為什麼螢幕上完美的設計,壓出來卻毫無立體感
很多設計師習慣在螢幕上預覽立體效果,卻忽略了物理條件的限制
打凸(Emboss)與打凹(Deboss)的本質不是印刷,而是物理擠壓
產線上的做法是開一套公模與母模,一上一下把紙張夾壓出立體紋理
因為需要金屬模具硬碰硬去擠壓紙張纖維,這就注定了它有極限
以我十多年的印務實戰經驗來看,最常被退件的檔案就是線條太細或太密
當你的筆畫細於 0.3mm 或間距過窄時,紙張根本沒有足夠的空間被撐起來,壓出來只是一坨糊在一起的皺褶
如果要做到觸感分明且光影層次強烈,字標、Logo 或是大面積的圖形紋理才是最適合的發揮舞台
什麼樣的紙材與加工組合才能讓打凹打凸不破版
這張紙能不能打凸是客戶最愛問的問題之一
要記住一個大原則:厚卡紙永遠是立體壓紋的最佳拍檔
紙張太薄(例如低於 150g)一壓就容易破版,太厚或太硬的紙(例如灰紙板)則壓不出明顯的高低差
一般來說 250g 到 350g 左右的非塗佈美術紙效果最好,不僅能承受壓力,還能保留獨特的手感
而在工藝搭配上,素壓(無色壓紋)能呈現低調內斂的高級感,這非常考驗紙張本身的質地
如果你想要更搶眼的效果,立體燙金(燙金加打凸)絕對是首選
這不是分兩次做,而是透過特殊雕刻的燙金打凸版一次成型,讓金箔完美貼合在凸起的頂部,這也是很多高階品牌指定要做的質感升級手法
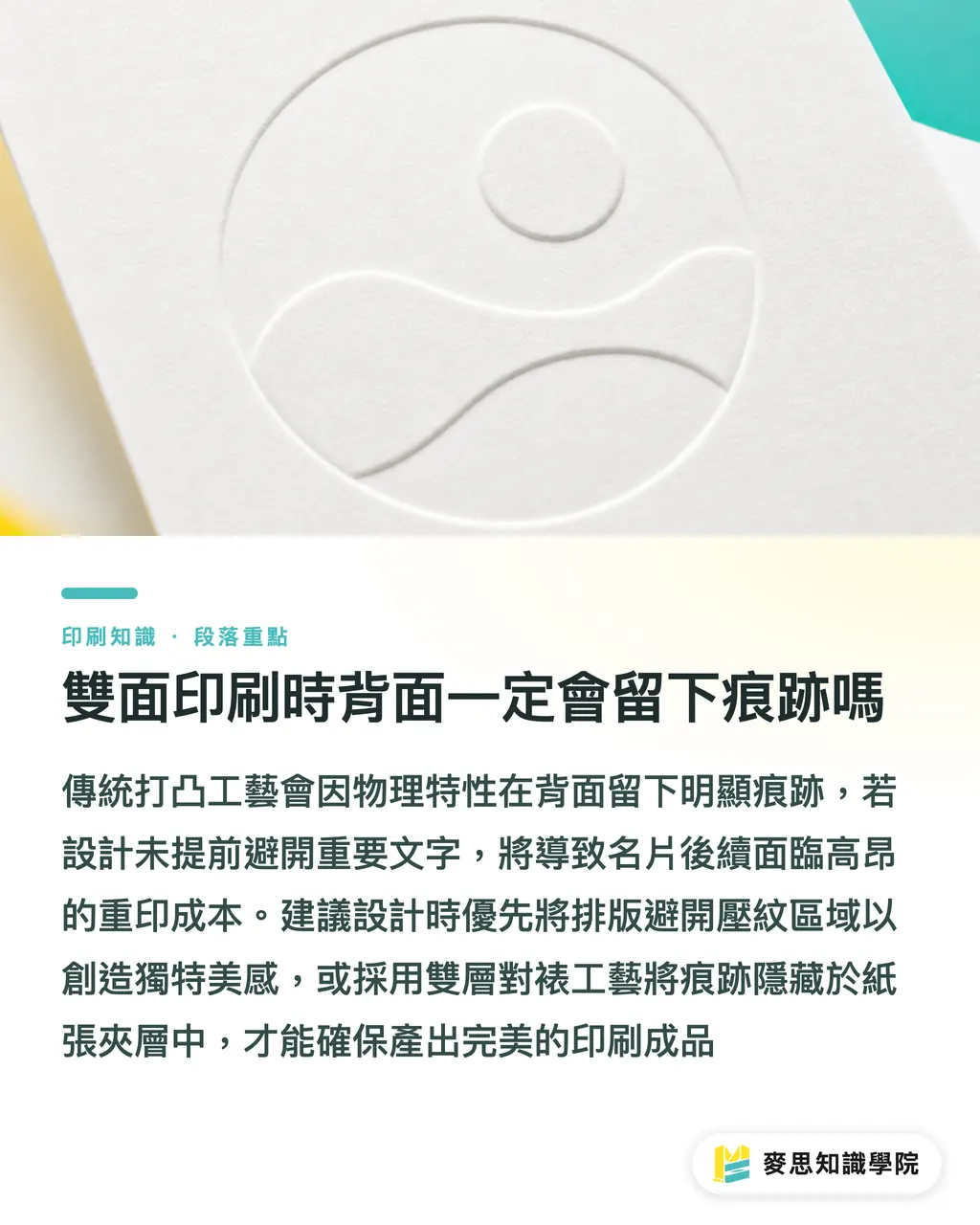
雙面印刷時背面一定會留下痕跡嗎
這是一個產線上天天都在發生的溝通盲區
只要是傳統的打凸打凹,正面凸起、背面就一定會凹陷(反之亦然)
如果你設計了雙面印有重要資訊的名片,千萬不要把打凸的位置壓在背面的文字上
我通常會跟 MINDS 的客戶建議兩種解法
・將背面的排版避開壓紋區域,讓那個凹陷變成背面的一種留白美感
・如果預算允許且紙張夠薄,可以考慮做雙層對裱,先把一面打凸後再與另一張紙貼合,把痕跡藏在夾層裡
模具費雖然是一次性的成本,但前期如果沒有把這些物理限制考慮進去,後續重印的代價絕對遠超過那塊金屬版
重點整理
・打凸打凹的原理是公母模上下夾壓,太細或太密集的線條絕對壓不出立體感
・250g 到 350g 的厚卡紙是最佳拍檔,能承受壓力又能展現漂亮的高低光影
・傳統壓紋必定會在背面留下反向痕跡,排版時務必避開背面重要圖文
・追求極致吸睛效果時,一次成型的立體燙金版能讓金箔與凸紋完美結合
延伸思考
從印刷製造跨足 SaaS 或 AI 應用的團隊,必須理解物理限制無法單靠軟體模擬來解決
螢幕上的 3D 渲染再精緻,到了產線依然得面對紙張纖維、濕度與模具壓力的考驗
未來的印前輔助工具,與其一味強化視覺預覽,不如導入防呆機制,自動偵測線條粗細或背印衝突,這才是真正能幫中小企業省下重印成本的落地價值
FAQ / 常見問題
- 打凸跟打凹的模具費是分開算的嗎
- 通常是一起計價,因為這工藝需要同時製作公模與母模來夾壓紙張,雖然模具費是一次性支出,但每次上機都還會有基本的壓工費用
- 為什麼我的線條明明有 1mm,打凸出來還是不明顯
- 可能跟紙張特性有關,如果使用了太硬的紙板或太薄的塗佈紙,紙張纖維無法被有效延展,建議改用 300g 左右的長纖維美術紙來測試
- 有辦法做到打凸但背面平整無痕嗎
- 傳統打凸無法避免背面留痕,唯一的物理性解法是將兩張紙分別加工後再對裱貼合,把痕跡隱藏在中間,但這會大幅增加加工成本與工時