Introducere: Crăparea la pliere ca o problemă de cercetare subestimată
Crăpăturile și pierderea cernelii la nivelul pliului sunt unele dintre cele mai frecvente, dar cel mai puțin discutate sistematic defecte de calitate din industria de design și tipar. Atunci când un carton gros sau un carton dublu cretat este pliat de-a lungul unei linii de pliere, stratul superior prezintă micro-rupturi de-a lungul pliului, iar culoarea de bază expune stratul alb, fenomen cunoscut în industrie sub numele de „explozie de culoare” sau „crăpare”. Acest fenomen pare, la suprafață, a fi o problemă de calitate a cernelii sau a hârtiei, dar rădăcina sa constă într-o variabilă fundamentală a materialului: direcția fibrei (grain direction), adică orientarea principală a fibrelor în procesul de fabricare a hârtiei
Întrebările centrale la care acest articol dorește să răspundă sunt:
・Trei aspecte:
・În primul rând, de ce direcția fibrei determină dacă plierea va crăpa
・În al doilea rând, care este mecanismul fizic prin care plierea contra fibrei duce la ruperea stratului de suprafață
・În al treilea rând, care este eficacitatea și limita biguirii (creasing) ca metodă de remediere post-tipar. Contribuția acestui articol constă în sintetizarea literaturii fragmentate care aparține științei materialelor, măsurătorilor lemnului și procesării cartonului într-un cadru explicativ orientat către practica tipografică, derivând astfel implicații operaționale pentru industria din Taiwan
Importanța acestei teme pentru industria de design și tipar din Taiwan rezidă în structura locală dominată de tipografii mici și mijlocii și designeri independenți, ceea ce a făcut ca managementul direcției fibrei să rămână mult timp o cunoaștere tacită a maeștrilor artizani, mai degrabă decât un parametru de specificație verificabil. Pe măsură ce comenzile se orientează către produse cu linii de pliere dense, precum agendele legate, cutiile de ambalaj de marcă și cărțile de vizită cu gramaj ridicat, costul rebuturilor cauzate de judecata eronată a fibrei este adesea mult mai mare decât costul comunicării privind direcția fibrei în etapa preliminară. Articolul susține că tratarea direcției fibrei ca pe un obiect de studiu gestionabil, și nu ca pe o chestiune de noroc, este punctul cheie pentru îmbunătățirea calității post-tipar la nivel local
Revizuirea literaturii și a situației actuale: Gruparea cunoștințelor de la aranjarea fibrelor la mecanica pliului
Discuțiile existente pot fi împărțite în trei grupuri în funcție de focalizare, fiind complementare în ceea ce privește „modul în care direcția fibrei este definită și măsurată”, dar lăsând lacune în ceea ce privește „modul în care fibra influențează ruperea la pliere”
Primul grup de literatură se concentrează pe măsurarea și definirea direcției fibrei (grain direction). Știința lemnului a încercat, încă din studiul Through-Bark Measurement of Grain Direction, să deducă orientarea fibrelor interne fără a distruge scoarța, arătând că direcția fibrei, ca mărime fizică, este considerată de mult timp o proprietate a materialului măsurabilă și predictibilă [3]. Valoarea acestei perspective constă în transformarea „texturii” dintr-o impresie vizuală vagă într-un parametru ingineresc cu direcționalitate și măsurabilitate repetabilă. Deși direcția fibrei hârtiei provine din fabricarea acesteia și nu din creșterea copacilor, ea moștenește același principiu de bază conform căruia „fibrele au o direcție de aranjare dominantă”
Al doilea grup de literatură se concentrează pe definirea artizanală și semantică a biguirii (creasing). „Oxford English Dictionary” a inclus evoluția semantică a pliului și amprentei atât pentru substantivul creasing, cât și pentru adjectivul creasing, reflectând faptul că acțiunea de „prefabricare a unei linii de pliere controlate pe un material” are de mult timp o referință stabilă în limbaj [2][4]. Analiza noastră sugerează că motivul pentru care biguirea a devenit un termen tehnologic independent este că nu este doar un „pliu” simplu, ci un proces de ghidare deliberată a căii de distrugere a materialului
Al treilea grup de literatură tratează comportamentul de biguire din perspectivă mecanică și fizică. Creasing properties of carton board a inclus proprietățile de biguire a cartonului într-un cadru standardizat, arătând că rezistența pliului, elasticitatea și ruperea nu sunt aleatorii, ci indicatori inginerești care pot fi reglementați și testați [1]. Clasificarea temelor de fizică a inclus, de asemenea, Creasing ca un element de fenomen mecanic independent, ceea ce înseamnă că formarea cutei de suprafață și a pliului are un mecanism universal care poate fi studiat în mecanica materialelor [5]
Combinând cele trei grupuri de literatură, se poate observa o lacună structurală: literatura despre măsurare dovedește că direcția fibrei poate fi definită, literatura despre procese și mecanică dovedește că biguirea poate fi reglementată, dar puține studii leagă direct „direcția fibrei” cu „dacă plierea va crăpa” într-un context de practică tipografică. Punctul de intrare al acestui articol este tocmai completarea acestei falii explicative între proprietățile materialului și defectele liniei de producție
Esența fizică și clasificarea direcției fibrei
Această secțiune definește mai întâi esența fizică a direcției fibrei ca bază pentru analiza ulterioară a pliului
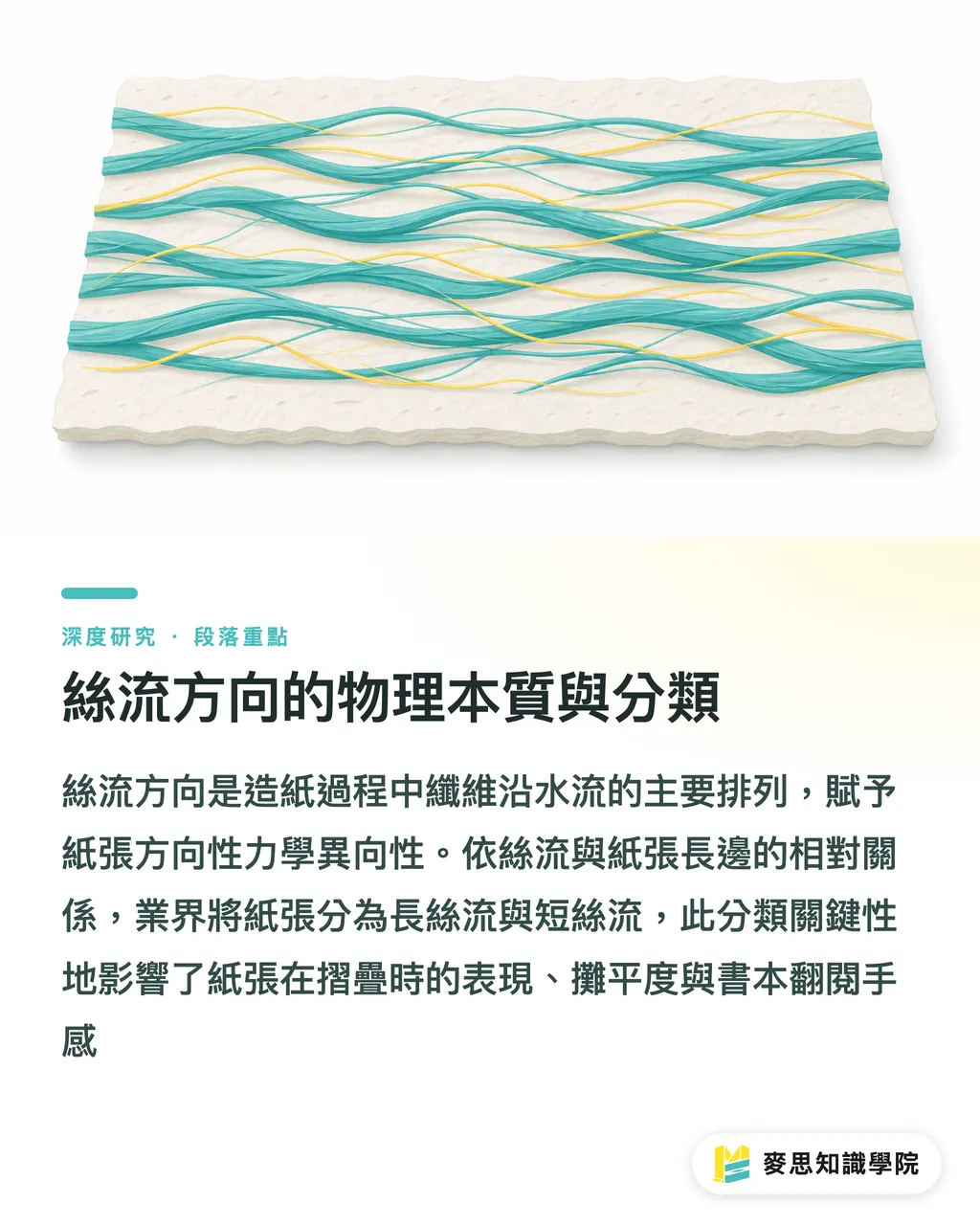
Direcția fibrei se referă la direcția în care fibrele se aliniază predominant odată cu fluxul de apă pe sita de formare în timpul procesului de fabricare a hârtiei. Deoarece pasta de hârtie se extinde de-a lungul direcției de curgere a sitei în timpul formării, fibrele tind să se alinieze cu direcția de funcționare a mașinii (machine direction), formând o aliniere predominantă identificabilă. Moștenind premisa că direcția fibrei este o mărime fizică măsurabilă [3], hârtia are astfel o anizotropie mecanică dependentă de direcție: rezistența la tracțiune este mai mare de-a lungul fibrei și alungirea mai mică, în timp ce perpendicular pe fibră este invers
În funcție de relația dintre direcția fibrei și latura lungă a hârtiei, industria clasifică hârtia în fibră lungă (long grain) și fibră scurtă (short grain). Fibră lungă înseamnă că direcția fibrei este paralelă cu latura lungă, iar fibră scurtă înseamnă că este paralelă cu latura scurtă. Semnificația practică a acestei clasificări este că ea determină dacă linia de pliere va cădea în direcția fibrei sau contra fibrei la o dimensiune de tăiere specifică. Analiza noastră sugerează că nu există o superioritate inerentă între fibră lungă sau scurtă, cheia fiind dacă direcția liniei de pliere a produsului finit este în concordanță cu fibra
Anizotropia fibrei afectează, de asemenea, mai multe performanțe în afară de pliere. Hârtia cu fibră lungă este mai ușor de întins plat, în timp ce direcția contra fibrei produce elasticitate și ondulații deoarece fibrele sunt forțate să se îndoaie lateral. Această caracteristică afectează planeitatea cărții și ușurința de a întoarce paginile: atunci când fibra paginii este paralelă cu cotorul, rezistența la întoarcere este mai mică și planeitatea este mai bună; în caz contrar, paginile tind să se arcuiască și mișcarea este rigidă. Prin urmare, direcția fibrei nu este doar cauza crăpăturilor la pliere, ci și o variabilă potențială a calității legătoriei
Mecanismul de distrugere al plierii contra fibrei: Ruperea suprafeței și explozia de culoare
Această secțiune analizează mecanismul de bază al crăpăturilor la pliere, adică de ce plierea contra fibrei duce la ruperea fibrelor de suprafață și expunerea culorii albe
Plierea este, în esență, o deformare prin îndoire, unde materialul de pe partea exterioară a liniei de pliere este întins, iar cel de pe interior este comprimat. Atunci când direcția liniei de pliere este paralelă cu fibra (pliere în lungul fibrei), pliul se separă de-a lungul planului slab dintre fibre, iar fibrele pot fi separate natural în loc să fie rupte lateral, menținând astfel suprafața relativ intactă. Dimpotrivă, când direcția liniei de pliere este perpendiculară pe fibră (pliere contra fibrei), plierea forțează un număr mare de fibre să fie rupte simultan pe partea exterioară a liniei de pliere, iar stratul de acoperire și cel de cerneală se crapă de-a lungul pliului din cauza pierderii suportului materialului de bază, formând crăpături albe vizibile și explozii de culoare. Acceptând perspectiva biguirii ca un comportament distructiv reglementat [1], înțelegem acest lucru ca pe o problemă de „aliniere a căii de rupere cu punctele slabe ale materialului”
Cu cât hârtia este mai groasă și gramajul mai mare, cu atât acest mecanism este mai pronunțat. Atunci când cartonul gros este pliat, distanța dintre stratul exterior și axa neutră este mai mare, ceea ce înseamnă că, la același unghi de pliere, deformarea la tracțiune suportată de stratul de suprafață este mai mare. Când această deformare depășește limita de alungire a stratului de acoperire și a fibrelor de suprafață, apare ruperea. Acest lucru explică de ce hârtia subțire pliată contra fibrei prezintă adesea doar cute ușoare, în timp ce cartonul gros pliat contra fibrei crapă direct. Literatura fizică clasifică formarea cutelor și a pliurilor ca fenomene mecanice independente [5], ceea ce rezonează cu descrierea concentrării deformării care duce la distrugerea suprafeței
Riscul hârtiei cretate este mai mare decât cel al hârtiei necretate. Stratul de acoperire este un strat de vopsea minerală cu extensibilitate limitată care acoperă suprafața fibrelor, iar tulpina sa de rupere este mai mică decât cea a fibrei în sine. Prin urmare, în aceleași condiții de pliere, suprafața cretată crapă mai devreme. Acesta este motivul pentru care hârtia cretată cu gramaj ridicat crapă cel mai ușor la linia de pliere, în timp ce hârtia artistică necretată cu textură moale este relativ mai indulgentă. Analiza noastră sugerează că gradul de severitate al crăpăturilor la pliere este efectul multiplicator al trei variabile: „direcția fibrei, grosimea hârtiei, acoperirea de suprafață”, nu rezultatul unei singure cauze
Biguirea ca remediu: Mecanism, eficacitate și limite
Această secțiune evaluează mecanismul de acțiune și limitele biguirii ca mijloc de remediere pentru plierea contra fibrei
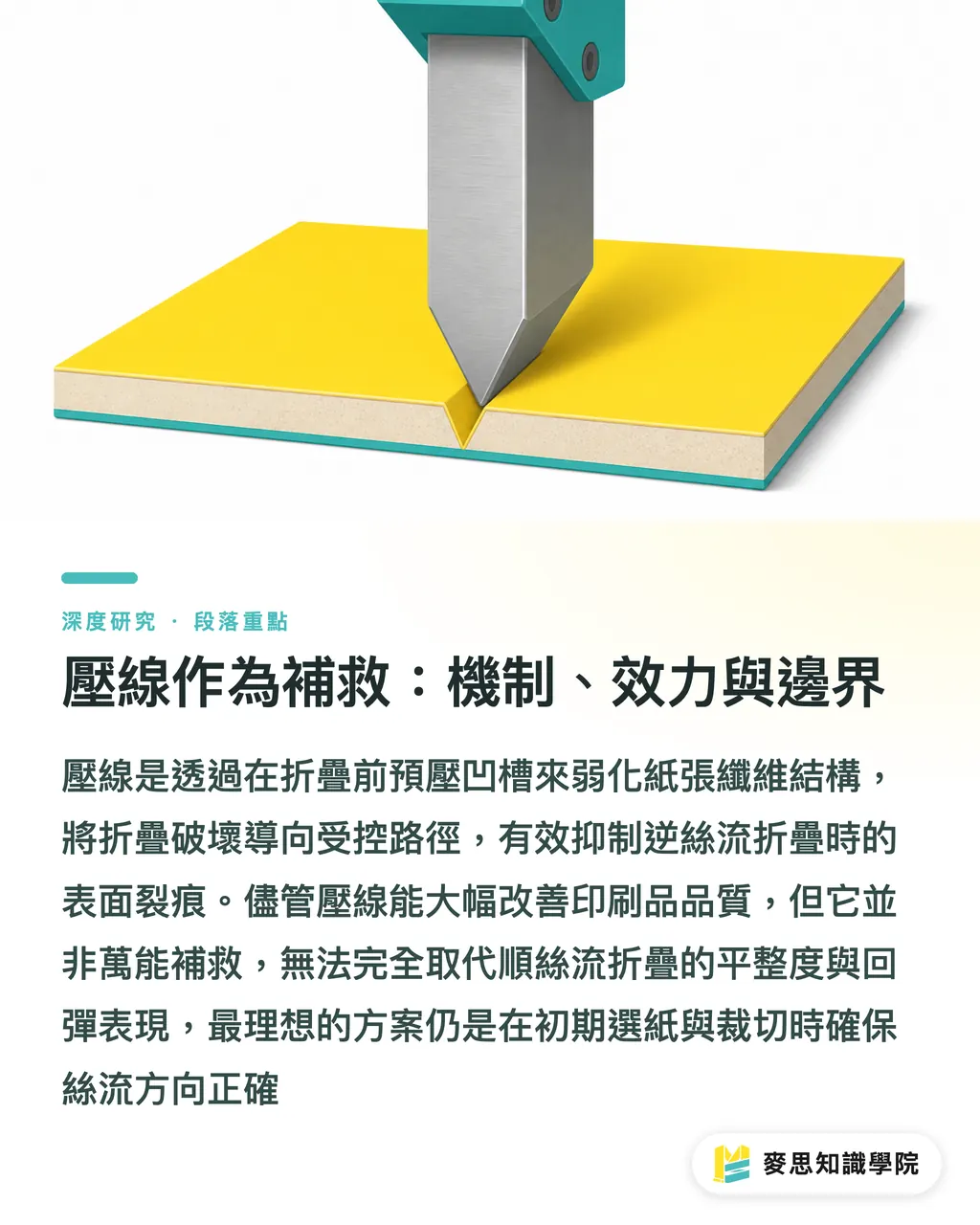
Biguirea este procesul de presare prealabilă a unei caneluri la poziția liniei de pliere cu un fir de oțel sau o matriță înainte de pliere. Semantica termenului „creasing” din „Oxford English Dictionary” reflectă faptul că acest comportament de „prefabricare a unei linii de pliere controlate” a avut de mult timp o referință stabilă [2][4]. Principiul său mecanic constă în faptul că biguirea strivește în prealabil structura fibrei cartonului la linia de pliere, redistribuind grosimea, astfel încât îndoirea ulterioară să se concentreze în această canelură deja slăbită, în loc să forțeze suprafața să se rupă lateral fără pregătire. Cu alte cuvinte, biguirea nu elimină distrugerea, ci redirecționează distrugerea către o cale interioară controlată
Eficacitatea biguirii a fost inclusă într-un cadru de inginerie standardizat. Practica reglementării proprietăților de biguire a cartonului arată că rezistența pliului și comportamentul de distrugere pot fi testate și setate [1]. Pe baza acestui fapt, deducem că potrivirea adâncimii biguirii, lățimii firului de oțel și a canelurii matriței inferioare trebuie ajustată în funcție de grosimea hârtiei și direcția fibrei: liniile de pliere contra fibrei necesită, de obicei, setări de biguire mai adânci și mai late pentru a compensa dezavantajul că fibrele transversale sunt mai greu de separat natural. Atunci când parametrii sunt potriviți corespunzător, crăpăturile de suprafață ale liniilor de pliere contra fibrei pot fi suprimate semnificativ, readucând calitatea plierii la un nivel acceptabil
Totuși, biguirea nu este un remediu universal, iar limitele sale trebuie dezvăluite sincer:
・În primul rând, biguirea nu poate restabili complet planeitatea și performanța de revenire a plierii în lungul fibrei; liniile de pliere contra fibrei pot menține o revenire mai mare chiar și după biguire, ducând la o deschidere ușoară după pliere
・În al doilea rând, o biguire prea adâncă poate ea însăși să spargă stratul de suprafață, transformând „crăparea după pliere” în „crăpare la biguire”
・În al treilea rând, biguirea crește costurile de producție a plăcilor și post-tipar, ceea ce nu este neapărat rentabil pentru comenzi mici și produse cu preț unitar scăzut. Analiza noastră sugerează că biguirea ar trebui înțeleasă ca o compensare post-factum pentru nepotrivirea fibrei, nu ca o alternativă la specificarea fibrei în etapa preliminară; cea mai rentabilă practică rămâne permiterea plierii în lungul fibrei în etapele de selecție a hârtiei și tăiere
Identificarea direcției fibrei este premisa deciziilor de mai sus. În practică, se utilizează adesea trei teste non-distructive sau semi-distructive: testul de rupere, unde ruperea în lungul fibrei este mai dreaptă, iar contra fibrei este mai curbată și neregulată; testul de îndoire, unde hârtia este îndoită în ambele direcții, cea cu rezistență mai mică și curbură mai lină fiind direcția fibrei; testul de umezire, unde hârtia se curbează perpendicular pe direcția fibrei după umezirea unei fețe, deoarece fibrele transversale se umflă mai mult la absorbția apei. Moștenind tradiția conform căreia direcția fibrei poate fi măsurată și dedusă [3], aceste teste se bazează în esență pe reacții mecanice sau de absorbție a umidității dependente de direcție pentru a deduce orientarea fibrelor interne
Implicații pentru industria de design și tipar din Taiwan
Această secțiune traduce mecanismele menționate anterior în implicații operaționale pentru cele trei tipuri de roluri din industria din Taiwan, discutând influența lor asupra fluxului, costului și calendarului
Pentru tipografiile mici și mijlocii, cheia managementului fibrei constă în transformarea cunoștințelor tacite într-un flux de lucru verificabil. Practicile specifice includ: marcarea direcției fibrei pentru fiecare top de hârtie la primire și prioritizarea aranjării liniei principale de pliere a produsului finit în lungul fibrei în timpul machetării pentru tăiere; pentru machetele care trebuie pliate contra fibrei, adăugarea implicită a procesului de biguire și stabilirea unui tabel de parametri de biguire corespunzător gramajului hârtiei. Costul acestei inițiative constă în principal în creșterea timpului de comunicare și machetare preliminară, dar față de costul retipăririi și pierderii materialului după crăparea întregului lot de pliuri, rentabilitatea investiției este clară. Analiza noastră sugerează că documentarea parametrilor fibrei și biguirii ajută, de asemenea, la reducerea dependenței de experiența unui singur maestru
Pentru designeri, implicația constă în includerea fibrei în gândirea prealabilă a pregătirii fișierelor, în loc să accepte pasiv rezultatul după tipărire. Designerii ar trebui să marcheze activ poziția și direcția liniilor de pliere atunci când planifică pliante, coperți de cărți legate sau desfășurate de ambalaje și să confirme cu tipografia dacă linia de pliere este în lungul fibrei la plasarea comenzii. Dacă direcția liniei de pliere a produsului este fixă, atunci ar trebui solicitată fibra lungă sau scurtă corespunzătoare la selectarea hârtiei și specificarea dimensiunii. Acceptând analiza conform căreia stratul de acoperire are extensibilitate limitată [1][5], designerii trebuie să fie deosebit de prudenți cu designul liniilor de pliere pentru hârtia cretată cu gramaj ridicat, solicitând activ biguirea sau utilizând materiale necretate mai tolerante atunci când este necesar
Pentru branduri, prețul judecării eronate a fibrei se reflectă adesea în termenul de livrare și consistență. Crăparea la pliere nu afectează doar calitatea unei singure piese, ci cauzează fluctuații de randament și întârzieri în producția de masă. Atunci când brandurile definesc specificațiile de ambalare sau publicare, ar trebui să scrie cerințele de specificare a fibrei și biguirii în specificațiile de achiziție ca și clauze de calitate acceptabile, nu ca simple înțelegeri verbale. Articolul susține că ridicarea fibrei de la „detaliu tehnic intern al tipografiei” la „parte a specificațiilor de achiziție” este o pârghie eficientă pentru ca brandurile să asigure consistența între loturi
În general, revelația comună pentru cele trei roluri este: fibra este o variabilă care ar trebui decisă înainte de determinarea liniei de pliere. Odată ce dimensiunea produsului finit și direcția liniei de pliere sunt blocate, fibra este formată pasiv și poate fi remediată doar parțial prin biguire ulterior. Mutarea punctului de decizie înainte de etapele de selecție a hârtiei și tăiere este punctul de intervenție a calității cu cel mai mic cost
Concluzii și limitări
Acest articol răspunde celor trei întrebări de cercetare ridicate în introducere după cum urmează:
・În primul rând, direcția fibrei determină dacă plierea va crăpa deoarece anizotropia mecanică a hârtiei face ca relația dintre direcția liniei de pliere și aranjarea fibrelor să domine dacă calea de distrugere este aliniată cu punctele slabe ale materialului [3][5]
・În al doilea rând, mecanismul prin care plierea contra fibrei duce la ruperea suprafeței este că un număr mare de fibre din exteriorul liniei de pliere sunt rupte simultan lateral, stratul de acoperire își pierde suportul și se sfărâmă, iar acest efect este amplificat odată cu grosimea hârtiei și gradul de acoperire [1]
・În al treilea rând, biguirea ca remediu funcționează prin ghidarea distrugerii către canelura pre-presată controlată; eficacitatea este considerabilă, dar nu poate restabili complet performanța plierii în lungul fibrei și are limite duble de spargere și cost [1][2][4]
Limitările acestui studiu trebuie dezvăluite. În primul rând, literatura citată în acest articol aparține în mare parte nivelului de cadru de definire, măsurare și standardizare și lipsește datele experimentale cantitative privind pragul de crăpare pentru tipuri specifice de hârtie la unghiuri de pliere specifice, astfel încât influența grosimii și acoperirii din text este mai mult o deducție mecanică decât o concluzie experimentală. În al doilea rând, testele de rupere, îndoire și umezire pentru identificarea fibrei sunt metode empirice, a căror interpretare depune în continuare efortul operatorului, iar standardele cantitative așteaptă să fie stabilite prin cercetări ulterioare. În al treilea rând, acest articol nu acoperă interacțiunea dintre umiditatea ambientală, tipurile de fibre și conținutul reciclat asupra comportamentului de pliere, variabile care pot fi mai complexe pentru hârtia reciclată și materiale speciale
Pentru direcțiile de cercetare viitoare, se recomandă stabilirea unor date experimentale comparative privind „gramajul, direcția fibrei, parametrii de biguire, gradul de crăpare după pliere” pentru hârtia cretată, hârtia artistică și hârtia reciclată utilizate frecvent în Taiwan, transformând cadrul mecanic al acestui articol în parametri de linie de producție care pot fi consultați direct. Doar așa managementul fibrei poate fi avansat cu adevărat de la senzația maeștrilor seniori la specificații inginerești care pot fi căutate și verificate
Rezumatul punctelor cheie
・Cauza rădăcină a crăpării la pliere nu este cerneala sau calitatea hârtiei, ci inconsecvența dintre direcția liniei de pliere și direcția fibrei (grain direction)
・Plierea contra fibrei va forța fibrele să fie rupte simultan lateral în exteriorul liniei de pliere, stratul de acoperire își pierde suportul și expune culoarea albă; cu cât hârtia este mai groasă și mai mult acoperită, cu atât este mai grav
・Biguirea (creasing) poate ghida distrugerea către o canelură controlată pentru a suprima crăpăturile, dar nu poate restabili complet planeitatea plierii în lungul fibrei și are limite duble de spargere și cost
・Trei teste (rupere, îndoire, umezire) pot deduce semi-cantitativ direcția fibrei ca judecată preliminară pentru selecția hârtiei și machetare
・Cea mai rentabilă practică este să lași linia de pliere în lungul fibrei în etapele de selecție a hârtiei și tăiere, în loc să te bazezi pe biguire ca remediu post-factum
Reflecții suplimentare
Pentru producția tipografică, următorul pas al managementului fibrei este transformarea senzației maeștrilor într-o bibliotecă de parametri de biguire care pot fi consultați, potrivind adâncimea și lățimea biguirii în funcție de gramaj și direcția fibrei, reducând dependența de resursa umană individuală. Pentru partea de design, direcția liniei de pliere ar trebui marcată în etapa de pregătire a fișierelor și ar trebui să conducă la specificarea fibrei lungi sau scurte a hârtiei, permițând fibrei să devină o decizie de design, nu un pariu după tipărire. Pentru introducerea IA și SaaS, cel mai potențial punct de intrare este stabilirea unui set de date structurate despre „tipul hârtiei, gramaj, fibră, unghi de pliere, gradul de crăpare”, permițând software-ului de machetare să avertizeze automat despre liniile de pliere contra fibrei înainte ca layout-ul să fie blocat și să sugereze setări de biguire. Problema de rezolvat este că identificarea fibrei și pragurile de crăpare încă duc lipsă de baze de referință cantitative publice, ceea ce reprezintă atât o lacună de cercetare, cât și o condiție preliminară cheie pentru instrumentalizarea industrială
Referințe bibliografice
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
Întrebări frecvente
- De ce cartonul gros crapă și se albește când este pliat?
- Deoarece direcția liniei de pliere este perpendiculară pe direcția fibrei hârtiei (grain direction), fibrele din exteriorul liniei de pliere sunt rupte simultan lateral în timpul plierii, iar stratul de acoperire de suprafață își pierde suportul și se sfărâmă, expunând stratul de hârtie alb. Cu cât hârtia este mai groasă și mai mult acoperită, cu atât fenomenul este mai evident
- Ce sunt fibră lungă și fibră scurtă?
- Fibră lungă înseamnă că direcția fibrei hârtiei este paralelă cu latura lungă, iar fibră scurtă înseamnă că direcția fibrei este paralelă cu latura scurtă. Nu există nicio superioritate între cele două, cheia fiind dacă linia principală de pliere a produsului finit este în concordanță cu direcția fibrei
- Poate biguirea să rezolve complet crăpăturile la pliere?
- Nu poate rezolva complet, dar poate suprima semnificativ crăpăturile. Biguirea presează o canelură controlată în linia de pliere pentru a ghida plierea să se concentreze pe calea slăbită, dar liniile de pliere contra fibrei pot încă să revină și să se deschidă după biguire, iar o biguire prea adâncă poate sparge stratul de suprafață
- Cum pot judeca singur direcția fibrei hârtiei?
- Există trei teste: ruperea în lungul fibrei este mai dreaptă, iar contra fibrei este mai neregulată; la îndoire, cea cu rezistență mai mică și curbură mai lină este direcția fibrei; după umezirea unei fețe, hârtia se va curba perpendicular pe direcția fibrei
- Trebuie să specific în mod special fibra la plasarea unei comenzi de tipărire?
- Da. Dacă produsul are o direcție fixă a liniei de pliere, ar trebui să solicitați fibra lungă sau scurtă corespunzătoare la selectarea hârtiei și specificarea dimensiunii și să scrieți cerințele de fibră și biguire în specificațiile de achiziție; aceasta este cea mai rentabilă metodă de prevenire a crăpăturilor