Giriş: Hafife Alınan Bir Araştırma Problemi Olarak Katlama Çatlakları
Katlama yerlerindeki çatlaklar ve beyazlamalar, tasarım ve baskı endüstrisinde en yaygın ancak sistematik olarak en az tartışılan kalite hatalarından biridir. Kalın bir karton veya kuşe kağıt bir kat izi boyunca katlandığında, yüzeyde ince kırılmalar oluşur ve alt kısımdaki beyaz kağıt görünür hale gelir; sektörde bu durum genellikle "mürekkep dökülmesi" veya "çatlama" olarak adlandırılır. Bu fenomen yüzeysel olarak bir mürekkep veya kağıt kalitesi sorunu gibi görünse de, kökeni daha temel bir malzeme değişkenine dayanır: Kağıt üretim sürecinde liflerin ana dizilim yönü olan kağıt lif yönü (grain direction)
Bu makalede cevaplanacak temel sorular şunlardır:
・Birincisi, lif yönü katlamanın çatlayıp çatlamayacağını neden belirler?
・İkincisi, lif yönüne ters katlamanın yüzey kırılmalarına yol açtığı fiziksel mekanizma nedir?
・Üçüncüsü, baskı sonrası bir kurtarma yöntemi olarak pilyajın (creasing) etkinliği ve sınırları nelerdir? Makalenin katkısı, malzeme bilimi, ahşap ölçümü ve karton işleme alanlarına dağılmış literatürü, baskı uygulamalarına yönelik bir açıklama çerçevesinde birleştirmek ve buradan Tayvan endüstrisi için operasyonel çıkarımlar yapmaktır
Bu konunun Tayvan tasarım ve baskı endüstrisi için önemli olmasının nedeni, yerel yapının küçük ve orta ölçekli matbaalar ile serbest çalışan tasarımcılardan oluşmasıdır; bu durum, lif yönü yönetiminin belirlenebilir ve doğrulanabilir bir spesifikasyon olmaktan ziyade, deneyimli ustaların örtük bilgisi olarak kalmasına neden olmaktadır. Sert kapaklı defterler, marka ambalaj kutuları ve yüksek gramajlı kartvizitler gibi kat izi yoğun ürünlere yönelik siparişler arttıkça, lif yönü yanlış tahminlerinden kaynaklanan ıskarta maliyetleri, genellikle kağıt seçim aşamasındaki iletişim maliyetinden çok daha yüksek olmaktadır. Bu makale, lif yönünü bir şans meselesi olarak değil, yönetilebilir bir araştırma konusu olarak görmenin yerel baskı sonrası kaliteyi artırmanın kilit noktası olduğunu savunmaktadır
Literatür ve Mevcut Durum Gözden Geçirmesi: Lif Diziliminden Kat İzi Mekaniğine Bilgi Kümeleri
Mevcut tartışmalar odak noktalarına göre üç gruba ayrılabilir; bu gruplar "lif yönünün nasıl tanımlanıp ölçüldüğü" konusunda birbirini tamamlarken, "lif yönünün katlama hasarını nasıl etkilediği" konusunda boşluklar bırakmaktadır
İlk grup literatür, lif yönünün (grain direction) ölçümüne ve tanımına odaklanır. Odun bilimi, Through-Bark Measurement of Grain Direction çalışmasında, ağaç kabuğuna zarar vermeden iç lif yönünü tahmin etmeye çalışmış ve lif yönünün fiziksel bir nicelik olarak ölçülebilir ve tahmin edilebilir bir malzeme özelliği olduğunu göstermiştir [3]. Bu perspektifin değeri, "lif yapısını" bulanık bir görsel izlenimden, yönsel ve tekrarlanabilir bir mühendislik parametresine dönüştürmesidir. Kağıdın lif yönü ağaç büyümesinden ziyade kağıt üretimine dayansa da, "liflerin baskın bir dizilim yönüne sahip olması" temel önermesini devralır
İkinci grup literatür, pilyajın (creasing) süreç tanımı ve anlambilimi üzerine odaklanır. Oxford İngilizce Sözlüğü, creasing isim anlamı ve creasing sıfat anlamı ile kat izi ve pilyajın anlamsal evrimini kaydetmiş olup, "malzeme üzerinde önceden kontrollü bir kat izi oluşturma" eyleminin dilde istikrarlı bir karşılığı olduğunu yansıtmaktadır [2][4]. Makalenin analizi, pilyajın bağımsız bir süreç terimi haline gelebilmesinin, bunun sadece "katlama" olmadığını, aksine malzemenin kırılma yolunu kasten yönlendiren bir süreç olduğunu ima ettiğini öne sürmektedir
Üçüncü grup literatür ise pilyaj davranışını mekanik ve fiziksel düzeyde ele alır. Creasing properties of carton board, kartonun pilyaj özelliklerini standart bir çerçeveye dahil ederek, kat izi direnci, geri tepme ve kırılmanın rastgele değil, düzenlenebilir ve test edilebilir mühendislik göstergeleri olduğunu göstermiştir [1]. Fizik konu sınıflandırması da Creasing başlığını bağımsız bir mekanik olay maddesi olarak listeler; bu da yüzey kırışıklığı ve kat izi oluşumunun malzeme mekaniğinde evrensel olarak incelenebilir mekanizmalara sahip olduğu anlamına gelir [5]
Üç literatür grubu birleştirildiğinde yapısal bir boşluk görülmektedir: Ölçüm literatürü lif yönünün tanımlanabileceğini, süreç ve mekanik literatürü ise pilyajın düzenlenebileceğini kanıtlamıştır; ancak "lif yönü" ile "katlamanın çatlayıp çatlamayacağı" arasındaki nedensellik zincirini baskı pratiği bağlamında tam olarak birleştiren çok az araştırma vardır. Bu makalenin başlangıç noktası, malzeme özelliklerinden üretim hattı hatalarına kadar olan bu açıklama boşluğunu doldurmaktır
Lif Yönünün Fiziksel Doğası ve Sınıflandırılması
Bu bölüm, sonraki kat izi analizinin temeli olarak lif yönünün fiziksel doğasını tanımlar
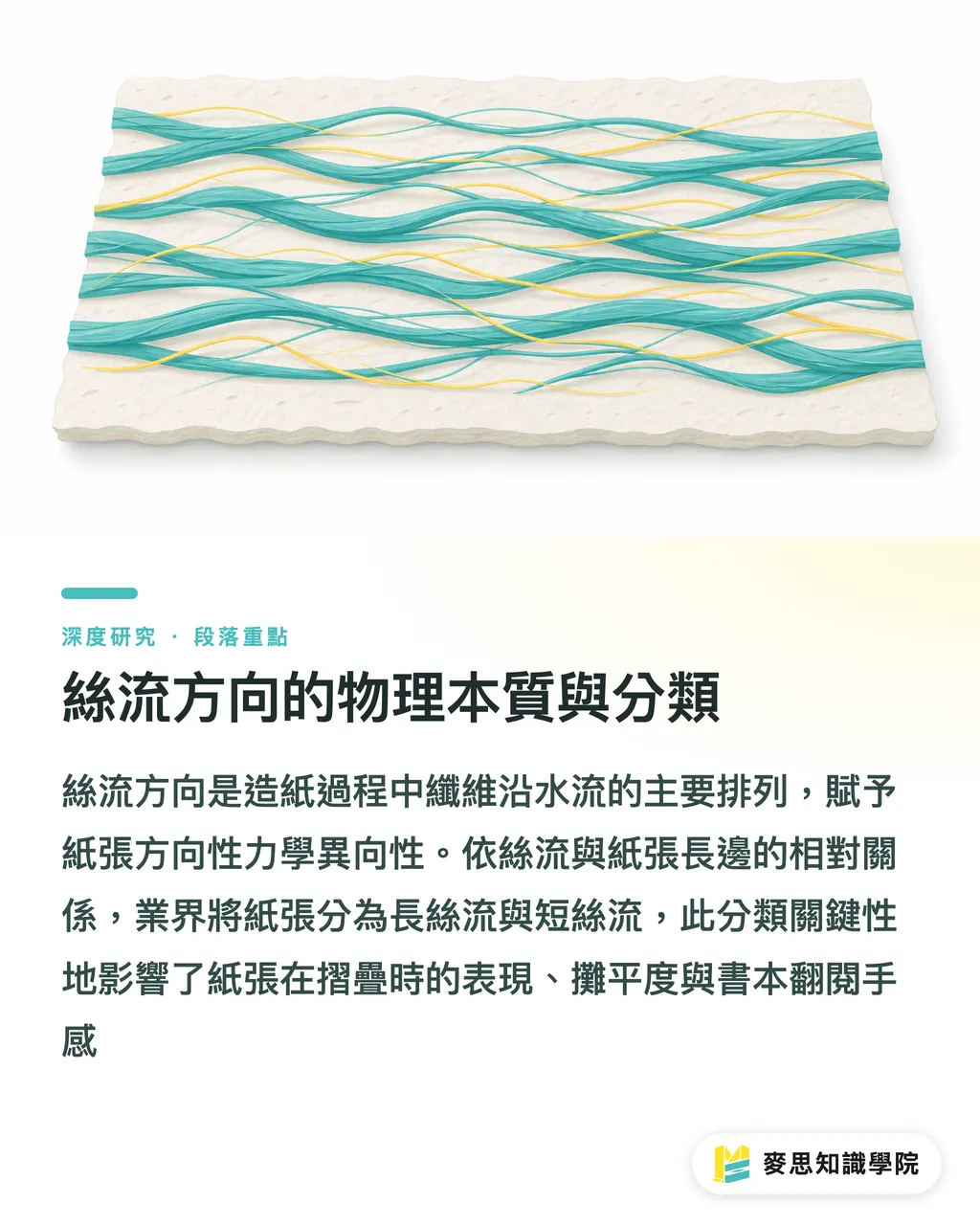
Lif yönü, kağıt üretimi sürecinde liflerin kağıt makinesi eleği üzerinde su akışıyla birlikte temel dizilim yönünü ifade eder. Kağıt hamuru üretim sırasında makine yönünde (machine direction) uzadığından, lifler bu yöne paralel hizalanma eğilimi göstererek tanımlanabilir bir baskın dizilim oluşturur. Lif yönünün ölçülebilir bir fiziksel nicelik olduğu önermesini devralan kağıt [3], bu nedenle yön bağımlı bir mekanik anizotropiye sahiptir: Lif yönündeki çekme direnci daha yüksektir ve uzama oranı daha düşüktür; lif yönüne dikey yönde ise durum tam tersidir
Lif yönü ile kağıdın uzun kenarı arasındaki ilişkiye bağlı olarak sektör, kağıtları uzun lifli (long grain) ve kısa lifli (short grain) olarak sınıflandırır. Uzun lifli kağıt, lif yönünün kağıdın uzun kenarına paralel olduğu; kısa lifli kağıt ise lif yönünün kısa kenara paralel olduğu anlamına gelir. Bu sınıflandırmanın pratik önemi, belirli bir kesim boyutunda kat izinin lif yönüne paralel mi yoksa dikey mi düşeceğini belirlemesidir. Makalenin analizi, uzun veya kısa lifli olmanın kendi içinde bir avantajı olmadığını, anahtar noktanın bitmiş ürünün kat izi yönünün lif yönüyle uyumlu olup olmadığı olduğunu savunmaktadır
Liflerin anizotropisi, katlamanın ötesinde birçok performansı da etkiler. Lif yönündeki kağıt daha düz bir şekilde açılmaya meyilliyken, lif yönüne ters kağıt, liflerin yatay olarak bükülmeye zorlanması nedeniyle geri tepme ve dalgalanma gösterir. Bu özellik, kitabın düz durma ve sayfaları çevirme kolaylığını doğrudan etkiler: Kitap sayfalarının lif yönü kitabın sırtına paralel olduğunda çevirme direnci düşüktür ve açılma kalitesi daha iyidir; aksi durumda sayfalar kolayca kabarır ve çevrilmesi sert olur. Bu nedenle lif yönü sadece katlama çatlaklarının bir nedeni değil, aynı zamanda ciltleme kalitesinin potansiyel bir değişkenidir
Lif Yönüne Ters Katlamanın Kırılma Mekanizması: Yüzey Kırılması ve Mürekkep Dökülmesi
Bu bölüm, katlama çatlaklarının temel mekanizmasını, yani lif yönüne ters katlamanın neden yüzey liflerinin kırılmasına ve beyazlamaya yol açtığını analiz eder
Katlama özünde bir bükülme deformasyonudur; kat izinin dış tarafındaki malzeme gerilir, iç tarafındaki ise sıkışır. Kat izi yönü lif yönüne paralel olduğunda (lif yönünde katlama), kat izi lifler arasındaki zayıf düzlemi takip ederek ayrılır ve lifler koparılmak yerine doğal olarak ayrılabilir; bu sayede yüzey bütünlüğünü daha iyi korur. Aksine, kat izi yönü lif yönüne dik olduğunda (lif yönüne ters katlama), katlama dış taraftaki çok sayıda lifin aynı anda yatay olarak kopmaya zorlanmasına neden olur. Yüzey kaplaması ve mürekkep tabakası, temel malzemenin desteğini kaybetmesi nedeniyle kat izi boyunca parçalanır ve çıplak gözle görülebilen beyaz çatlaklar ve mürekkep dökülmeleri oluşur. Pilyajın düzenlenebilir bir kırılma davranışı olduğu görüşünden yola çıkarak [1], makale bunu bir "kırılma yolunun malzemenin zayıf düzlemiyle hizalı olup olmadığı" sorunu olarak ele almaktadır
Kağıt ne kadar kalın ve gramajı ne kadar yüksekse, bu mekanizma o kadar belirginleşir. Kalın karton ve mukavvalar katlandığında, dış yüzey ile nötr eksen arasındaki mesafe daha büyüktür; bu da aynı katlama açısında yüzeyin maruz kaldığı çekme gerilmesinin daha yüksek olduğu anlamına gelir. Bu gerilme, kaplama tabakasının ve yüzey liflerinin uzama sınırını aştığında kırılma meydana gelir. Bu, ince kağıtların lif yönüne ters katlandığında genellikle sadece hafif kırışıklıklar gösterirken, kalın kartonların doğrudan çatlayıp beyazlamasının nedenidir. Fizik literatürünün kırışıklık ve kat izi oluşumunu bağımsız bir mekanik olay olarak listelemesi [5], buradaki gerilme yoğunlaşmasının yüzey hasarına yol açması açıklamasıyla örtüşmektedir
Kaplamalı kağıtların riski, kaplamasız kağıtlardan daha yüksektir. Kaplama tabakası, lif yüzeyini kaplayan ve sınırlı uzama kabiliyetine sahip mineral bir boyadır; kopma gerilmesi liflerin kendisinden daha düşüktür. Bu nedenle aynı katlama koşullarında kaplamalı yüzeyde çatlaklar daha erken ortaya çıkar. Yüksek gramajlı kuşe ve karton türü kağıtların kat izlerinde en çok beyazlamasının, yumuşak dokulu kaplamasız sanat kağıtlarının ise nispeten daha toleranslı olmasının nedeni budur. Makalenin analizi, katlama çatlaklarının ciddiyetinin tek bir nedenden ziyade "lif yönü, kağıt kalınlığı ve yüzey kaplaması" olmak üzere üç değişkenin çarpım etkisi olduğunu savunmaktadır
Bir Kurtarma Yöntemi Olarak Pilyaj: Mekanizma, Etkinlik ve Sınırlar
Bu bölüm, lif yönüne ters katlamaya karşı bir kurtarma yöntemi olarak pilyajın çalışma mekanizmasını ve sınırlarını değerlendirir
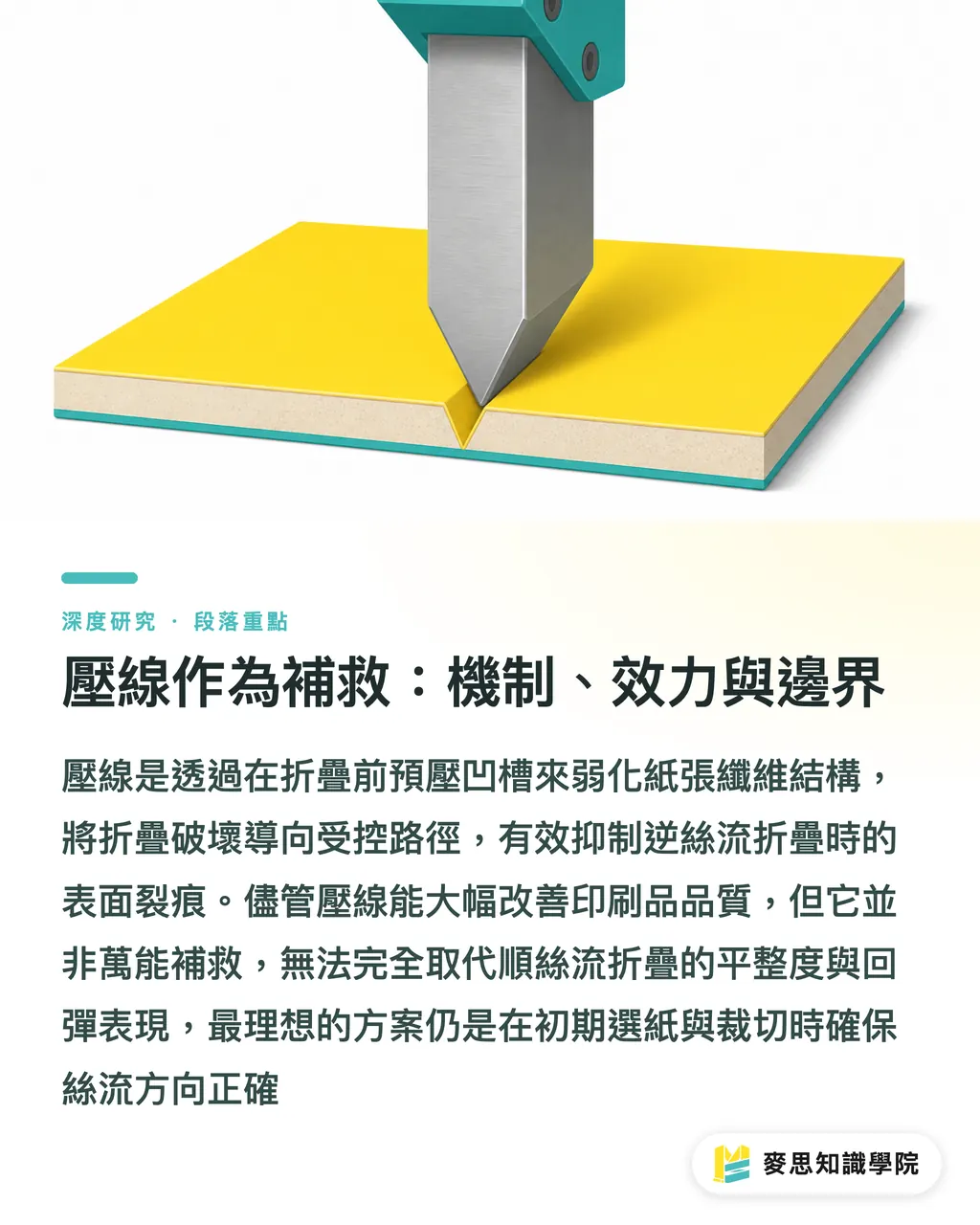
Pilyaj, katlamadan önce kat izi konumunda çelik bir bıçak veya pilyaj kalıbıyla önceden bir oluk açma işlemidir. Oxford İngilizce Sözlüğü'nün pilyaj (creasing) tanımı, "önceden kontrollü bir kat izi oluşturma" davranışının uzun süredir istikrarlı bir anlama sahip olduğunu yansıtmaktadır [2][4]. Mekanik prensibi, pilyajın kat izindeki kartonun lif yapısını önceden ezmesi ve kalınlığı yeniden dağıtmasıdır; bu da sonraki katlama sırasındaki bükülmenin, yüzeyin hazırlıksız bir şekilde yatay olarak kopmaya zorlanması yerine, önceden zayıflatılmış bu kanal içerisinde yoğunlaşmasını sağlar. Başka bir deyişle, pilyaj hasarı ortadan kaldırmaz, bunun yerine hasarı iç taraftaki kontrollü bir yola yönlendirir
Pilyajın etkinliği standartlaştırılmış mühendislik çerçevesine dahil edilmiştir. Kartonun pilyaj özelliklerinin düzenlenmesi, kat izi direncinin ve kırılma davranışının test edilip ayarlanabileceğini göstermektedir [1]. Makale buradan hareketle; pilyaj derinliği, bıçak genişliği ve karşı kanalın eşleşmesinin kağıt kalınlığına ve lif yönüne göre ayarlanması gerektiğini savunmaktadır: Lif yönüne ters kat izleri, yatay liflerin doğal olarak ayrılmasının zorluğunu telafi etmek için genellikle daha derin ve daha geniş pilyaj ayarları gerektirir. Parametreler doğru eşleştiğinde, lif yönüne ters kat izlerindeki yüzey çatlakları önemli ölçüde engellenebilir ve aksi takdirde kabul edilemez olan kat izleri teslim edilebilir kaliteye ulaşabilir
Ancak pilyaj her derde deva bir kurtarma yöntemi değildir ve sınırlarının dürüstçe ortaya konması gerekir:
・Birincisi, pilyaj, lif yönünde katlamanın düzlüğünü ve geri tepme performansını tamamen geri getiremez; lif yönüne ters kat izleri, pilyajdan sonra bile daha yüksek geri tepme gösterebilir, bu da katlamadan sonra hafifçe açılmalarına neden olabilir
・İkincisi, çok derin pilyajın kendisi yüzeyi kırabilir, "katlama sonrası mürekkep dökülmesini" "pilyaj anında kırılmaya" dönüştürebilir
・Üçüncüsü, pilyaj, kalıp yapımı ve baskı sonrası işlem maliyetlerini artırır; kısa süreli ve düşük karlı ürünler için maliyet her zaman mantıklı olmayabilir. Makalenin analizi, pilyajın lif yönü yanlış eşleşmelerine yönelik bir telafi olarak anlaşılması gerektiğini, erken aşamadaki lif yönü belirleme planının yerini almaması gerektiğini savunmaktadır; en maliyet etkin yaklaşım, kağıt seçimi ve kesim aşamasında kat izlerini lif yönüne paralel getirmektir
Lif yönünü tanımlamak, yukarıdaki kararların ön koşuludur. Uygulamada üç yaygın tahribatsız veya yarı tahribatlı test kullanılır: Yırtma testi, lif yönünde yırtılma daha düz, ters yönde ise daha eğri ve pürüzlüdür; bükme testi, kağıdı her iki yönde birer kez bükmek, direnci daha az ve arkı daha düzgün olan lif yönüdür; ıslatma testi, kağıt bir tarafı ıslandığında lif yönüne dikey olarak kıvrılır, çünkü yatay liflerin su emme genleşmesi daha fazladır. Lif yönünün ölçülebileceği geleneğinden yola çıkarak [3], bu testler özünde yöne bağımlı mekanik veya nem tepkileriyle iç lif yönünü tersine mühendislik yöntemiyle bulur
Tayvan Tasarım ve Baskı Endüstrisi İçin Çıkarımlar
Bu bölüm, yukarıdaki mekanizmaları Tayvan endüstrisindeki üç rol için operasyonel çıkarımlara dönüştürerek süreç, maliyet ve zaman çizelgesi etkilerini tartışmaktadır
Küçük ve orta ölçekli matbaalar için lif yönü yönetiminin anahtarı, örtük bilgiyi doğrulanabilir bir sürece dönüştürmektir. Somut adımlar şunlardır: Malzeme girişi sırasında her kağıt destesi için lif yönünü işaretlemek ve kesim/dizgi sırasında ürünün ana kat izlerini öncelikli olarak lif yönüne paralel düzenlemek; lif yönüne ters katlanması gereken işler için önceden pilyaj işlemini eklemek ve kağıt gramajına göre karşılık gelen pilyaj parametre tabloları oluşturmak. Bu hareketin maliyeti esas olarak başlangıçtaki iletişim ve dizgi süresindeki artıştır, ancak tüm katlamaların çatlaması sonrası yeniden baskı ve kağıt kaybı maliyetiyle karşılaştırıldığında yatırım getirisi açıktır. Makalenin analizi, lif yönü ve pilyaj parametrelerinin belgelenmesinin tek bir ustanın deneyimine olan bağımlılığı azaltmaya da yardımcı olacağını savunmaktadır
Tasarımcılar için çıkarım, lif yönünü baskı sonrası pasif olarak kabul etmek yerine, dosya hazırlama aşamasında önceden düşünmektir. Tasarımcılar, katlamalı broşürler, ciltli kitap kapakları ve ambalaj kutusu açılımlarını planlarken kat izi konumlarını ve yönlerini aktif olarak işaretlemeli ve sipariş verirken matbaayla kat izinin lif yönüne paralel olup olmadığını teyit etmelidir. Eğer ürünün kat izi yönü sabitse, kağıt seçimi ve boyut belirleme aşamasında uygun uzun veya kısa lif yönü talep edilmelidir. Kaplama tabakasının sınırlı uzama kabiliyeti analizinden hareketle [1][5], tasarımcıların yüksek gramajlı kaplamalı kağıtlardaki kat izi tasarımlarında özellikle dikkatli olmaları, gerekirse pilyaj talep etmeleri veya daha toleranslı kaplamasız malzemeler kullanmaları gerekir
Marka sahipleri için lif yönü yanlış tahminlerinin bedeli genellikle teslimat süresi ve tutarlılıkta görülür. Katlama çatlakları sadece tek bir ürünün dokusunu etkilemekle kalmaz, aynı zamanda büyük ölçekli üretimde verimlilik dalgalanmalarına ve teslimat gecikmelerine neden olur. Markalar ambalaj veya yayın spesifikasyonlarını belirlerken, lif yönü belirleme ve pilyaj gereksinimlerini sözlü anlaşma yerine kabul edilebilir kalite şartları olarak teknik şartnameye yazmalıdır. Makale, lif yönünü "matbaa içi teknik detaydan" "satın alma spesifikasyonunun bir parçasına" yükseltmenin, markaların partiler arası tutarlılığı sağlaması için etkili bir kaldıraç olduğunu savunmaktadır
Genel olarak, üç rol için ortak ders şudur: Lif yönü, kat izi belirlenmeden önce karar verilmesi gereken bir değişkendir. Ürün boyutu ve kat izi yönü kilitlendiğinde, lif yönü pasif olarak oluşur ve sonrasında sadece pilyajla kısmi telafi edilebilir. Karar noktasını kağıt seçimi ve kesim aşamasına taşımak, en düşük maliyetli kalite müdahale noktasıdır
Sonuç ve Sınırlamalar
Bu makale, girişte öne sürülen üç araştırma sorusuna şu yanıtları vermektedir:
・Birincisi, lif yönünün katlamanın çatlayıp çatlamayacağını belirlemesinin nedeni, kağıdın mekanik anizotropisinin kat izi yönü ile lif diziliminin göreceli ilişkisini belirlemesi ve kırılma yolunun malzemenin zayıf düzlemiyle hizalı olup olmadığını yönetmesidir [3][5]
・İkincisi, lif yönüne ters katlamanın yüzey çatlaklarına yol açmasının mekanizması, kat izinin dış tarafındaki çok sayıda lifin yatay olarak aynı anda kopması, kaplama tabakasının desteğini kaybederek parçalanmasıdır ve bu etki kağıt kalınlığı ve kaplama derecesi ile büyür [1]
・Üçüncüsü, bir kurtarma yöntemi olarak pilyajın prensibi, hasarı önceden ezilmiş kontrollü oluklara yönlendirmektir; etkinliği göz ardı edilemez ancak lif yönündeki bir katlamanın düzlüğünü tamamen geri getiremez ve hem kırılma hem de maliyet açısından iki katmanlı sınırlara sahiptir [1][2][4]
Bu çalışmanın sınırlamaları da açıklanmalıdır. Öncelikle, makalede atıfta bulunulan literatür çoğunlukla tanımlama, ölçüm ve standardizasyon çerçevesi düzeyindedir; belirli kağıt türleri ve belirli katlama açıları altındaki çatlak eşikleri için nicel deneysel verilerden yoksundur, bu nedenle kalınlık ve kaplamanın etkisine ilişkin ifadeler gerçek ölçüm sonuçlarından ziyade mekanik çıkarımlardır. İkincisi, lif yönü tanımlama için kullanılan yırtma, bükme ve ıslatma testleri deneyimsel yöntemlerdir; yorumlama operatörün deneyimine bağlıdır ve nicel standartların oluşturulması için ileri araştırmalar gereklidir. Üçüncüsü, bu makale çevresel nem, lif türleri ve geri dönüştürülmüş bileşenlerin katlama davranışları üzerindeki etkileşimini kapsamamaktadır; bu değişkenler geri dönüştürülmüş kağıt ve özel malzemeler üzerinde daha karmaşık olabilir
İleri araştırmalar için, Tayvan'da yaygın olarak kullanılan kuşe karton, sanat kağıdı ve geri dönüştürülmüş kağıtlar için "gramaj, lif yönü, pilyaj parametreleri, katlama sonrası çatlak seviyeleri" karşılaştırmalı deneysel veriler oluşturulması ve bu makalenin mekanik çerçevesinin doğrudan tablo olarak kullanılabilir üretim hattı parametrelerine dönüştürülmesi önerilmektedir. Ancak bu şekilde lif yönü yönetimi, kıdemli ustaların dokunuşundan gerçekten sorgulanabilir ve doğrulanabilir mühendislik spesifikasyonlarına ilerletilebilir
Özet Bilgiler
・Katlama çatlaklarının temel nedeni mürekkep veya kağıt kalitesi değil, kat izi yönünün lif yönü (grain direction) ile tutarsız olmasıdır
・Lif yönüne ters katlama, kat izinin dışındaki lifleri yatay olarak aynı anda kopmaya zorlar; kaplama tabakası desteğini kaybederek beyazlar; kağıt kalınlaştıkça ve kaplama arttıkça durum ciddileşir
・Pilyaj (creasing), hasarı kontrollü bir oluğa yönlendirerek çatlakları engelleyebilir ancak lif yönünde katlamanın düzlüğünü tam olarak geri getiremez ve kendi maliyet ve kırılma sınırları vardır
・Yırtma, bükme ve ıslatma testleri, lif yönünü yarı nicel olarak tersine mühendislik ile bulabilir ve kağıt seçimi ile dizgi için ön yargılama sağlar
・En maliyet etkin yaklaşım, baskı sonrası pilyajla düzeltme yapmak yerine, kağıt seçimi ve kesim aşamasında kat izini lif yönüne paralel getirmektir
Genişletilmiş Düşünceler
Baskı üretimi için lif yönetiminde bir sonraki adım, ustaların deneyimini tablo haline getirilebilir bir pilyaj parametre kütüphanesine dönüştürmek, gramaj ve lif yönüne göre pilyaj derinliğini ve genişliğini eşleştirerek tek bir insan kaynağına olan bağımlılığı azaltmaktır. Tasarım tarafında ise kat izi yönü dosya hazırlama aşamasında işaretlenmeli ve buradan hareketle kağıdın uzun/kısa lif yönü belirlenmelidir; böylece lif yönü teslimat sonrası bir bahis değil, bir tasarım kararı olur. Yapay zeka ve SaaS entegrasyonu için en potansiyel giriş noktası; "kağıt türü, gramaj, lif yönü, katlama açısı, çatlak seviyesi" yapılandırılmış veri setlerini oluşturmaktır; böylece dizgi yazılımı, sayfa düzeni kilitlenmeden önce lif yönüne ters kat izlerini otomatik olarak uyarabilir ve pilyaj ayarları önerebilir. Çözülmesi gereken sorun, lif tanımlama ve çatlak eşiklerinin şu anda hala kamuya açık nicel referanslardan yoksun olmasıdır; bu hem bir araştırma boşluğu hem de endüstriyel araçsallaştırma için kritik bir ön koşuldur
Kaynakça
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A. (1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
SSS
- Kalın kartonlar katlandığında neden çatlıyor ve beyazlaşıyor?
- Çünkü kat izi yönü kağıt lif yönüne (grain direction) diktir; katlama sırasında kat izinin dışındaki lifler yatay olarak aynı anda kopmaya zorlanır ve yüzey kaplama tabakası desteğini kaybederek parçalanır ve altındaki beyaz kağıt görünür hale gelir. Kağıt kalınlaştıkça ve yüzey kaplaması arttıkça bu olay daha belirginleşir
- Uzun lifli (long grain) ve kısa lifli (short grain) ne demektir?
- Uzun lifli kağıt, kağıt lif yönünün uzun kenara paralel olması; kısa lifli kağıt ise lif yönünün kısa kenara paralel olması anlamına gelir. Her ikisinin de kendi içinde bir avantajı yoktur; anahtar nokta, bitmiş ürünün ana kat izinin lif yönüyle tutarlı olup olmadığıdır
- Pilyaj katlama çatlaklarını tamamen çözebilir mi?
- Tamamen çözemez ancak önemli ölçüde engelleyebilir. Pilyaj, kat izinde kontrollü bir oluk açarak katlamayı zayıflatılmış yol üzerinde yoğunlaştırır. Ancak lif yönüne ters kat izleri pilyajdan sonra bile geri teperek açılabilir ve çok derin pilyaj yüzeyi kırabilir
- Kağıdın lif yönünü kendim nasıl anlarım?
- Üç test kullanılabilir: Lif yönünde yırtılma daha düzdür, ters yönde pürüzlüdür; bükme sırasında direnci az ve arkı daha düzgün olan lif yönüdür; tek tarafı ıslandığında kağıt lif yönüne dikey olarak kıvrılır
- Baskı siparişi verirken lif yönünü özel olarak belirtmeli miyim?
- Evet, belirtmelisiniz. Eğer ürünün sabit bir kat izi yönü varsa, kağıt seçimi ve boyut belirleme aşamasında uygun uzun veya kısa lif yönü talep etmeli; lif yönü ve pilyaj gereksinimlerini teknik şartnameye yazmalısınız. Bu, en düşük maliyetli çatlama önleme yöntemidir