern während der Papierherstellung auf dem Sieb hauptsächlich ausrichten. Da der Faserbrei bei der Blattbildung in Laufrichtung der Maschine fließt und gestreckt wird, richten sich die Fasern bevorzugt in Maschinenrichtung (machine direction) aus. So entsteht eine erkennbare Vorzugsorientierung. Ausgehend von der Annahme, dass Faserrichtung eine messbare physikalische Größe ist [3], besitzt Papier dadurch richtungsabhängige mechanische Anisotropie: In Faserrichtung ist die Zugfestigkeit höher und die Dehnung geringer, quer zur Faserrichtung ist es umgekehrt
Nach dem Verhältnis zwischen Laufrichtung und langer Papierkante unterscheidet die Branche zwischen Breitbahn beziehungsweise Schmalbahn, oft auch long grain und short grain genannt. Long grain bedeutet, dass die Faserrichtung parallel zur langen Kante liegt. Short grain bedeutet, dass die Faserrichtung parallel zur kurzen Kante liegt. Die praktische Bedeutung dieser Einteilung: Sie entscheidet bei einem bestimmten Zuschnitt darüber, ob eine Falzlinie mit der Laufrichtung oder gegen sie verläuft. Die Analyse dieses Beitrags ist klar: Long grain und short grain sind nicht an sich besser oder schlechter. Entscheidend ist, ob die Falzrichtung des fertigen Produkts zur Laufrichtung passt
Die Anisotropie der Laufrichtung beeinflusst nicht nur das Falzen. Papier lässt sich in Laufrichtung leichter plan aufschlagen, gegen die Laufrichtung erzeugt der quer gebogene Faserverbund mehr Rückstellkraft und Wellenbildung. Das wirkt sich direkt auf das Aufschlagverhalten und die Blätterbarkeit von Büchern aus: Verläuft die Laufrichtung der Seiten parallel zum Buchrücken, ist der Blätterwiderstand geringer und das Buch liegt flacher. Umgekehrt wölben sich Seiten leichter auf und das Umblättern wirkt steifer. Laufrichtung ist deshalb nicht nur Ursache für Falzbruch, sondern auch eine versteckte Variable der Bindungsqualität
Versagensmechanismus beim Falzen gegen die Laufrichtung: Oberflächenbruch und Farbaufbruch
Dieser Abschnitt analysiert den Kernmechanismus des Falzbruchs: Warum führt Falzen gegen die Laufrichtung zu gebrochenen Oberflächenfasern und sichtbarem Weißbruch?
Falzen ist im Kern eine Biegeverformung. Das Material auf der Außenseite der Falzlinie wird gedehnt, das Material auf der Innenseite wird gestaucht. Verläuft die Falzlinie parallel zur Laufrichtung, also mit der Laufrichtung, trennt sich der Falz entlang schwächerer Zonen zwischen den Fasern. Die Fasern können sich eher auseinanderlegen, statt quer abgerissen zu werden. Die Oberfläche bleibt dadurch eher intakt. Verläuft die Falzlinie dagegen rechtwinklig zur Laufrichtung, also gegen die Laufrichtung, zwingt der Falz viele Fasern auf der Außenseite gleichzeitig in einen Querzug. Die gestrichene Oberfläche und die Druckfarbschicht verlieren die Stütze des Substrats und brechen entlang des Falzes auf. Sichtbare weiße Risse und Farbaufbruch entstehen. In Anschluss an die Sichtweise, dass Rillung ein normierbares Versagensverhalten ist [1], versteht dieser Beitrag das als Frage, ob der Bruchpfad mit der Schwächeebene des Materials ausgerichtet ist
Je dicker das Papier und je höher die Grammatur, desto ausgeprägter wird dieser Mechanismus. Bei schwerem Karton und Pappe ist der Abstand zwischen äußerer Oberfläche und neutraler Faser beim Falzen größer. Das bedeutet: Bei gleichem Falzwinkel muss die Oberfläche eine höhere Zugdehnung aufnehmen. Überschreitet diese Dehnung die Dehngrenze der gestrichenen Schicht und der Oberflächenfasern, kommt es zum Bruch. Das erklärt, warum dünnes Papier beim Falzen gegen die Laufrichtung oft nur leichte Knitter zeigt, während schwerer Karton direkt mit Weißbruch und aufgebrochener Farbe reagiert. Die physikalische Literatur behandelt Knitter- und Falzbildung als eigenständige mechanische Phänomene [5]. Das passt genau zu der hier beschriebenen Oberflächenzerstörung durch Dehnungskonzentration
Gestrichenes Papier ist riskanter als ungestrichenes Papier. Die Streichschicht ist eine mineralische Beschichtung auf der Faseroberfläche und nur begrenzt dehnfähig. Ihre Bruchdehnung liegt unter der der Fasern selbst. Unter denselben Falzbedingungen entstehen auf gestrichenen Oberflächen deshalb früher Risse. Genau deshalb zeigen schwere Bilderdruckpapiere und Bilderdruckkartons an der Falzlinie besonders leicht Weißbruch, während weichere ungestrichene Feinpapiere toleranter reagieren. Die Analyse dieses Beitrags lautet: Die Schwere eines Falzbruchs ist das Produkt aus drei Variablen, Laufrichtung, Papierdicke und Oberflächenstrich. Sie ist nicht die Folge einer einzigen Ursache
Rillung als Abhilfe: Mechanismus, Wirkung und Grenzen
Dieser Abschnitt bewertet die Rillung als Korrekturmaßnahme für Falzungen gegen die Laufrichtung, einschließlich Wirkmechanismus und Grenzen
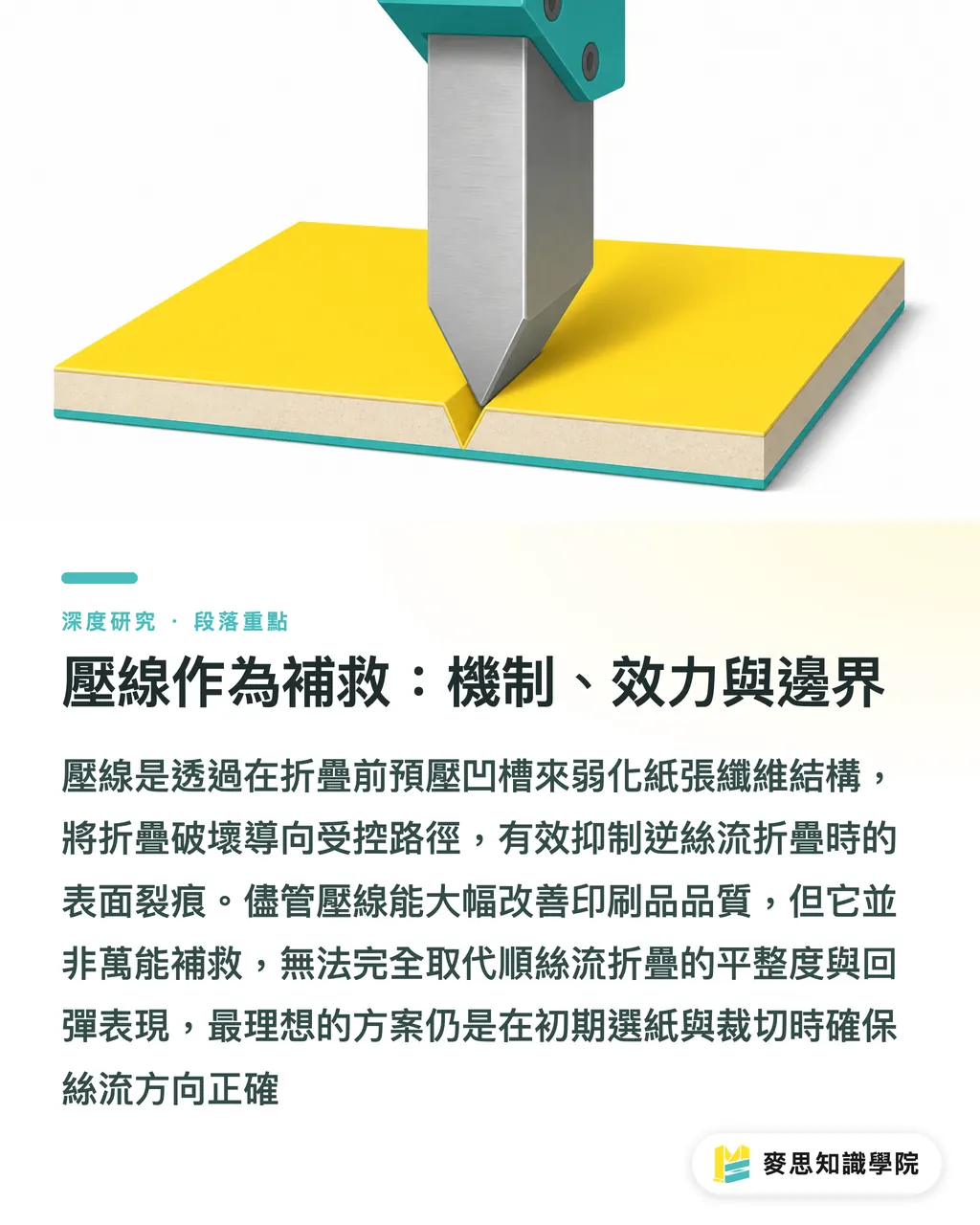
Beim Rillen wird vor dem Falzen mit Rilllinie, Stahlrillwerkzeug oder Matrize an der Falzposition eine Nut eingedrückt. Die semantischen Einträge des Oxford English Dictionary zu creasing zeigen, dass diese Handlung, eine kontrollierte Falzlinie vorzubereiten, lange schon stabil bezeichnet wird [2][4]. Mechanisch beruht sie darauf, dass die Faserstruktur des Kartons an der Falzlinie vorverdichtet und die Dicke lokal umverteilt wird. Beim späteren Falzen konzentriert sich die Biegung dann in dieser bereits geschwächten Rille, statt die Oberfläche unvorbereitet in Querrichtung zu zerreißen. Anders gesagt: Rillung beseitigt den Bruch nicht. Sie lenkt ihn nach innen und auf einen kontrollierten Pfad
Die Wirkung der Rillung ist bereits in standardisierte technische Rahmen aufgenommen worden. Dass Rilleigenschaften von Karton normiert werden, zeigt, dass Falzfestigkeit und Versagensverhalten geprüft und eingestellt werden können [1]. Daraus leitet dieser Beitrag ab: Rilltiefe, Rilllinienbreite und die Nut der Gegenmatrize müssen auf Papierdicke und Laufrichtung abgestimmt werden. Falzlinien gegen die Laufrichtung brauchen meist tiefere und breitere Rilleinstellungen, um den Nachteil auszugleichen, dass sich Querfasern schlechter natürlich trennen. Stimmen die Parameter, lässt sich Oberflächenbruch an Falzen gegen die Laufrichtung deutlich verringern. Eine ursprünglich nicht akzeptable Falzkante kann so wieder lieferfähige Qualität erreichen
Rillung ist jedoch kein Allheilmittel. Ihre Grenzen müssen offen benannt werden:
・Erstens kann Rillung die Planlage und das Rückstellverhalten einer Falzung mit der Laufrichtung nicht vollständig wiederherstellen. Eine gegen die Laufrichtung gerillte Falzlinie kann auch nach dem Rillen stärker zurückfedern und nach dem Falzen leicht aufspringen
・Zweitens kann eine zu tiefe Rillung selbst die Oberfläche beschädigen. Aus „Farbaufbruch nach dem Falzen“ wird dann „Bruch schon beim Rillen“
・Drittens erhöht Rillung den Aufwand in Werkzeugvorbereitung und Weiterverarbeitung. Bei kurzen Auflagen und Produkten mit niedrigem Stückpreis rechnet sich das nicht immer. Die Analyse dieses Beitrags lautet: Rillung sollte als nachträgliche Kompensation für eine ungünstige Laufrichtungszuordnung verstanden werden, nicht als Ersatz für die frühzeitige Spezifikation der Laufrichtung. Am wirtschaftlichsten bleibt es, Papierauswahl und Zuschnitt so zu planen, dass die Falzlinie mit der Laufrichtung verläuft
Die Laufrichtung zu erkennen, ist die Voraussetzung für diese Entscheidungen. In der Praxis werden drei zerstörungsfreie oder halb zerstörende Tests genutzt: Beim Reißtest verläuft der Riss in Laufrichtung gerader, gegen die Laufrichtung unregelmäßiger und gezackter. Beim Biegetest wird das Papier in beide Richtungen gebogen, die Richtung mit geringerem Widerstand und ruhigerem Bogen ist die Laufrichtung. Beim Feuchtigkeitstest wird eine Seite angefeuchtet, danach rollt sich das Papier quer zur Laufrichtung ein, weil die Fasern in Querrichtung stärker quellen. In der Tradition, Faserrichtung aus Messungen abzuleiten [3], schließen all diese Tests über richtungsabhängige mechanische oder hygroskopische Reaktionen auf die innere Faserausrichtung zurück
Bedeutung für die Design- und Druckbranche in Taiwan
Dieser Abschnitt überträgt die beschriebenen Mechanismen in praktische Konsequenzen für drei Rollen in der taiwanischen Branche und betrachtet Prozess-, Kosten- und Terminwirkungen getrennt
Für kleine und mittlere Druckereien liegt der Kern des Laufrichtungsmanagements darin, stilles Erfahrungswissen in prüfbare Abläufe zu überführen. Konkrete Maßnahmen sind: beim Wareneingang die Laufrichtung jeder Papierpartie kennzeichnen, beim Ausschießen und Schneiden die wichtigsten Falzlinien des Endprodukts bevorzugt mit der Laufrichtung planen, und für zwingende Falzungen gegen die Laufrichtung standardmäßig einen Rillvorgang samt Parametertabelle nach Grammatur anlegen. Die Kosten bestehen vor allem in zusätzlicher Abstimmung und mehr Zeit in der Druckvorstufe. Verglichen mit Nachdruck und Materialverlust nach einer ganzen Charge mit aufgebrochenen Falzen ist die Rendite jedoch eindeutig. Die Analyse dieses Beitrags lautet: Laufrichtung und Rillparameter zu dokumentieren hilft außerdem, die Abhängigkeit vom Erfahrungswissen einer einzelnen Fachkraft zu senken
Für Designer bedeutet das: Laufrichtung gehört in die frühe Druckdatenvorbereitung, nicht erst in die passive Abnahme nach dem Druck. Wer Faltprospekte, Hardcover-Umschläge oder Stanzkonturen für Verpackungen plant, sollte Falzpositionen und Falzrichtungen aktiv kennzeichnen und bei der Bestellung mit der Druckerei prüfen, ob die Falzlinien mit der Laufrichtung laufen. Ist die Falzrichtung des Produkts fix, sollte bei Papierwahl und Bogenformat die passende Long-grain- oder Short-grain-Ausführung verlangt werden. Ausgehend von der begrenzten Dehnbarkeit gestrichener Schichten [1][5] müssen Designer bei Falzlinien auf gestrichenen Papieren mit hoher Grammatur besonders vorsichtig sein. Wenn nötig, sollten sie aktiv eine Rillung verlangen oder auf ein toleranteres ungestrichenes Material wechseln
Für Markeninhaber zeigt sich der Preis einer falsch eingeschätzten Laufrichtung meist in Lieferterminen und Konsistenz. Farbaufbruch am Falz beeinträchtigt nicht nur die Anmutung des Einzelstücks, sondern führt in großen Auflagen zu schwankender Ausbeute und Verzögerungen. Wer Verpackungs- oder Publikationsspezifikationen erstellt, sollte Laufrichtung und Rillanforderungen in das Lastenheft beziehungsweise die Vergabespezifikation schreiben, als prüfbare Qualitätsklausel und nicht als mündliche Absprache. Dieser Beitrag vertritt die Position: Laufrichtung vom „internen technischen Detail der Druckerei“ zu einem Bestandteil der Einkaufsspezifikation zu machen, ist ein wirksamer Hebel für Konsistenz über mehrere Chargen hinweg
Insgesamt lautet die gemeinsame Lehre für alle drei Rollen: Laufrichtung ist eine Variable, die feststehen muss, bevor die Falzlinien endgültig entschieden sind. Sobald Endformat und Falzrichtung fixiert sind, ist die Laufrichtung faktisch mitentschieden. Danach bleibt nur noch lokale Schadensbegrenzung durch Rillung. Den Entscheidungspunkt nach vorn in Papierauswahl und Zuschnitt zu verlagern, ist der günstigste Eingriff in die Qualität
Fazit
Dieser Beitrag beantwortet die drei in der Einleitung gestellten Forschungsfragen wie folgt:
・Erstens entscheidet die Laufrichtung über Falzbruch, weil die mechanische Anisotropie des Papiers dafür sorgt, dass das Verhältnis zwischen Falzrichtung und Faserausrichtung den Bruchpfad bestimmt, also ob er mit der Schwächeebene des Materials zusammenfällt [3][5]
・Zweitens entsteht Oberflächenbruch beim Falzen gegen die Laufrichtung dadurch, dass auf der Außenseite der Falzlinie viele Fasern gleichzeitig quer gerissen werden, die Streichschicht ihre Stütze verliert und aufbricht. Dieser Effekt nimmt mit Papierdicke und Strichauftrag zu [1]
・Drittens wirkt Rillung als Abhilfe, indem sie den Bruch in eine vorgepresste, kontrollierte Nut lenkt. Die Wirkung ist beträchtlich, stellt das Verhalten einer Falzung mit der Laufrichtung aber nicht vollständig wieder her und hat zwei Grenzen: Oberflächenbruch durch zu starkes Rillen und zusätzliche Kosten [1][2][4]
Die Grenzen dieser Studie müssen benannt werden. Erstens stützt sich die zitierte Literatur vor allem auf Definitionen, Messansätze und Standardisierungsrahmen. Quantitative Versuchsdaten zu konkreten Papiersorten, bestimmten Falzwinkeln und Schwellenwerten für Falzbruch fehlen. Die Aussagen zu Dicke und Strich beruhen daher überwiegend auf mechanistischen Ableitungen, nicht auf direkten Messreihen. Zweitens sind Reiß-, Biege- und Feuchtigkeitstest zur Bestimmung der Laufrichtung erfahrungsbasierte Methoden. Ihre Auswertung hängt weiterhin von der Erfahrung der ausführenden Person ab, quantitative Standards müssen erst noch aufgebaut werden. Drittens behandelt der Beitrag nicht die Wechselwirkungen von Umgebungsfeuchte, Faserart und Recyclinganteil auf das Falzverhalten. Gerade bei Recyclingpapieren und Sondermaterialien können diese Variablen komplexer ausfallen
Für weitere Forschung empfiehlt sich, für in Taiwan häufig genutzte Bilderdruckkartons, Feinpapiere und Recyclingpapiere Vergleichsdaten zu „Grammatur, Laufrichtung, Rillparameter und Falzbruchgrad nach dem Falzen“ aufzubauen. So ließe sich der hier entwickelte Mechanismus in direkt nachschlagbare Produktionsparameter überführen. Erst dann wird Laufrichtungsmanagement wirklich vom Fingerspitzengefühl erfahrener Fachkräfte zu einer auffindbaren und prüfbaren technischen Spezifikation
Kernaussagen
・Die Grundursache für Farbaufbruch am Falz liegt nicht in der Druckfarbe oder einer diffusen Papierqualität, sondern in der fehlenden Übereinstimmung zwischen Falzrichtung und Papierlaufrichtung (grain direction)
・Falzen gegen die Laufrichtung zwingt Fasern auf der Außenseite der Falzlinie dazu, gleichzeitig quer zu reißen. Die Streichschicht verliert ihre Stütze und zeigt Weißbruch. Je dicker und stärker gestrichen das Papier ist, desto stärker der Effekt
・Rillung (creasing) kann den Bruch in eine kontrollierte Nut lenken und Risse deutlich verringern. Sie stellt die Planlage einer Falzung mit der Laufrichtung aber nicht vollständig wieder her und hat Grenzen durch mögliche Oberflächenbeschädigung und Kosten
・Reiß-, Biege- und Feuchtigkeitstest können die Laufrichtung halbquantitativ zurückschließen lassen und dienen als Vorprüfung für Papierwahl und Ausschießen
・Am wirtschaftlichsten ist es, Papierauswahl und Zuschnitt so zu planen, dass die Falzlinie mit der Laufrichtung verläuft, statt den Fehler nachträglich über Rillung zu kompensieren
Weiterführende Überlegungen
Für die Druckproduktion besteht der nächste Schritt beim Laufrichtungsmanagement darin, das Fingerspitzengefühl erfahrener Meister in eine nachschlagbare Datenbank für Rillparameter zu überführen, mit Rilltiefe und Rillbreite passend zu Grammatur und Laufrichtung. Das senkt die Abhängigkeit von einzelnen Personen. Für die Designseite sollten Falzrichtungen bereits in der Datenvorbereitung markiert und daraus die passende Long-grain- oder Short-grain-Spezifikation des Papiers abgeleitet werden. Laufrichtung wird so zu einer Designentscheidung, nicht zu einer Wette nach der Druckfreigabe. Für die Einführung von AI und SaaS liegt der stärkste Ansatzpunkt im Aufbau strukturierter Datensätze zu Papiersorte, Grammatur, Laufrichtung, Falzwinkel und Falzbruchgrad. Dann könnten Layoutprogramme vor dem finalen Ausschießen automatisch vor Falzlinien gegen die Laufrichtung warnen und passende Rilleinstellungen vorschlagen. Die offene Frage bleibt: Für Laufrichtungserkennung und Bruchschwellen fehlen derzeit öffentlich verfügbare quantitative Referenzen. Das ist Forschungslücke und Schlüsselvoraussetzung für brauchbare Branchentools zugleich
FAQ
- Warum reißt dicker Karton beim Falzen und zeigt weiße Bruchstellen?
- Weil die Falzrichtung rechtwinklig zur Papierlaufrichtung (grain direction) liegt. Beim Falzen werden die Fasern auf der Außenseite der Falzlinie gleichzeitig quer gerissen, die gestrichene Oberfläche verliert ihre Stütze und bricht auf, sodass der weiße Papierkern sichtbar wird. Je dicker das Papier und je stärker die Oberfläche gestrichen ist, desto deutlicher wird dieser Effekt
- Was bedeuten Long grain und Short grain?
- Long grain bedeutet, dass die Faserrichtung parallel zur langen Papierkante verläuft. Short grain bedeutet, dass sie parallel zur kurzen Kante verläuft. Keines von beiden ist grundsätzlich besser. Entscheidend ist, ob die wichtigsten Falzlinien des Endprodukts mit der Laufrichtung übereinstimmen
- Kann Rillung Falzbruch vollständig verhindern?
- Nicht vollständig, aber sie kann ihn deutlich verringern. Rillung presst an der Falzlinie vorab eine kontrollierte Nut ein und lenkt den Falz in einen geschwächten Pfad. Eine gegen die Laufrichtung verlaufende Falzlinie kann nach dem Rillen aber weiterhin zurückfedern und leicht aufspringen. Wird zu tief gerillt, kann die Oberfläche sogar schon beim Rillen beschädigt werden
- Wie kann ich die Laufrichtung von Papier selbst erkennen?
- Es gibt drei einfache Tests: Beim Reißen verläuft der Riss in Laufrichtung gerader, gegen die Laufrichtung unregelmäßiger. Beim Biegen ist die Richtung mit geringerem Widerstand und gleichmäßigerem Bogen die Laufrichtung. Wird eine Papierseite angefeuchtet, rollt sich das Papier quer zur Laufrichtung ein
- Sollte ich die Laufrichtung bei einer Druckbestellung ausdrücklich angeben?
- Ja. Wenn ein Produkt feste Falzrichtungen hat, sollte bei Papierauswahl und Bogenformat die passende Long-grain- oder Short-grain-Richtung verlangt werden. Laufrichtung und Rillanforderungen gehören in die Vergabespezifikation. Das ist die günstigste Methode, um Falzbruch zu vermeiden
Quellen
Verwandte Artikel




Der wöchentliche Druck-×-KI-Newsletter
Praxiswissen zu Druck und KI, das Designer, Marken und Unternehmen vor dem ersten Schritt gebrauchen können – jede Woche kompakt in einer E-Mail in Ihrem Postfach
MINDS Gratis-Tools
Spine width and imposition calculators — skip the manual math, free in your browser.
MINDS Gruppe
Benötigen Sie konkrete Druck- oder Geschenkdienstleistungen?
Vom Wissen zur Umsetzung — das übernehmen die Schwestermarken der MINDS Gruppe: von hochwertigem Druck über Online-Bestellungen bis zu Festtagsgeschenken