Úvod: Praskliny pri sklade ako podceňovaný výskumný problém
Praskliny a odhalené biele miesta v mieste skladu patria medzi najčastejšie, no zároveň najmenej systematicky diskutované chyby kvality v polygrafickom priemysle. Keď sa hrubý kartón alebo kriedový papier ohne pozdĺž ryhy, povrchová vrstva v mieste ohybu jemne praskne a odhalí spodnú vrstvu papiera, čo sa v odbornej terminológii často označuje ako „praskanie skladu“ alebo „lúpanie farby“. Tento jav sa na prvý pohľad javí ako problém kvality tlačovej farby alebo papiera, no v skutočnosti pramení zo základnejšieho materiálového faktora: smeru vlákna papiera (grain direction), teda dominantnej orientácie vlákien vznikajúcej počas procesu výroby papiera
Hlavné otázky, na ktoré tento článok odpovedá, sú:
・Po prvé, prečo smer vlákna určuje, či sklad praskne,
・Po druhé, aké sú fyzikálne mechanizmy vedúce k zlyhaniu povrchu pri sklade proti smeru vlákna,
・Po tretie, aká je účinnosť a hranice limitov ryhovania (creasing) ako metódy nápravy po tlači. Prínosom tohto článku je integrácia rozptýlenej literatúry z oblastí materiálovej vedy, merania dreva a spracovania kartónu do jedného vysvetľujúceho rámca pre polygrafickú prax a odvodenie praktických dôsledkov pre priemysel
Táto problematika je pre dizajnérsky a tlačiarenský priemysel dôležitá preto, lebo štruktúra trhu, kde dominujú malé a stredné tlačiarne a nezávislí dizajnéri, spôsobuje, že manažment vlákna zostáva v rovine skúsenostných znalostí majstrov, namiesto toho, aby bol špecifikovateľným a overiteľným parametrom. Keď sa objednávky posúvajú smerom k produktom s hustým ryhovaním, ako sú šité zápisníky, značkové obaly alebo vizitky s vysokou gramážou, náklady na vyradené várky spôsobené nesprávnym určením vlákna často prevyšujú náklady na komunikáciu o špecifikáciách papiera. Tento článok tvrdí, že považovať smer vlákna za riaditeľný parameter, a nie za otázku náhody, je kľúčový bod pre zvyšovanie kvality v dokončovacom spracovaní
Literatúra a prehľad stavu: Kategorizácia vedomostí od usporiadania vlákien po mechaniku skladu
Existujúce diskusie možno rozdeliť do troch skupín podľa zamerania. Vzájomne sa dopĺňajú v definícii a meraní smeru vlákna, ale zanechávajú medzeru v pochopení toho, ako toto vlákno ovplyvňuje deštrukciu pri skladaní
Prvá skupina literatúry sa zameriava na meranie a definíciu smeru vlákna (grain direction). Drevárska veda sa už v štúdii Through-Bark Measurement of Grain Direction pokúsila odhadnúť vnútornú orientáciu vlákien bez poškodenia kôry, čo ukazuje, že smer vlákna ako fyzikálna veličina je dlhodobo považovaný za merateľnú a predikovateľnú vlastnosť materiálu [3]. Hodnota tohto pohľadu spočíva v transformácii „textúry“ z vágneho vizuálneho dojmu na smerový a opakovane merateľný inžiniersky parameter. Hoci smer vlákna papiera vzniká pri výrobe, a nie rastom stromu, preberá základný predpoklad, že vlákna majú dominantný smer usporiadania
Druhá skupina literatúry sa zameriava na procesnú definíciu a sémantiku ryhovania (creasing). Oxfordský anglický slovník zaznamenal významový vývoj pojmu creasing ako podstatného mena aj prídavného mena, čo odráža skutočnosť, že činnosť „vytvorenia kontrolovanej línie skladu v materiáli“ má v jazyku dlhodobo stabilné miesto [2][4]. Tento článok analyzuje, že ryhovanie sa stalo samostatným technickým pojmom práve preto, lebo nejde len o „sklad“, ale o proces, ktorý zámerne vedie dráhu poškodenia materiálu
Tretia skupina literatúry spracováva ryhovanie na mechanickej a fyzikálnej úrovni. Creasing properties of carton board začleňuje vlastnosti ryhovania kartónu do rámca štandardizácie, čo ukazuje, že pevnosť skladu, spätné pruženie a poškodenie nie sú náhodné, ale predstavujú inžinierske indikátory, ktoré možno normovať a testovať [1]. Fyzikálne tematické klasifikácie taktiež uvádzajú Creasing ako samostatnú položku mechanických javov, čo znamená, že formovanie skladu má v materiálovej mechanike univerzálne mechanizmy [5]
Súhrnom týchto troch skupín vidíme štrukturálnu medzeru: literatúra o meraní dokazuje, že smer vlákna možno definovať, literatúra o procesoch dokazuje, že ryhovanie možno normovať, ale len málokedy existuje výskum, ktorý by priamo prepojil „smer vlákna“ a „praskanie skladu“ v kontexte polygrafickej praxe. Prístup tohto článku spočíva práve v preklenutí tejto interpretačnej medzery od materiálových vlastností až po výrobné vady
Fyzikálna podstata smeru vlákna a jeho klasifikácia
Táto časť najprv definuje fyzikálnu podstatu smeru vlákna ako základ pre následnú analýzu skladov
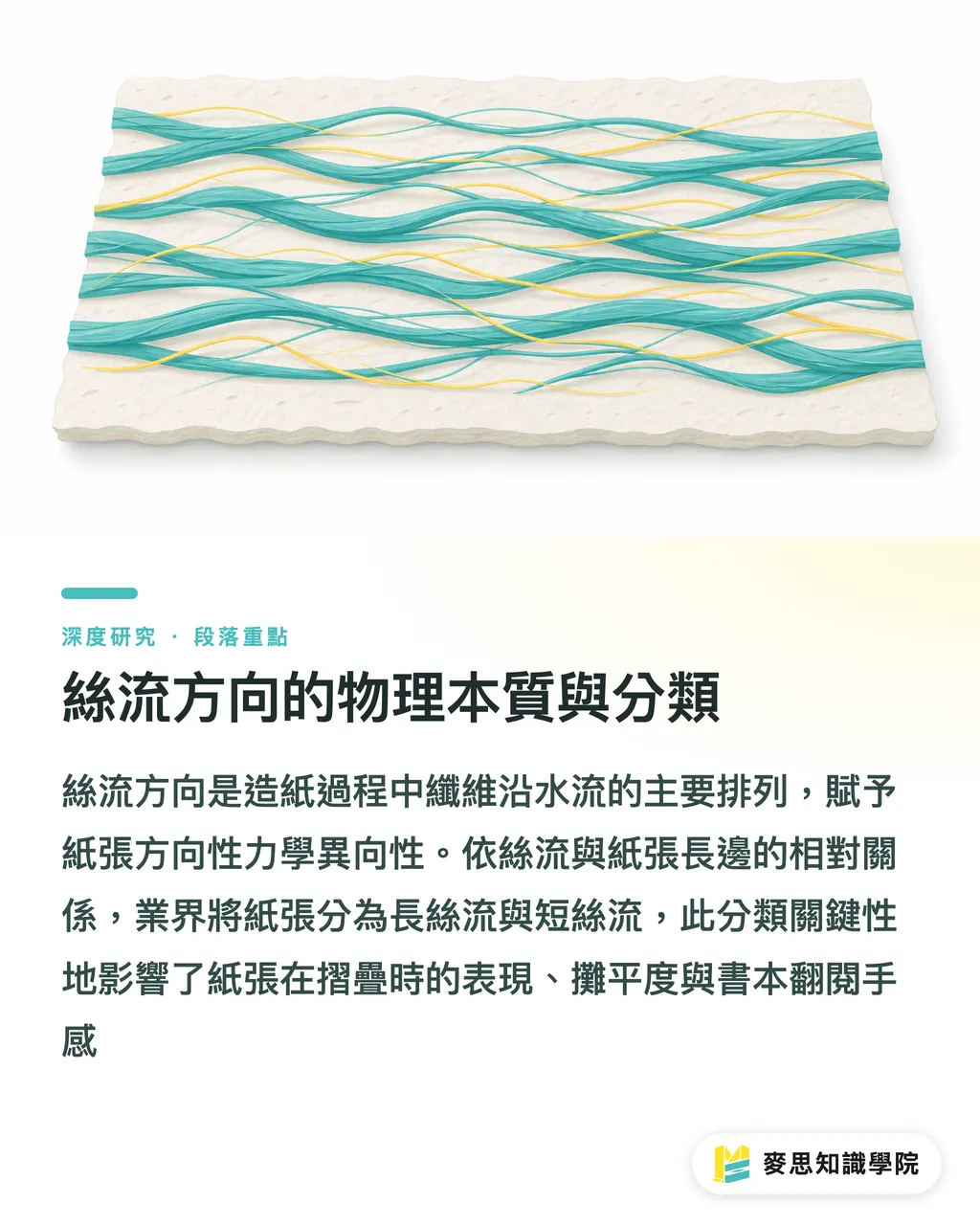
Smer vlákna označuje orientáciu, v ktorej sa vlákna počas výroby papiera na sitovom valci hlavne usporiadali v smere toku vody. Keďže papierovina pri výrobe prúdi v smere chodu stroja (machine direction), vlákna majú tendenciu zarovnávať sa v tomto smere, čím vytvárajú rozpoznateľnú preferovanú orientáciu. Na základe predpokladu, že smer vlákna je merateľná veličina [3], má papier smerovú anizotropiu: pevnosť v ťahu je vyššia v smere vlákien a ťažnosť je nižšia, zatiaľ čo kolmo na vlákna je to naopak
Podľa vzťahu medzi smerom vlákna a dlhou stranou listu priemysel rozdeľuje papier na dlhé vlákno (long grain) a krátke vlákno (short grain). Dlhé vlákno znamená, že smer vlákien je rovnobežný s dlhou stranou papiera, pri krátkom vlákne je rovnobežný s krátkou stranou. Praktický význam tohto rozdelenia spočíva v tom, že určuje, či sklad pri konkrétnom formáte rezu bude prebiehať v smere alebo proti smeru vlákien. Tento článok tvrdí, že dlhé ani krátke vlákno nie je samo osebe lepšie; kľúčom je, či smer skladu súhlasí so smerom vlákien
Anizotropia vlákna ovplyvňuje aj iné vlastnosti než skladanie. Papier s vláknami v smere skladania sa ľahšie naplocho rozprestrie, zatiaľ čo pri opačnom smere dochádza k väčšiemu spätnému pruženiu a vlneniu kvôli priečnemu ohýbaniu vlákien. Táto charakteristika ovplyvňuje otvárateľnosť knihy a pohodlie pri listovaní: ak je smer vlákien rovnobežný s chrbtom knihy, odpor pri listovaní je nižší a kniha sa lepšie otvára; v opačnom prípade sa strany krútia a listovanie je tuhé. Smer vlákna teda nie je len príčinou prasklín, ale aj potenciálnym faktorom kvality knižnej väzby
Mechanizmus zlyhania skladu proti smeru vlákien: povrchové praskliny a lúpanie
Táto časť analyzuje kľúčový mechanizmus prasklín skladu, konkrétne prečo skladanie proti smeru vlákien vedie k lámaniu vlákien a odhaľovaniu bieleho stredu papiera
Skladanie je v podstate ohybová deformácia, kde materiál na vonkajšej strane skladu je vystavený ťahu a na vnútornej strane tlaku. Keď je smer skladu rovnobežný so smerom vlákien (sklad po smere), sklad sa tvorí pozdĺž slabších miest medzi vláknami a tieto sa od seba oddelia bez toho, aby sa lámali, takže povrch si zachová celistvosť. Naopak, keď je smer skladu kolmý na smer vlákien (sklad proti smeru), skladanie núti veľké množstvo vlákien na vonkajšej strane sa náhle priečne pretrhnúť. Povrchová vrstva (náter) a vrstva farby stratia oporu podkladu a v mieste skladu prasknú, čo vytvára viditeľné biele trhliny. V nadväznosti na pohľad na ryhovanie ako na normovateľné deštruktívne správanie [1] chápeme tento jav ako problém „súladu dráhy poškodenia so slabými miestami materiálu“
Čím je papier hrubší a má vyššiu gramáž, tým je tento mechanizmus výraznejší. Pri skladaní hrubého kartónu je vzdialenosť medzi vonkajším povrchom a neutrálnou osou väčšia, čo znamená, že pri rovnakom uhle skladu je ťahové namáhanie povrchu vyššie. Keď toto namáhanie prekročí medzu ťažnosti náteru a povrchových vlákien, nastane prasknutie. To vysvetľuje, prečo tenké papiere pri sklade proti smeru vlákien vykazujú len jemné zvlnenie, zatiaľ čo hrubé kartóny priamo praskajú. Fyzikálna literatúra, ktorá definuje vznik vrások a skladov ako samostatné mechanické javy [5], potvrdzuje tento popis koncentrácie napätia
Natierané papiere sú vystavené vyššiemu riziku než nenatierané. Náter je minerálna vrstva s obmedzenou pružnosťou, ktorá má nižšiu medzu ťažnosti než samotné vlákna. Preto pri rovnakých podmienkach skladania praská natieraný povrch skôr. To je dôvod, prečo kriedové papiere vysokej gramáže v mieste skladu najrýchlejšie belajú, zatiaľ čo mäkké nenatierané výtvarné papiere sú voči tomuto javu tolerantnejšie. Tento článok analyzuje, že závažnosť prasklín skladu je výsledkom násobiaceho efektu troch faktorov: smeru vlákna, hrúbky papiera a povrchového náteru, nie len jednej príčiny
Ryhovanie ako náprava: mechanizmus, účinnosť a hranice
Táto časť hodnotí ryhovanie ako nápravný prostriedok pri skladaní proti smeru vlákien
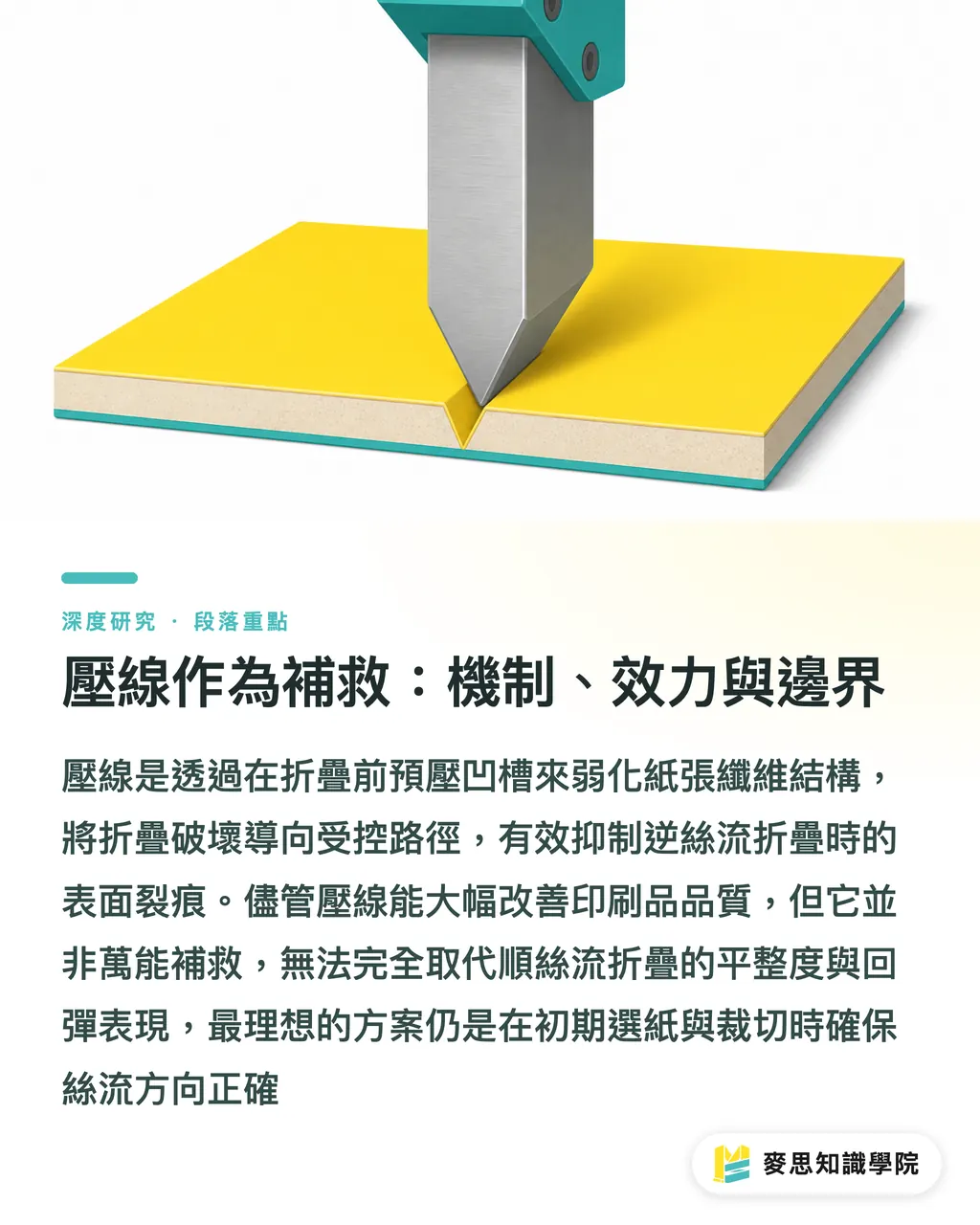
Ryhovanie je proces, pri ktorom sa pred skladaním do miesta skladu vtlačí drážka pomocou oceľového pravítka alebo ryhovacieho modulu. Oxfordský anglický slovník potvrdzuje, že tento proces „predvytvorenia kontrolovaného skladu“ má stabilný význam [2][4]. Jeho mechanický princíp spočíva v tom, že ryhovanie vopred stlačí štruktúru vlákien kartónu v mieste skladu a prerozdelí hrúbku, čím zabezpečí, že sa ohyb koncentruje do tejto oslabenej drážky, namiesto toho, aby sa povrch pod silou nútene priečne trhal. Inými slovami, ryhovanie neodstraňuje poškodenie, ale vedie ho po vnútornej, kontrolovanej dráhe
Účinnosť ryhovania je už súčasťou inžinierskych noriem. Normalizácia vlastností ryhovania kartónu ukazuje, že pevnosť a správanie skladu možno testovať a nastavovať [1]. Tento článok z toho odvodzuje, že hĺbka ryhovania, šírka pravítka a protikus musia byť nastavené podľa hrúbky papiera a smeru vlákna: sklad proti smeru vlákna zvyčajne vyžaduje hlbšie a širšie nastavenie, aby sa kompenzovala skutočnosť, že priečne vlákna sa ťažšie prirodzene oddeľujú. Pri správnom nastavení parametrov možno praskliny na povrchu výrazne potlačiť a dostať aj nevyhovujúci sklad na akceptovateľnú úroveň kvality
Ryhovanie však nie je všemocné a jeho limity musia byť jasne pomenované:
・Po prvé, ryhovanie nedokáže úplne obnoviť plochosť a mieru pruženia skladu v smere vlákien; sklad proti smeru vlákien aj po ryhovaní môže mať vyššie spätné pruženie, čo vedie k jemnému roztváraniu
・Po druhé, príliš hlboké ryhovanie môže samotný povrch preraziť a zmeniť „praskanie po sklade“ na „prasknutie pri ryhovaní“
・Po tretie, ryhovanie zvyšuje náklady na výrobu formy a spracovanie, čo pri malých nákladoch nemusí byť ekonomicky výhodné. Tento článok analyzuje ryhovanie ako dodatočnú kompenzáciu za chybný smer vlákna, nie ako alternatívu k včasnej špecifikácii; najefektívnejším prístupom zostáva výber papiera a rezanie tak, aby bol sklad po smere vlákien
Identifikácia smeru vlákna je predpokladom pre tieto rozhodnutia. V praxi sa používajú tri testy: test trhaním (v smere vlákna je trhlina rovnejšia, proti smeru kľukatejšia), test ohybom (smer s menším odporom a plynulejším oblúkom je smer vlákna) a test vlhnutím (papier pri navlhčení jednej strany sa skrúti kolmo na smer vlákien). V nadväznosti na tradíciu merania [3] sú tieto testy v podstate založené na smerovej závislosti mechanických alebo absorpčných reakcií, pomocou ktorých možno odvodiť vnútornú orientáciu vlákien
Dôsledky pre taiwanský dizajnérsky a tlačiarenský priemysel
Táto časť prevádza spomínané mechanizmy do praktických dôsledkov pre tri typy aktérov v priemysle, diskutujúc o procesoch, nákladoch a časovom harmonograme
Pre malé a stredné tlačiarne spočíva kľúč manažmentu vlákna v premene skúsenostných znalostí na overiteľné procesy. Konkrétne kroky zahŕňajú: značenie smeru vlákna pri príjme materiálu a pri vyraďovaní na tlačové hárky prioritné plánovanie hlavných skladov v smere vlákien. Pre strany, ktoré musia byť skladané proti smeru vlákien, sa automaticky nastaví ryhovanie podľa tabuľky parametrov pre danú gramáž. Nákladom je najmä čas na komunikáciu a prípravu, ale v porovnaní s nákladmi na opakovanú tlač pri prasknutí celej várky je návratnosť investície jasná. Dokumentácia parametrov ryhovania navyše znižuje závislosť na skúsenostiach jedného majstra
Pre dizajnérov to znamená zahrnúť smer vlákna do úvah pri príprave dát pred zadaním do tlače. Pri plánovaní skladaných letákov, knižných väzieb alebo rozvinutých plôch obalov by mali dizajnéri aktívne značiť pozíciu a smer skladov a pri objednávke overiť u tlačiarne, či je sklad po smere vlákien. Ak je smer skladu fixný, pri výbere papiera a formátu treba požadovať príslušný smer vlákna. S ohľadom na obmedzenú ťažnosť náteru [1][5] musia byť dizajnéri pri natieraných papieroch s vysokou gramážou mimoriadne opatrní a v prípade potreby vyžadovať ryhovanie alebo zvoliť tolerantnejšie nenatierané materiály
Pre značky (zadáávateľov) sa cena chyby v smere vlákna často prejavuje v dodacích lehotách a konzistencii kvality. Praskliny pri sklade neovplyvňujú len pocit z jedného kusu, ale v masovej výrobe spôsobujú kolísanie výťažnosti a omeškanie dodávok. Pri definovaní obalových alebo publikačných špecifikácií je vhodné zahrnúť špecifikáciu smeru vlákna a požiadavky na ryhovanie do technickej špecifikácie ako akceptovateľnú podmienku kvality, nie len ústnu dohodu. Tento článok tvrdí, že povýšenie smeru vlákna z „vnútorného technického detailu tlačiarne“ na „súčasť nákupnej špecifikácie“ je účinnou pákou na zabezpečenie konzistencie medzi výrobnými dávkami
Spoločným ponaučením pre všetky tri strany je: smer vlákna je faktor, o ktorom sa musí rozhodnúť pred definitívnym stanovením skladov. Akonáhle sú rozmery výrobku a smery skladov uzamknuté, smer vlákna je pasívne daný a dodatočne sa dá situácia riešiť len lokálnym ryhovaním. Presun rozhodovacieho bodu do fázy výberu papiera a rezania je najlacnejším spôsobom intervencie do kvality
Záver a obmedzenia
Tento článok odpovedá na tri výskumné otázky nasledovne:
・Po prvé, smer vlákna určuje praskanie skladu kvôli anizotropii papiera, kde vzťah medzi smerom skladu a orientáciou vlákien dominuje nad tým, či sa dráha poškodenia zhoduje so slabými miestami materiálu [3][5]
・Po druhé, mechanizmus zlyhania pri sklade proti smeru vlákna spočíva v priečnom pretrhnutí veľkého množstva vlákien na vonkajšej strane skladu, kde náter stráca oporu; tento efekt sa zväčšuje s hrúbkou papiera a vrstvou náteru [1]
・Po tretie, ryhovanie ako náprava vedie poškodenie do kontrolovanej drážky, je vysoko účinné, ale nedokáže úplne obnoviť vlastnosti skladu v smere vlákien a nesie so sebou riziká prerazenia a vyšších nákladov [1][2][4]
Obmedzenia výskumu: Využitá literatúra sa týka prevažne definícií a noriem a chýbajú jej kvantitatívne experimentálne dáta pre konkrétne typy papiera a uhly skladu, takže závery o vplyve hrúbky a náteru sú mechanistickými úvahami. Testy identifikácie vlákna sú empirické a závisia od skúseností operátora. Taktiež článok nezahŕňa vplyv vlhkosti prostredia, typu vlákien a recyklovaných prímesí na správanie skladu
Budúci výskum by sa mal zamerať na vytvorenie porovnávacích experimentálnych dát pre kartóny, výtvarné papiere a recyklované papiere, aby sa vytvorila matica „gramáž, smer vlákna, parametre ryhovania, stupeň prasklín“, čím by sa mechanistický rámec zmenil na priamo aplikovateľné výrobné tabuľky. Iba tak možno posunúť manažment vlákna od „pocitu majstra“ k overiteľným inžinierskym špecifikáciám
Kľúčové zhrnutie
・Hlavnou príčinou prasklín skladu nie je farba ani kvalita papiera, ale nesúlad medzi smerom skladu a smerom vlákien (grain direction)
・Skladanie proti smeru vlákna núti vlákna na vonkajšej strane sa priečne pretrhnúť, náter stráca oporu a belie; jav je o to horší, čím je papier hrubší a natieranejší
・Ryhovanie (creasing) dokáže presmerovať poškodenie do kontrolovanej drážky a potlačiť praskliny, ale nedokáže úplne obnoviť plochosť skladu a má svoje hranice (prerazenie, náklady)
・Testy trhaním, ohýbaním a vlhnutím umožňujú polo-kvantitatívne odhadnúť smer vlákna ako súčasť prípravy pred tlačou
・Najefektívnejším prístupom je výber papiera a formátu rezu tak, aby bol sklad po smere vlákien, namiesto dodatočnej nápravy ryhovaním
Rozšírené úvahy
Pre tlačiarenskú výrobu je ďalším krokom premena „majstrovského citu“ na databázu parametrov ryhovania podľa gramáže a smeru vlákna, čím sa zníži závislosť na jednotlivcoch. Pre dizajnérov by mal byť smer skladu vyznačený už v príprave dát, čo spätne ovplyvní výber papiera. Pre zavedenie AI a SaaS je najväčším potenciálom vytvorenie štruktúrovaných dátových sád o „type papiera, gramáži, vlákne, uhle skladu a stupni prasklín“, čo by umožnilo softvéru automaticky varovať pred skladaním proti smeru vlákna ešte pred finálnou prípravou formy. Nevyriešeným problémom zostáva absencia verejných kvantitatívnych noriem pre praskliny, čo je medzera vo výskume i predpoklad pre automatizáciu nástrojov
Referencie
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A. (1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Prečo hrubý kartón pri skladaní praská a belie?
- Pretože smer skladu je kolmý na smer vlákna papiera (grain direction). Pri skladaní sa vlákna na vonkajšej strane skladu náhle priečne pretrhnú a povrchový náter stratí oporu, čím sa odhalí biela papierová vrstva. Tento jav je výraznejší pri hrubších papieroch a väčšom množstve náteru
- Čo znamená dlhé a krátke vlákno?
- Dlhé vlákno znamená, že smer vlákien je rovnobežný s dlhou stranou listu, krátke vlákno znamená rovnobežnosť s krátkou stranou. Smer sám o sebe nie je lepší ani horší; kľúčové je, či hlavný sklad výrobku súhlasí so smerom týchto vlákien
- Dokáže ryhovanie úplne odstrániť praskliny pri sklade?
- Nedokáže úplne, ale výrazne ich potlačí. Ryhovanie vytvorí v mieste skladu vopred pripravenú drážku, čím koncentruje sklad do oslabenej dráhy. Sklad proti smeru vlákna však môže aj po ryhovaní pružiť a roztvárať sa, pričom príliš hlboké ryhovanie môže povrch narušiť
- Ako si môžem sám overiť smer vlákna papiera?
- Existujú tri testy: pri trhaní v smere vlákna je rez rovnejší, proti smeru je kľukatý; pri ohýbaní má papier v smere vlákna menší odpor a prirodzenejší oblúk; po navlhčení jednej strany sa papier skrúti v smere kolmom na vlákna
- Musím pri objednávke tlače špecifikovať smer vlákna?
- Áno. Ak má výrobok fixný smer skladu, pri výbere papiera a zadaní formátu treba požadovať príslušný smer vlákien (dlhé alebo krátke) a požiadavky na smer vlákien a ryhovanie uviesť v objednávke ako technickú špecifikáciu. Je to najlacnejší spôsob prevencie prasklín