Вступ: Тріщини при згинанні як недооцінена дослідницька проблема
Тріщини та дефекти на згинах є одними з найпоширеніших, проте найменш систематично обговорюваних дефектів якості в індустрії дизайну та друку. Коли щільний картон або крейдований папір згинаються вздовж лінії згину, на поверхні з'являються мікротріщини, а основа паперу стає помітною, що в галузі часто називають «тріщинами фарбового шару». Це явище на перший погляд виглядає як проблема якості фарби або паперу, але насправді воно зумовлене більш фундаментальним матеріальним фактором: напрямком волокон (grain direction), тобто головним напрямком розташування волокон під час процесу виготовлення паперу
Основні питання, на які відповідає ця стаття:
・По-перше, чому напрямок волокон визначає, чи буде папір тріскатися при згинанні
・По-друге, яким є фізичний механізм руйнування поверхневого шару при згинанні впоперек волокон
・По-третє, якими є ефективність та межі біговки (creasing) як засобу корекції. Внесок цієї статті полягає в об'єднанні розрізненої літератури з матеріалознавства, вимірювання деревини та обробки картону в пояснювальну базу для друкарської практики, з подальшим виведенням практичних рекомендацій для індустрії
Актуальність цієї теми для індустрії дизайну та друку полягає в тому, що через структуру, яка складається переважно з малих і середніх друкарень, управління напрямком волокон тривалий час залишалося знанням, що базується на досвіді майстрів, а не на специфікаціях, які можна вказати та перевірити. Коли замовлення зміщуються в бік блокнотів у твердій палітурці, брендових пакувальних коробок та візитівок високої щільності, витрати на повне списання браку через неправильне визначення напрямку волокон часто значно перевищують витрати на комунікацію під час вибору паперу. Стаття стверджує, що ставлення до напрямку волокон як до об'єкта управління, а не як до питання везіння, є ключовим моментом для підвищення якості післядрукарської обробки
Огляд літератури та поточної ситуації: групування знань від розташування волокон до механіки згину
Наявні дискусії можна розділити на три групи відповідно до фокуса уваги. Вони доповнюють одна одну щодо того, «як визначається та вимірюється напрямок волокон», але залишають прогалини в тому, «як цей напрямок впливає на пошкодження при згинанні»
Перша група літератури зосереджена на вимірюванні та визначенні напрямку волокон (grain direction). У дослідженні [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92) лісова наука ще давно намагалася визначити напрямок внутрішніх волокон без пошкодження кори, показуючи, що напрямок волокон як фізична величина тривалий час розглядається як вимірювана та прогнозована властивість матеріалу [3]. Цінність цього погляду полягає в тому, що він перетворює «текстуру» з розмитого візуального враження на інженерний параметр з напрямком, що піддається повторюваним вимірюванням. Хоча напрямок волокон паперу зумовлений процесом виробництва, а не ростом дерева, він успадковує ту ж фундаментальну передумову: «волокна мають домінуючий напрямок розташування»
Друга група літератури зосереджена на визначенні та семантиці процесу біговки (creasing). Оксфордський словник англійської мови містить еволюцію значень терміна [creasing (іменник)](https://doi.org/:
・10.1093/oed/
・7741172096) та [creasing (прикметник)](https://doi.org/
・10.1093/oed/
・9034901663), що відображає стабільне використання в мові поняття «створення контрольованої лінії згину на матеріалі» [2][4]. Цей аналіз свідчить, що біговка стала окремим технологічним терміном, оскільки це не просто «згин», а процес, що свідомо направляє шлях руйнування матеріалу
Третя група літератури розглядає біговку з механічної та фізичної точок зору. У роботі [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) властивості біговки картону включені в систему стандартизації, що демонструє, що міцність на згин, пружність та пошкодження не є випадковими, а є інженерними показниками, які можна нормувати та тестувати [1]. Фізична класифікація також визначає [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) як окремий механічний феномен, що означає, що формування поверхневих зморшок і згинів має універсальний механізм, який можна досліджувати в рамках матеріалознавства [5]
Синтез цих трьох груп літератури виявляє структурну прогалину: література про вимірювання доводить, що напрямок волокон можна визначити, а технологічна та механічна література доводить, що біговку можна нормувати, проте мало досліджень безпосередньо пов'язують «напрямок волокон» з «тріщинами при згинанні» у контексті друкарської практики. Ця стаття ставить за мету заповнити цю прогалину в поясненні переходу від властивостей матеріалу до дефектів на виробничій лінії
Фізична сутність та класифікація напрямку волокон
Цей розділ визначає фізичну сутність напрямку волокон як основу для подальшого аналізу згинів
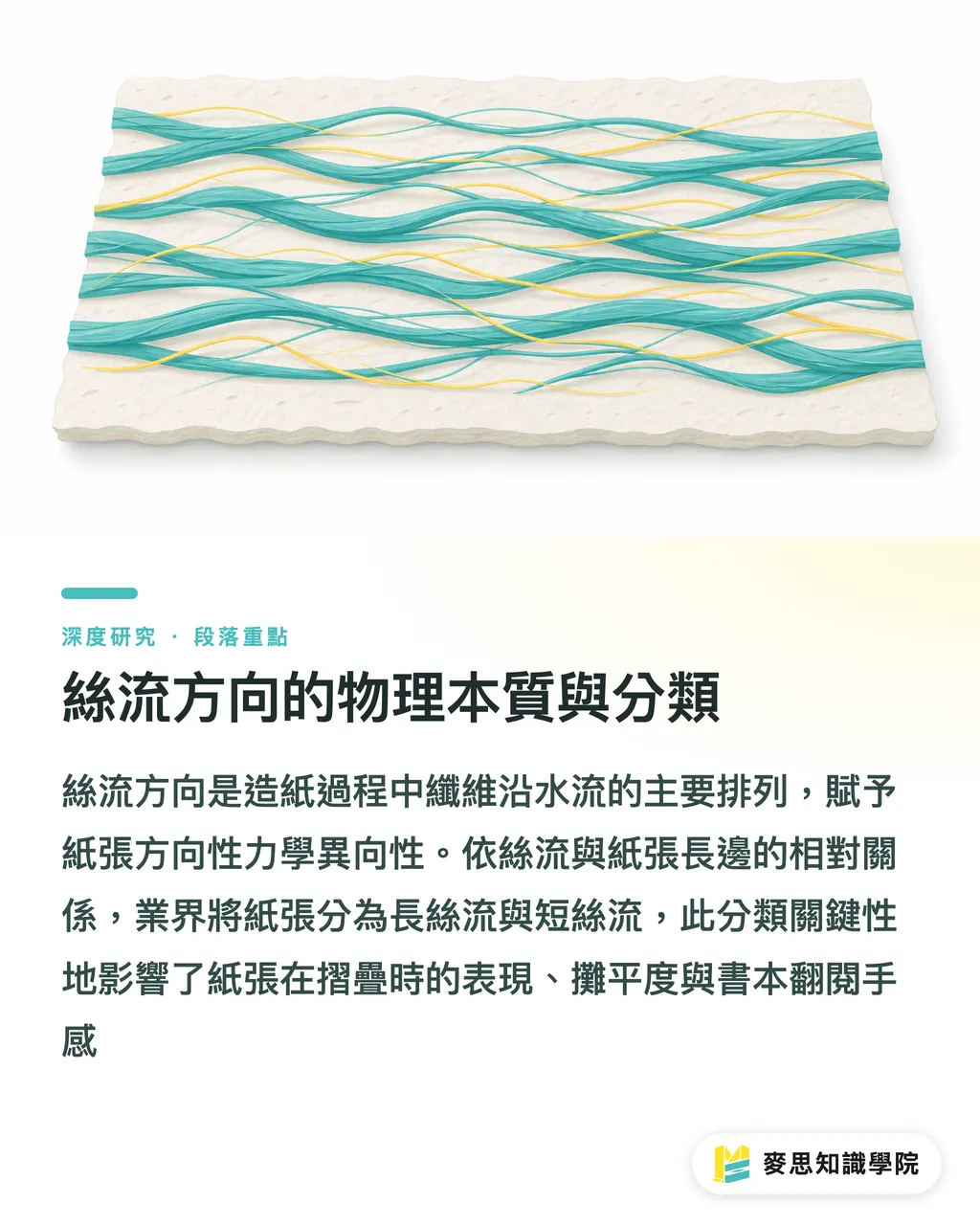
Напрямок волокон означає головний напрямок, у якому волокна розташовуються вздовж потоку води під час процесу виготовлення паперу. Оскільки паперова маса розтягується вздовж напрямку руху машини під час формування, волокна мають тенденцію вирівнюватися в напрямку руху машини (machine direction), утворюючи помітний переважний порядок. Успадковуючи передумову, що напрямок волокон є вимірюваною фізичною величиною [3], папір демонструє залежну від напрямку механічну анізотропію: міцність на розрив вища, а подовження менше вздовж напрямку волокон, і навпаки у перпендикулярному напрямку
Залежно від співвідношення між напрямком волокон та довгою стороною аркуша, галузь ділить папір на довговолоконний (long grain) та коротковолоконний (short grain). Довговолоконний означає, що напрямок волокон паралельний довгій стороні, а коротковолоконний — паралельний короткій стороні. Практичне значення цієї класифікації полягає в тому, що вона визначає, чи буде лінія згину проходити вздовж або впоперек волокон при певному розмірі обрізки. Стаття стверджує, що сам по собі тип волокнистості не є перевагою чи недоліком, головне — щоб напрямок лінії згину готового виробу відповідав напрямку волокон
Анізотропія волокон впливає не тільки на згинання. Папір, згорнутий за напрямком волокон, легше лежить рівно, а папір, згорнутий впоперек, має більшу пружність та хвилястість через те, що волокна змушені вигинатися вбік. Ця характеристика впливає на здатність книги розкриватися та зручність гортання сторінок: коли напрямок волокон сторінок паралельний корінцю, опір гортанню менший і розкриття краще; інакше сторінки легко вигинаються, а гортання стає жорстким. Таким чином, напрямок волокон є не лише причиною тріщин при згинанні, але й потенційним фактором якості палітурки
Механізм руйнування при згинанні впоперек волокон: поверхневе розтріскування та пошкодження фарби
Цей розділ аналізує основний механізм тріщин при згинанні, а саме: чому згинання впоперек волокон призводить до розриву поверхневих волокон і появи білих слідів
Згинання за своєю суттю є деформацією вигину: зовнішній матеріал лінії згину розтягується, а внутрішній стискається. Коли напрямок лінії згину паралельний волокнам (згин вздовж волокон), лінія згину розділяється вздовж слабких місць між волокнами, і волокна можуть розійтися без поперечного розриву, зберігаючи цілісність поверхневого шару. Навпаки, коли лінія згину перпендикулярна волокнам (згин впоперек волокон), згинання змушує велику кількість волокон одночасно розірватися поперечно на зовнішній стороні лінії згину. Покривний шар і шар друкарської фарби втрачають підтримку основи, через що на лінії згину виникають розриви, утворюючи видимі білі тріщини та пошкодження фарби. Успадковуючи погляд на біговку як на регульований процес руйнування [1], стаття розуміє це як проблему «чи збігається шлях руйнування зі слабкими місцями матеріалу»
Чим товстіший папір і вища щільність, тим більш вираженим стає цей механізм. При згинанні щільного картону відстань між зовнішнім поверхневим шаром і нейтральною віссю більша, що означає, що при такому ж куті згину поверхневий шар зазнає більшої деформації розтягування. Коли ця деформація перевищує межу розтягування покривного шару та волокон поверхні, відбувається розрив. Це пояснює, чому тонкий папір при згинанні впоперек волокон часто має лише легкі зморшки, тоді як щільний картон одразу тріскається. Фізична література класифікує формування зморшок і згинів як незалежне механічне явище [5], що відповідає опису руйнування поверхні через концентрацію напружень
Ризик для крейдованого паперу вищий, ніж для некрейдованого. Крейдований шар — це мінеральне покриття, що покриває поверхню волокон і має обмежену еластичність, його межа розриву нижча, ніж у самих волокон. Тому за однакових умов згинання шар крейди тріскається раніше. Саме тому крейдований папір високої щільності найлегше тріскається на згинах, тоді як некрейдований арт-папір з м'якою текстурою є відносно толерантним. Стаття стверджує, що ступінь тяжкості тріщин на згинах насправді є результатом взаємодії трьох факторів: напрямку волокон, товщини паперу та поверхневого покриття, а не лише однієї причини
Біговка як засіб корекції: механізми, ефективність та межі
У цьому розділі оцінюються механізм дії та межі біговки як засобу корекції згинання впоперек волокон
Біговка — це процес попереднього створення канавки в місці лінії згину за допомогою сталевого дроту або матриці перед згинанням. Семантичне значення creasing в Оксфордському словнику відображає, що цей акт «попереднього створення контрольованої лінії згину» давно має стале значення [2][4]. Його механічний принцип полягає в тому, що біговка заздалегідь придавлює волокнисту структуру картону в місці згину та перерозподіляє товщину, так що подальше згинання концентрується в цій вже ослабленій канавці, замість того, щоб змушувати поверхневий шар розриватися поперечно без підготовки. Іншими словами, біговка не усуває руйнування, а перенаправляє його на внутрішній, контрольований шлях
Ефективність біговки включена в стандартизовану інженерну базу. Нормування властивостей біговки картону свідчить, що міцність згину та поведінка при руйнуванні можуть бути протестовані та налаштовані [1]. На основі цього стаття припускає, що глибина біговки, ширина сталевого дроту та підбір канавки матриці повинні коригуватися залежно від товщини паперу та напрямку волокон: для ліній згину впоперек волокон зазвичай потрібні глибші та ширші налаштування біговки, щоб компенсувати складність природного розділення волокон у поперечному напрямку. При правильному підборі параметрів тріщини поверхневого шару при згинанні впоперек волокон можуть бути значно зменшені, повертаючи якість до прийнятного рівня
Проте біговка не є універсальним засобом корекції, її межі повинні бути відверто розкриті:
・По-перше, біговка не може повністю відновити рівність та рівень пружності згину вздовж волокон; лінії згину впоперек волокон навіть після біговки можуть мати вищу пружність, що призводить до легкого розкриття після згинання
・По-друге, занадто глибока біговка сама по собі може розірвати поверхневий шар, перетворюючи «тріщини після згинання» на «тріщини під час біговки»
・По-третє, біговка збільшує кількість етапів виготовлення штампів і післядрукарської обробки, тому для невеликих тиражів та дешевих товарів це не завжди вигідно. Стаття стверджує, що біговку слід розуміти як компенсацію після факту неправильного визначення напрямку волокон, а не як альтернативу початковому вказуванню напрямку волокон; найбільш економічно ефективним підходом все одно залишається вибір паперу та обрізка таким чином, щоб лінія згину збігалася з напрямком волокон
Визначення напрямку волокон є передумовою для вищезазначених рішень. На практиці зазвичай застосовують три типи неруйнівних або напівруйнівних тестів: тест на розрив, розрив вздовж волокон більш прямий, впоперек — кривий і рваний; тест на вигин, згинання паперу в обох напрямках, де опір менший і дуга рівніша — там напрямок волокон; тест на зволоження, при зволоженні з одного боку папір згортається вздовж напрямку волокон через більше розширення поперечних волокон при вбиранні води. Успадковуючи традицію, що напрямок волокон можна виміряти та передбачити [3], ці тести по суті використовують залежну від напрямку механічну реакцію або реакцію на вологу для зворотного виведення внутрішнього розташування волокон
Наслідки для індустрії дизайну та друку на Тайвані
Цей розділ перетворює згадані механізми на практичні наслідки для трьох типів учасників індустрії на Тайвані, обговорюючи їхні процеси, витрати та графіки
Для малих і середніх друкарень ключ до управління напрямком волокон полягає у перетворенні досвіду майстрів на процес, що можна перевірити. Конкретні дії включають: маркування напрямку волокон для кожного отриманого листа паперу та пріоритетне розміщення основних ліній згину виробів вздовж волокон при розкладці на друк; для макетів, де обов'язкове згинання впоперек волокон, за замовчуванням додавати процес біговки та створювати таблицю параметрів біговки відповідно до щільності паперу. Витрати на це в основному полягають у збільшенні часу на попередню комунікацію та розкладку, але порівняно зі збитками від передруку та списання паперу через тріщини на всьому тиражі, інвестиції мають чітку віддачу. Аналіз показує, що документування параметрів волокнистості та біговки також допомагає зменшити залежність від досвіду одного майстра
Для дизайнерів наслідки полягають у включенні питання напрямку волокон у попереднє планування під час підготовки файлів, а не у пасивному прийнятті результатів після друку. При плануванні листівок, палітурок книг у твердій палітурці та розгорток коробок дизайнери повинні активно вказувати місце та напрямок лінії згину, а також підтверджувати з друкарнею при замовленні, чи проходить лінія згину вздовж волокон. Якщо напрямок лінії згину виробу фіксований, то при виборі паперу та визначенні розміру слід вимагати відповідний тип волокнистості. Успадковуючи аналіз обмеженої еластичності крейдованого шару [1][5], дизайнери повинні бути особливо обережними при проектуванні згинів на щільному крейдованому папері, за необхідності активно вимагаючи біговку або переходячи на більш толерантні некрейдовані матеріали
Для брендів ціна помилки у визначенні напрямку волокон часто відображається на термінах виконання та узгодженості. Тріщини на згинах впливають не лише на якість окремого виробу, а й викликають коливання рівня браку та затримки поставок у масовому виробництві. При розробці специфікацій пакування чи видань брендам доцільно вносити вимоги щодо напрямку волокон та біговки у специфікацію замовлення як条款 якості, що підлягає прийманню, а не обмежуватися усною домовленістю. Стаття стверджує, що підняття напрямку волокон з «внутрішньої технічної деталі друкарні» до «частини специфікації закупівлі» є ефективним важелем для забезпечення узгодженості між партіями для брендів
Загалом, спільне відкриття для трьох типів ролей полягає в тому, що напрямок волокон є фактором, який слід визначити до того, як будуть затверджені лінії згину. Як тільки розмір готового виробу та напрямок лінії згину заблоковані, напрямок волокон стає фіксованим, і згодом можна лише частково виправити ситуацію біговкою. Перенесення моменту прийняття рішення на етап вибору паперу та обрізки є найдешевшою точкою втручання в якість
Висновок та обмеження
Ця стаття відповідає на три дослідницькі питання, висунуті у вступі:
・По-перше, причина, чому напрямок волокон визначає, чи буде папір тріскатися при згинанні, полягає в тому, що механічна анізотропія паперу змушує відносний зв'язок між лінією згину та розташуванням волокон домінувати над тим, чи збігається шлях руйнування зі слабкими місцями матеріалу [3][5]
・По-друге, механізм, за допомогою якого згинання впоперек волокон призводить до розриву поверхні, полягає в тому, що велика кількість волокон на зовнішній стороні лінії згину одночасно розривається поперечно, покривний шар втрачає підтримку і розтріскується, і цей ефект підсилюється залежно від товщини паперу та ступеня крейдування [1]
・По-третє, принцип біговки як засобу корекції полягає в перенаправленні руйнування в попередньо притиснуту контрольовану канавку; ефективність значна, але вона не може повністю відновити вигляд згину вздовж волокон, і існують подвійні межі: ризик розриву та витрати [1][2][4]
Слід визнати обмеження цього дослідження. По-перше, цитована література переважно стосується рівнів визначення, вимірювання та систем стандартизації, бракує кількісних експериментальних даних щодо порогів виникнення тріщин для конкретних видів паперу при певних кутах згину, тому вплив товщини та покриття є переважно механістичним висновком, а не результатами тестів. По-друге, тести на розрив, згинання та зволоження при визначенні напрямку волокон є емпіричними методами, їх інтерпретація все ще залежить від досвіду оператора, а кількісні стандарти ще мають бути встановлені в майбутніх дослідженнях. По-третє, ця стаття не охоплює взаємодію між вологістю середовища, типами волокон та вмістом вторинної сировини на поведінку при згинанні, ці фактори можуть бути більш складними для вторинного паперу та спеціальних матеріалів
У майбутніх дослідженнях пропонується на основі паперів, що часто використовуються на Тайвані, таких як крейдований картон, арт-папір та вторинний папір, побудувати порівняльні експериментальні дані «щільність, напрямок волокон, параметри біговки, рівень тріщин після згинання», перетворюючи концептуальну рамку цієї статті на параметри виробничої лінії, за якими можна одразу звірятися. Тільки так можна перевести управління напрямком волокон з «відчуттів» досвідчених майстрів у реальні інженерні специфікації, які можна шукати та перевіряти
Підсумок ключових моментів
・Основна причина появи тріщин на згинах — це не проблеми з фарбою чи якістю паперу, а невідповідність напрямку лінії згину напрямку волокон (grain direction)
・Згинання впоперек волокон змушує волокна на зовнішній стороні лінії згину одночасно розриватися поперечно, покривний шар втрачає підтримку і з'являються білі сліди; чим товщий папір і чим більше покриття, тим серйозніші наслідки
・Біговка (creasing) може спрямувати руйнування в контрольовану канавку для пригнічення тріщин, але не може повністю відновити рівність згину вздовж волокон, до того ж існують межі щодо ризику розриву та витрат
・Тести на розрив, згинання та зволоження можуть напівкількісно виявити напрямок волокон, як попереднє судження перед вибором паперу та розкладкою
・Найбільш економічно ефективний підхід — дозволити лінії згину проходити вздовж волокон під час вибору паперу та обрізки, а не виправляти це після біговкою
Подальші роздуми
Для друкарського виробництва наступним кроком управління напрямком волокон є перетворення відчуттів майстрів на базу параметрів біговки, що дозволяє звірятися з ними, відповідність глибини та ширини біговки щільності та напрямку волокон, що знижує залежність від окремих спеціалістів. Для дизайну напрямок лінії згину має бути вказаний на етапі підготовки файлів, що дозволяє визначити довговолоконний чи коротковолоконний папір, роблячи напрямок волокон дизайнерським рішенням, а не ставкою після друку. Для впровадження AI та SaaS найбільш перспективною точкою входу є створення структурованого набору даних «вид паперу, щільність, напрямок волокон, кут згину, рівень тріщин», що дозволяє програмному забезпеченню для верстки автоматично попереджати про лінії згину впоперек волокон до того, як макет буде заблоковано, та рекомендувати налаштування біговки. Проблема, яку слід вирішити, полягає в тому, що визначення напрямку волокон та пороги тріщин наразі не мають загальнодоступних кількісних стандартів, що є і прогалиною в дослідженнях, і ключовою передумовою для інструменталізації галузі
Список літератури
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Чому щільний папір при згинанні тріскається і оголює білу основу?
- Тому що напрямок лінії згину перпендикулярний до напрямку волокон (grain direction) паперу. При згинанні волокна на зовнішній стороні лінії згину одночасно розриваються поперечно, а поверхневий шар покриття втрачає підтримку і розтріскується, оголюючи білу паперову основу. Чим товстіший папір і чим більше на ньому покриття, тим помітніше це явище
- Що таке довговолоконний та коротковолоконний папір?
- Довговолоконний означає, що напрямок волокон паралельний довгій стороні, а коротковолоконний — паралельний короткій стороні. Самі по собі вони не є кращими чи гіршими, головне, чи збігається напрямок основної лінії згину готового виробу з напрямком волокон
- Чи може біговка повністю вирішити проблему тріщин на згинах?
- Вона не може вирішити її повністю, але може значно зменшити. Біговка попередньо створює контрольовану канавку на місці лінії згину, спрямовуючи деформацію згинання вздовж ослабленого шляху. Проте лінії згину впоперек волокон після біговки все одно можуть мати тенденцію до розкриття через пружність, а надто глибока біговка може навпаки розірвати поверхневий шар
- Як самостійно визначити напрямок волокон паперу?
- Можна застосувати три тести: розрив вздовж волокон більш прямий, впоперек — більш кривий і нерівний; при згинанні опір менший, а дуга рівніша — це напрямок волокон; при змочуванні з одного боку папір згортається вздовж напрямку волокон
- Чи потрібно вказувати напрямок волокон при замовленні друку?
- Так. Якщо виріб має фіксований напрямок лінії згину, слід вимагати відповідний довговолоконний або коротковолоконний тип при виборі паперу та визначенні розміру, а також включити вимоги щодо напрямку волокон та біговки у специфікацію замовлення. Це найбільш економічно ефективний спосіб запобігання тріщинам