Введение: Трещины на сгибах как недооцененная исследовательская проблема
Трещины и «просветы» на сгибах — один из самых распространенных, но наименее систематически обсуждаемых дефектов качества в индустрии дизайна и печати. Когда плотный картон или мелованная бумага сгибаются по линии бига, на поверхности вдоль сгиба появляются мелкие разрывы, через которые проглядывает основа — в индустрии это часто называют «отслоением краски» или «растрескиванием». На первый взгляд это кажется проблемой качества краски или бумаги, но на самом деле корень лежит в фундаментальном материальном факторе: направлении волокон бумаги (grain direction), то есть основном направлении расположения волокон, возникшем в процессе производства бумаги
Основные вопросы, на которые отвечает эта статья:
・Три:
・Во-первых, почему направление волокон определяет, будет ли сгиб трескаться
・Во-вторых, каков физический механизм разрушения поверхностного слоя при сгибе против волокон
・В-третьих, в чем заключается эффективность и пределы границ биговки (creasing) как средства постпечатной корректировки. Вклад этой статьи заключается в синтезе разрозненной литературы по материаловедению, измерению древесины и обработке картона в объяснительную модель для полиграфической практики, на основе которой выводятся операционные выводы для тайваньской индустрии
Актуальность этой темы для тайваньской индустрии дизайна и печати заключается в структуре, где доминируют малые и средние типографии и внештатные дизайнеры. Это приводит к тому, что управление волокнами долгое время остается на уровне эмпирических знаний мастеров, а не спецификаций, которые можно задать и проверить. Когда заказы смещаются в сторону продукции с большим количеством сгибов (твердые переплеты, брендовая упаковка, визитки высокой плотности), затраты на списание целых тиражей из-за неверной оценки волокон часто оказываются гораздо выше затрат на коммуникацию по спецификации бумаги на ранних этапах. Статья утверждает, что рассматривать направление волокон как управляемый объект, а не как вопрос удачи, является ключевым моментом для повышения местного качества постпечатной обработки
Обзор литературы и текущей ситуации: Кластеризация знаний от расположения волокон до механики сгиба
Существующие дискуссии можно разделить на три группы в зависимости от фокуса внимания. Они дополняют друг друга в вопросах «как определять и измерять волокна», но оставляют пробелы в вопросе «как волокна влияют на разрушение при сгибе»
Первая группа литературы фокусируется на измерении и определении направления волокон (grain direction). Древесиноведение еще в исследовании [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92) пыталось предсказать внутреннее расположение волокон без повреждения коры, показывая, что направление волокон как физическая величина долгое время рассматривалось как измеримый и предсказуемый атрибут материала [3]. Ценность этой перспективы в том, что она превращает «текстуру» из размытого визуального впечатления в инженерный параметр, обладающий направленностью и повторяемостью измерений. Хотя направление волокон бумаги возникает при производстве, а не в процессе роста дерева, оно наследует ту же базовую предпосылку о «преимущественном направлении расположения волокон»
Вторая группа литературы фокусируется на ремесленном определении и семантике биговки (creasing). Оксфордский словарь английского языка (OED) фиксирует эволюцию значений сгибов и биговки соответственно для [creasing как существительного](https://doi.org/:
・10.1093/oed/
・7741172096) и [creasing как прилагательного](https://doi.org/
・10.1093/oed/
・9034901663), отражая тот факт, что действие «создания контролируемой линии сгиба на материале» имеет устойчивые языковые соответствия [2][4]. В данной статье анализируется, что биговка стала самостоятельным производственным термином именно потому, что это не просто «сгибание», а процесс, намеренно направляющий разрушение материала
Третья группа литературы рассматривает биговку на механическом и физическом уровнях. [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) включает свойства биговки картона в стандартизированную базу, показывая, что прочность сгиба, упругость и разрушение — это не случайные величины, а инженерные показатели, которые можно нормировать и тестировать [1]. Тематические рубрикаторы физики также выделяют [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) как отдельный элемент механики, что означает, что поверхностное смятие и формирование сгибов имеют универсальные механизмы, поддающиеся изучению в механике материалов [5]
Синтез этих трех групп литературы выявляет структурный пробел: литература по измерениям доказывает, что направление волокон можно определить, литература по процессам и механике доказывает, что биговку можно нормировать, но мало исследований напрямую связывают цепочку причинности «направление волокон» и «растрескивание сгиба» в контексте полиграфической практики. Данная статья призвана восполнить этот разрыв в объяснении перехода от свойств материала к дефектам на производстве
Физическая природа и классификация направления волокон
В этом разделе сначала определяется физическая природа направления волокон как основа для последующего анализа сгибов
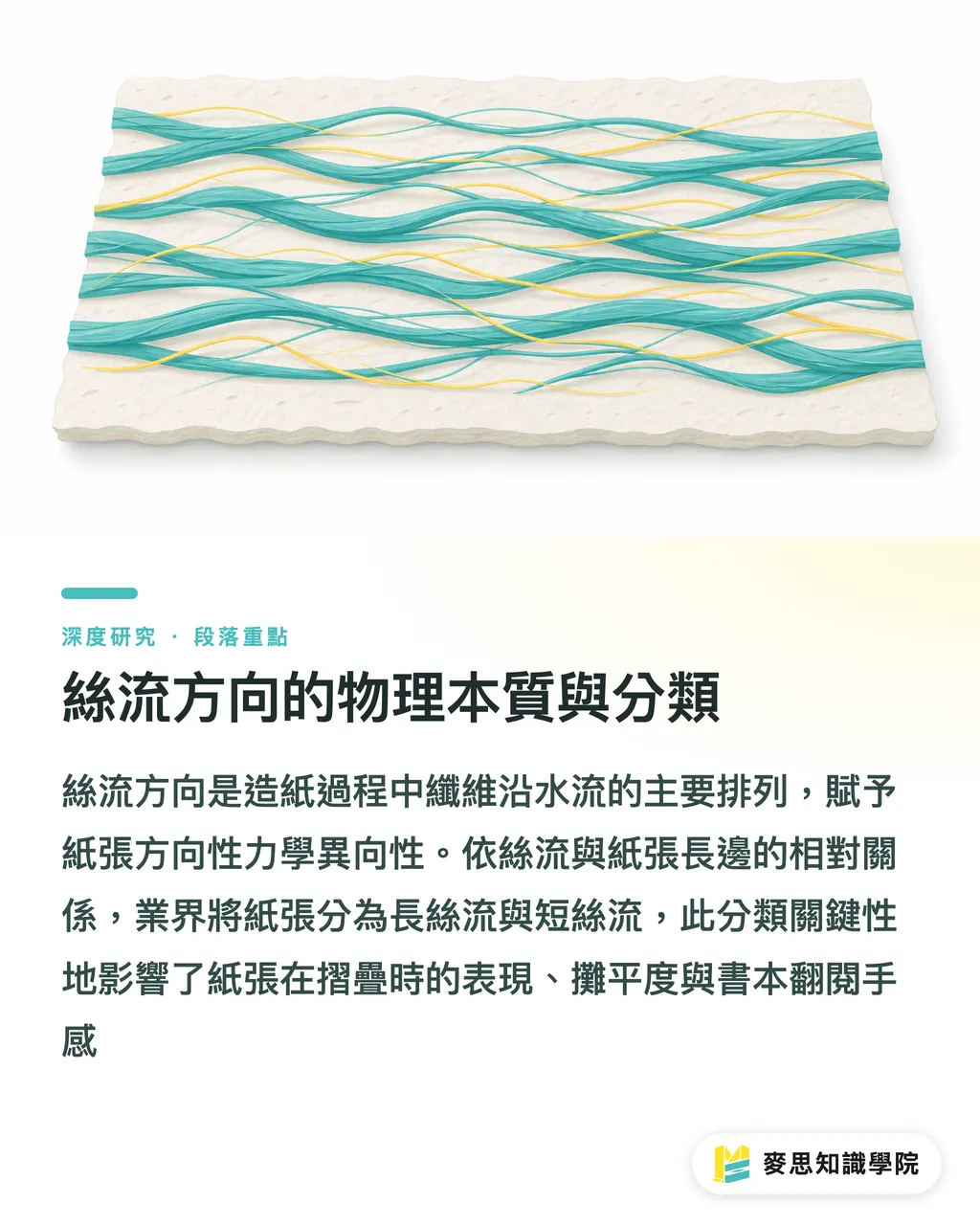
Направление волокон означает преимущественное направление расположения волокон в процессе производства бумаги на бумагоделательной машине под воздействием потока воды. Поскольку бумажная масса при отливе движется вдоль сетки, волокна стремятся выровняться параллельно направлению движения машины (machine direction), формируя распознаваемую преимущественную ориентацию. Опираясь на предпосылку о том, что направление волокон является измеримой физической величиной [3], бумага обладает механической анизотропией: прочность на растяжение выше вдоль волокон, а удлинение ниже, и наоборот — в перпендикулярном направлении
В зависимости от соотношения направления волокон и длинной стороны листа, индустрия делит бумагу на «длинноволокнистую» (long grain) и «коротковолокнистую» (short grain). Длинноволокнистая — это когда волокна параллельны длинной стороне листа, коротковолокнистая — параллельны короткой. Практическое значение этой классификации в том, что она определяет, будет ли линия сгиба при конкретном формате раскроя проходить вдоль или поперек волокон. В статье анализируется, что сами по себе типы волокон не являются плохими или хорошими, ключевым является то, совпадает ли направление линии сгиба готового изделия с направлением волокон
Анизотропия волокон влияет на многие показатели помимо сгибания. Бумага с волокнами вдоль листа легче раскладывается ровно, а поперек — пружинит и образует волны из-за того, что волокна вынуждены сгибаться поперек. Эта особенность влияет на то, как книга открывается и насколько удобно листать страницы: если волокна параллельны корешку, сопротивление при листании ниже, а раскрываемость лучше; в противном случае страницы стремятся приподняться, а листание идет жестко. Поэтому направление волокон — это не только причина трещин на сгибах, но и потенциальный фактор качества переплета
Механизм разрушения при сгибе поперек волокон: разрыв поверхности и «отслоение»
В этом разделе анализируется основной механизм появления трещин: почему сгиб против волокон приводит к разрыву поверхностных волокон и обнажению белой основы
Сгибание по своей сути является деформацией изгиба, при которой внешняя сторона линии сгиба растягивается, а внутренняя сжимается. Когда линия сгиба параллельна волокнам (сгиб по волокну), сгиб проходит вдоль слабых мест между волокнами, и они могут разойтись, не разрываясь поперек, поэтому поверхность сохраняет целостность. Напротив, при сгибе перпендикулярно волокнам (сгиб против волокна) процесс вынуждает огромное количество волокон одновременно разрываться поперек на внешней стороне сгиба. Мелованный слой и слой краски теряют поддержку основы и трескаются вдоль линии сгиба, образуя видимые глазу белые трещины и эффект отслоения. Опираясь на взгляд, что биговка является нормируемым актом разрушения [1], мы понимаем это как проблему того, «совпадает ли путь разрушения со слабыми местами материала»
Чем плотнее и тяжелее бумага, тем заметнее этот механизм. При сгибании плотного картона расстояние между внешней поверхностью и нейтральной осью больше, что означает, что при том же угле сгиба поверхностный слой подвергается большему растяжению. Когда это напряжение превышает предел растяжения мелованного слоя и поверхностных волокон, происходит разрыв. Это объясняет, почему тонкая бумага при сгибе против волокон часто дает лишь легкие складки, а плотный картон — сразу трещины. Литература по физике относит образование складок и сгибов к отдельным механическим явлениям [5], что подтверждает описание концентрации напряжений, приводящей к разрушению поверхности
Риск для мелованной бумаги выше, чем для немелованной. Мелованный слой — это минеральное покрытие, нанесенное на поверхность волокон, которое обладает ограниченной пластичностью, а его предел деформации ниже, чем у самих волокон. Поэтому при одинаковых условиях сгибания на мелованной поверхности трещины появляются раньше. Вот почему плотная мелованная бумага и картон легче всего трескаются на сгибах, в то время как рыхлая немелованная художественная бумага относительно терпима. В данной статье анализируется, что степень серьезности трещин — это результат произведения трех факторов: «направление волокон, толщина бумаги, поверхностное мелование», а не результат одной причины
Биговка как метод корректировки: механизмы, эффективность и границы
В этом разделе оцениваются механизмы действия биговки как средства корректировки сгибов против волокон и пределы её границ
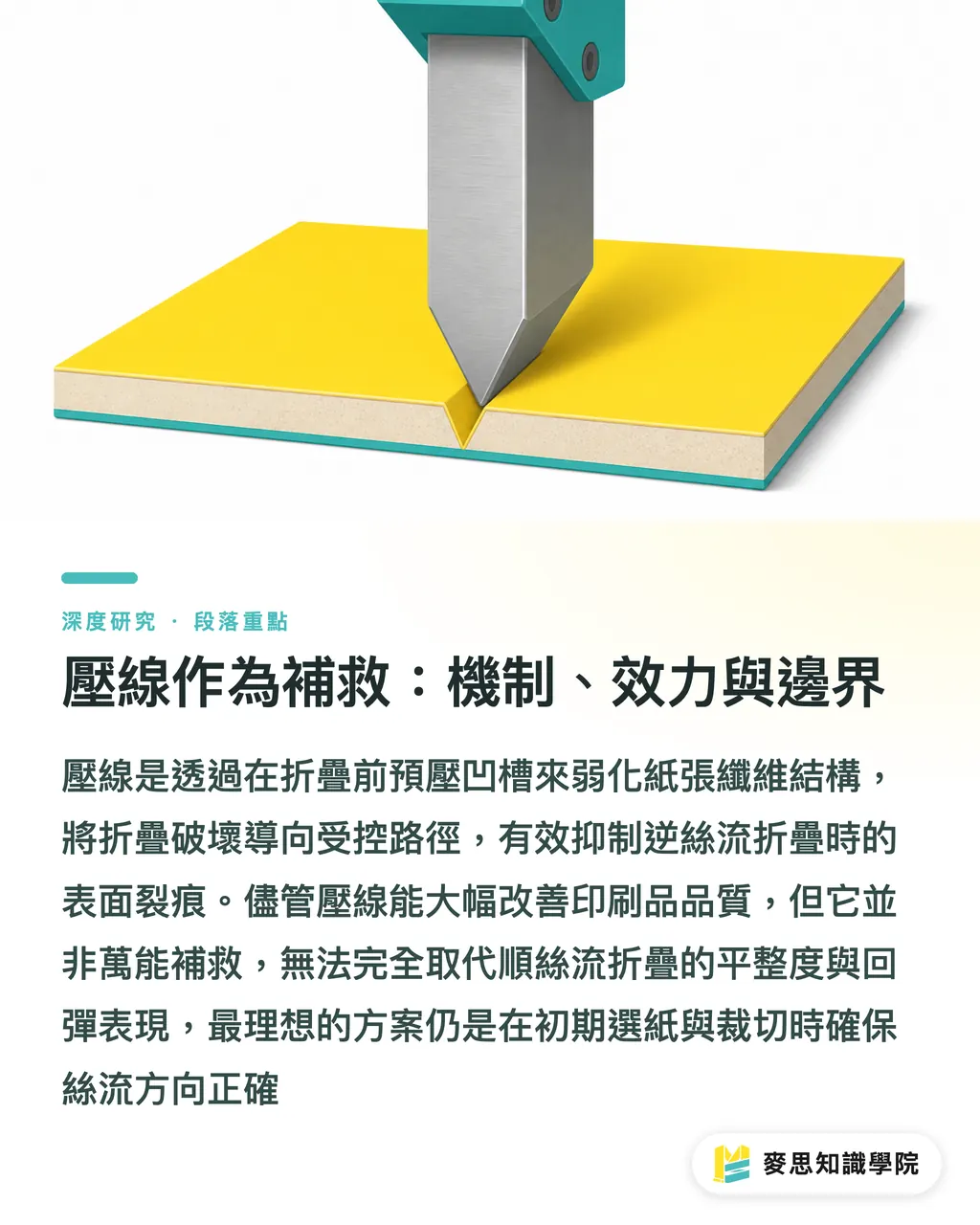
Биговка — это процесс предварительного создания желоба на линии сгиба с помощью стальной линейки или матрицы перед фактическим сгибанием. Оксфордский словарь английского языка отражает, что термин creasing (биговка) давно имеет устоявшееся значение «предварительного создания контролируемой линии сгиба» [2][4]. Механический принцип состоит в том, что биговка предварительно продавливает структуру волокон картона в месте сгиба, перераспределяя толщину материала. Это позволяет при последующем сгибании сконцентрировать деформацию именно в этом ослабленном желобе, а не позволять поверхности принудительно разрываться поперек в неподготовленном состоянии. Другими словами, биговка не устраняет разрушение, а перенаправляет его по контролируемому внутреннему пути
Эффективность биговки уже включена в стандартизированную инженерную базу. Нормирование свойств биговки картона показывает, что прочность сгиба и характер разрушения могут быть протестированы и заданы [1]. Исходя из этого, в статье делается вывод, что подбор глубины биговки, ширины ножа и паза матрицы должен регулироваться в зависимости от толщины бумаги и направления волокон: линии сгиба против волокон обычно требуют более глубокой и широкой настройки биговки, чтобы компенсировать сложность естественного разделения поперечных волокон. При правильной настройке параметров трещины на поверхности при сгибе против волокон можно значительно минимизировать, возвращая изделие к качеству, приемлемому для сдачи
Однако биговка не является универсальным средством, её границы должны быть честно обозначены:
・Во-первых, биговка не может полностью восстановить плоскостность и упругость, характерные для сгиба по волокну; сгиб против волокон даже после биговки может иметь большее стремление к раскрытию (пружинить)
・Во-вторых, слишком глубокая биговка сама по себе может продавить поверхность, превращая «отслоение после сгиба» в «разрыв прямо в процессе биговки»
・В-третьих, биговка увеличивает количество операций и стоимость постпечатной обработки, что не всегда оправдано для малых тиражей и дешевой продукции. В статье анализируется, что биговку следует понимать как компенсацию ошибки выбора направления волокон, а не как альтернативу раннему заданию волокон; наиболее экономически эффективный подход по-прежнему заключается в том, чтобы на этапе выбора бумаги и раскроя линия сгиба проходила по волокну
Определение направления волокон является предпосылкой для принятия этих решений. На практике обычно используют три метода неразрушающего или полуразрушающего тестирования: тест на разрыв (вдоль волокон разрыв ровнее, поперек — более кривой и неровный); тест на изгиб (согнуть бумагу в обоих направлениях — там, где сопротивление меньше, а дуга плавнее, находится направление волокон); тест на намокание (бумага при намокании с одной стороны закручивается вдоль перпендикулярного волокнам направления из-за большего расширения поперечных волокон при намокании). Опираясь на традицию того, что направление волокон можно измерить или предсказать [3], эти тесты по своей сути основаны на использовании направленной механической или влажностной реакции для обратного определения внутреннего расположения волокон
Значение для индустрии дизайна и печати Тайваня
В этом разделе вышеупомянутые механизмы трансформируются в операционные выводы для трех ролей в тайваньской индустрии с разбором влияния на процессы, затраты и сроки
Для малых и средних типографий ключ к управлению волокнами заключается в превращении негласных знаний в проверяемые процессы. Конкретные шаги включают: маркировку направления волокон для каждого листа бумаги при приемке и при планировании раскроя приоритетное планирование основных линий сгиба изделий по волокну; для макетов, которые неизбежно должны сгибаться против волокон, по умолчанию добавлять операцию биговки и создавать таблицу параметров биговки, соответствующих плотности бумаги. Стоимость этого шага — это в основном увеличение времени на предварительную коммуникацию и верстку, но по сравнению с перепечаткой всего тиража из-за трещин на сгибах возврат инвестиций очевиден. В статье анализируется, что документирование параметров волокон и биговки также помогает снизить зависимость от опыта одного мастера
Для дизайнеров значение заключается в том, чтобы сделать направление волокон частью предварительного обдумывания при подготовке файла, а не пассивно принимать результат после передачи в печать. При проектировании DM-листовок, обложек книг в твердом переплете, разверток коробок дизайнеры должны активно обозначать положение и направление линий сгиба и при оформлении заказа подтверждать в типографии, проходит ли сгиб по волокну. Если направление сгиба изделия фиксировано, при выборе бумаги и спецификации её формата следует требовать соответствующий тип волокна (длинноволокнистый или коротковолокнистый). Опираясь на анализ ограниченной пластичности мелованного слоя [1][5], дизайнерам следует быть особенно осторожными с дизайном сгибов для плотной мелованной бумаги, при необходимости активно требуя биговку или переходя на более терпимые немелованные материалы
Для брендов цена ошибки в определении направления волокон часто проявляется в сроках сдачи и единообразии тиража. Трещины на сгибах влияют не только на качество отдельного экземпляра, но и вызывают колебания процента брака и задержки в производстве массовых партий. Бренды при составлении спецификаций на упаковку или печатную продукцию должны включать спецификацию волокон и требования к биговке в спецификацию заказа как договорные условия качества, а не как устные договоренности. Статья утверждает, что повышение статуса направления волокон из «внутренней технической детали типографии» до «части закупочной спецификации» является эффективным рычагом для обеспечения единообразия партии брендом
В целом, общим выводом для всех трех ролей является: направление волокон — это фактор, который должен быть определен до того, как будут утверждены линии сгиба. Как только формат изделия и направление сгиба зафиксированы, направление волокон становится пассивным, и впоследствии его можно лишь частично корректировать биговкой. Перенос точки принятия решения на этап выбора бумаги и раскроя — это самая дешевая точка вмешательства для обеспечения качества
Заключение и ограничения
Статья отвечает на три исследовательских вопроса, поставленных во введении:
・Во-первых, направление волокон определяет, будет ли сгиб трескаться, из-за механической анизотропии бумаги: относительное положение линии сгиба и расположения волокон определяет, совпадает ли путь разрушения со слабыми местами материала [3][5]
・Во-вторых, механизм разрыва поверхности при сгибе против волокон заключается в одновременном поперечном разрыве большого количества волокон на внешней стороне линии сгиба, из-за чего мелованный слой теряет поддержку и трескается, и этот эффект усиливается с увеличением толщины бумаги и степени меловки [1]
・В-третьих, биговка как метод корректировки работает по принципу перенаправления разрушения в заранее продавленный контролируемый желоб; её эффективность значительна, но не может полностью восстановить показатели сгиба по волокну, к тому же существуют пределы прочности (продавливание) и затрат [1][2][4]
Следует раскрыть ограничения данного исследования. Во-первых, большинство цитируемой литературы относится к уровню определений, измерений и стандартизированных баз, не хватает количественных экспериментальных данных о порогах образования трещин для конкретных видов бумаги и углов сгиба, поэтому выводы о влиянии толщины и меловки в основном являются механистическими предположениями, а не результатами измерений. Во-вторых, методы определения волокон (разрыв, изгиб, намокание) являются эмпирическими, их интерпретация зависит от опыта оператора, количественные стандарты требуют разработки в будущих исследованиях. В-третьих, данная статья не охватывает взаимодействие влажности среды, видов волокон и влияния вторичного сырья на поведение при сгибании, эти переменные могут быть еще сложнее в переработанной бумаге и специальных материалах
Для будущих направлений исследований предлагается создать экспериментальные контрольные данные «плотность, направление волокон, параметры биговки, уровень трещин после сгиба» для часто используемых на Тайване картона, художественной и переработанной бумаги, чтобы превратить механическую базу этой статьи в производственные параметры, которые можно использовать непосредственно по таблице. Только так можно продвинуть управление волокнами от интуитивного чувства опытных мастеров к инженерным спецификациям, которые можно находить и проверять
Основные выводы
・Основная причина отслоения краски на сгибе — не краска или качество бумаги, а несоответствие направления сгиба и направления волокон (grain direction)
・Сгиб против волокон вынуждает волокна разрываться поперек на внешней стороне сгиба, мелованный слой теряет поддержку и обнажает белую основу; чем плотнее бумага и толще слой меловки, тем серьезнее проблема
・Биговка (creasing) позволяет направить разрушение в контролируемый желоб, чтобы минимизировать трещины, но не может полностью восстановить плоскостность сгиба по волокну, к тому же имеет пределы по риску прорыва поверхности и стоимости
・Три метода теста: на разрыв, на изгиб и на намокание — могут полуколичественно обратно определить направление волокон как предварительное суждение при выборе бумаги и верстке
・Наиболее экономически эффективный способ — следить за тем, чтобы линия сгиба проходила по волокну на этапе выбора бумаги и раскроя, а не исправлять последствия биговкой
Размышления
Для полиграфического производства следующим шагом в управлении волокнами является превращение интуиции мастеров в библиотеку параметров биговки, соответствующих плотности и направлению волокон, чтобы уменьшить зависимость от одного человеческого фактора. Со стороны дизайна направление линий сгиба должно обозначаться на этапе подготовки файла, что позволит обратно вычислить требуемое направление волокон при заказе бумаги, делая направление волокон дизайнерским решением, а не «ставкой» после сдачи в печать. Что касается внедрения ИИ и SaaS, наиболее перспективной точкой входа является создание структурированного набора данных «вид бумаги, плотность, направление волокон, угол сгиба, уровень трещин», чтобы программное обеспечение для верстки могло автоматически предупреждать о сгибах против волокон до утверждения макета и предлагать настройки биговки. Нерешенная проблема заключается в том, что в настоящее время отсутствуют открытые количественные стандарты для определения волокон и порогов растрескивания, что является одновременно пробелом в исследованиях и критически важной предпосылкой для инструментализации отрасли
Список литературы
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Почему плотный картон трескается и обнажает белую основу при сгибе?
- Потому что направление линии сгиба перпендикулярно направлению волокон (grain direction) бумаги. При сгибании волокна на внешней стороне линии сгиба принудительно разрываются поперек, а поверхностный мелованный слой теряет поддержку и трескается, обнажая белую бумажную основу. Чем плотнее бумага и больше мелованного покрытия, тем отчетливее это явление
- Что такое длинноволокнистая и коротковолокнистая бумага?
- Длинноволокнистая бумага — это когда направление волокон параллельно длинной стороне листа, коротковолокнистая — параллельно короткой. Сами по себе они не имеют преимуществ друг перед другом, ключевым является то, совпадает ли основная линия сгиба изделия с направлением волокон
- Может ли биговка полностью решить проблему трещин на сгибе?
- Полностью решить — нет, но значительно минимизировать — да. Биговка заранее продавливает контролируемый желоб на линии сгиба, направляя сгибание в ослабленный путь. Однако сгибы против волокон даже после биговки могут пружинить и раскрываться, а слишком глубокая биговка может прорвать поверхность
- Как самостоятельно определить направление волокон в бумаге?
- Можно использовать три теста: при разрыве вдоль волокон разрыв ровнее, поперек — более неровный; при изгибе сопротивление меньше, а дуга плавнее там, где волокна проходят вдоль; при намокании с одной стороны бумага скручивается вдоль перпендикулярного волокнам направления
- Нужно ли специально указывать направление волокон при заказе печати?
- Да. Если у изделия есть фиксированное направление сгиба, следует при выборе бумаги и спецификации формата листа требовать соответствующий тип (длинноволокнистый или коротковолокнистый), а также вносить требования по направлению волокон и биговке в спецификацию заказа. Это самый экономичный способ защиты от растрескивания