Wstęp: pęknięcia przy zginaniu jako niedoceniany problem badawczy
Pęknięcia i prześwity wzdłuż linii zgięcia należą do najczęstszych, a zarazem najrzadziej systemowo omawianych wad jakościowych w branży poligraficznej. Gdy gruby karton lub papier kredowy jest składany, na powierzchni wzdłuż linii zgięcia pojawiają się mikropęknięcia, odsłaniające biały środek – zjawisko to w branży nazywane jest często „pękaniem farby” lub „kruszeniem”. Choć pozornie wydaje się to problemem z jakością farby lub samego papieru, źródło tkwi w bardziej podstawowym czynniku materiałowym: kierunku włókien (grain direction), czyli głównym kierunku ułożenia włókien podczas procesu produkcji papieru
Kluczowe pytania, na które odpowiada niniejszy artykuł, to:
・Po pierwsze, dlaczego kierunek włókien determinuje, czy zgięcie pęknie
・Po drugie, jaki jest fizyczny mechanizm pękania powierzchni przy zginaniu w poprzek włókien
・Po trzecie, jaka jest skuteczność i ograniczenia bigowania (creasing) jako metody naprawczej. Wkładem niniejszej pracy jest synteza rozproszonej literatury z zakresu inżynierii materiałowej, pomiarów drewna i przetwórstwa tektury w spójne ramy objaśniające dla praktyki drukarskiej
Znaczenie tego zagadnienia dla branży projektowej i poligraficznej wynika z faktu, że w strukturze opartej na małych i średnich drukarniach zarządzanie kierunkiem włókien pozostaje wiedzą nieformalną, opartą na doświadczeniu, a nie na specyfikacjach, które można wyznaczyć i zweryfikować. W przypadku produktów takich jak notesy w twardej oprawie, pudełka czy wizytówki o wysokiej gramaturze, koszty braków spowodowanych błędną oceną kierunku włókien często przewyższają koszty komunikacji na etapie doboru papieru. Postulujemy traktowanie kierunku włókien jako zarządzalnego parametru badawczego, a nie kwestii przypadku
Przegląd literatury i stanu wiedzy: od ułożenia włókien do mechaniki zgięcia
Dotychczasowe dyskusje można podzielić na trzy grupy, które wzajemnie się uzupełniają w kwestii definicji i pomiaru włókien, ale pozostawiają luki w wyjaśnieniu ich wpływu na uszkodzenia przy zginaniu
Pierwsza grupa literatury dotyczy pomiaru i definicji usłojenia (grain direction). Nauki o drewnie już w badaniu Through-Bark Measurement of Grain Direction próbowały określić orientację wewnętrznych włókien bez niszczenia kory, co pokazuje, że kierunek włókien jest uznawany za mierzalną i przewidywalną właściwość materiałową [3]. Wartość tego ujęcia polega na przekształceniu „wzoru” z mglistego wrażenia wizualnego w parametr inżynierski
Druga grupa skupia się na definicji procesowej i semantyce bigowania (creasing). Słownik języka angielskiego Oxfordu, zawierający definicje creasing (rzeczownik) oraz creasing (przymiotnik), odzwierciedla ewolucję znaczenia, wskazując na „fabrykację kontrolowanej linii zgięcia na materiale” [2][4]. Analiza niniejszego artykułu wskazuje, że bigowanie jest celowym kierowaniem ścieżką zniszczenia materiału
Trzecia grupa literatury traktuje bigowanie od strony mechaniki i fizyki. Creasing properties of carton board wprowadza właściwości bigowania tektury w ramy standaryzacji, pokazując, że siła zgięcia, sprężystość i uszkodzenia nie są losowe, lecz mierzalne [1]. Klasyfikacja Physics Subject Headings również wymienia Creasing jako oddzielne zjawisko mechaniczne, co oznacza, że tworzenie się zmarszczek i zgięć posiada uniwersalne mechanizmy [5]
Wspólnym wnioskiem jest strukturalna luka: istnieje dowód na to, że kierunek włókien można zdefiniować, a bigowanie ustandaryzować, jednak rzadko łączy się to bezpośrednio w kontekście praktyki drukarskiej. Niniejszy artykuł ma na celu wypełnienie tej luki interpretacyjnej
Fizyczna natura i klasyfikacja kierunku włókien
W tej sekcji definiujemy naturę fizyczną kierunku włókien jako podstawę do analizy zgięć
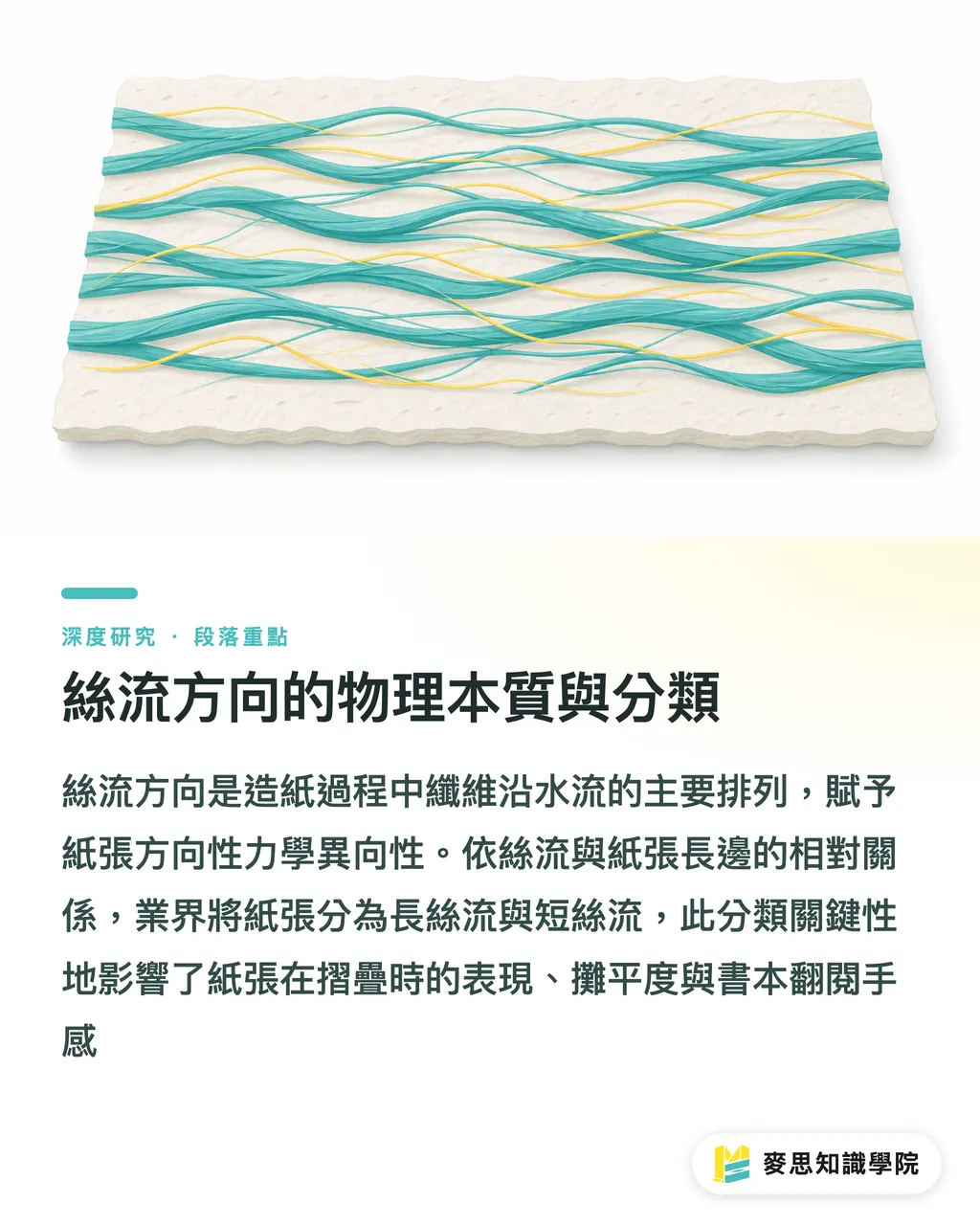
Kierunek włókien odnosi się do głównego ułożenia włókien wzdłuż przepływu wody podczas procesu formowania arkusza. Ze względu na rozciąganie pulpy wzdłuż kierunku pracy maszyny (machine direction), włókna mają tendencję do ustawiania się wzdłuż tego kierunku. Dziedzicząc założenie o kierunku włókien jako mierzalnej wielkości fizycznej [3], papier wykazuje anizotropię mechaniczną: wytrzymałość na rozciąganie jest wyższa wzdłuż włókien, a wydłużenie – niższe; w poprzek jest odwrotnie
W zależności od relacji włókien do dłuższego boku arkusza, branża dzieli papier na „długowłóknisty” (long grain) i „krótkowłóknisty” (short grain). Klasyfikacja ta decyduje o tym, czy linia zgięcia wypadnie zgodnie z kierunkiem włókien, czy w poprzek nich. Analiza wskazuje, że sam typ kierunku nie jest ani dobry, ani zły – kluczowe jest to, czy linia zgięcia jest zgodna z kierunkiem włókien
Anizotropia włókien wpływa na wiele cech poza zginaniem. Papier długowłóknisty łatwiej rozkłada się na płasko, podczas gdy krótkowłóknisty – ze względu na zmuszenie włókien do poprzecznego zginania – wykazuje większą sprężystość i tendencję do falowania. Wpływa to na jakość książek: gdy włókna są równoległe do grzbietu, opór przy przewracaniu jest mniejszy, a otwieralność lepsza
Mechanizm zniszczenia przy zginaniu w poprzek włókien: pęknięcia powierzchniowe
Ta sekcja analizuje mechanizm powstawania pęknięć, czyli dlaczego zginanie w poprzek włókien prowadzi do ich przerwania
Zginanie jest formą odkształcenia – materiał na zewnętrznej stronie zgięcia jest rozciągany, a po wewnętrznej ściskany. Gdy linia zgięcia jest równoległa do włókien, włókna rozdzielają się wzdłuż słabych punktów bez przerwania. W przeciwnym razie, zginanie w poprzek wymusza zerwanie wielu włókien jednocześnie na zewnętrznej stronie. Warstwa powlekająca i farba, tracąc wsparcie podłoża, pękają, tworząc widoczne pęknięcia
Mechanizm ten staje się wyraźniejszy przy grubszych papierach o wyższej gramaturze. W przypadku grubych kartonów odległość między powierzchnią zewnętrzną a osią neutralną jest większa, co oznacza, że przy tym samym kącie zgięcia, odkształcenie powierzchniowe jest znacznie większe. Gdy naprężenie przekracza granicę rozciągliwości powłoki, następuje przerwanie
Ryzyko jest wyższe w przypadku papierów powlekanych. Warstwa powlekająca jest cienką warstwą mineralną o ograniczonej rozciągliwości, której granica pękania jest niższa niż samych włókien. Dlatego przy tych samych warunkach zgięcia, to właśnie papiery kredowane o wysokiej gramaturze najszybciej pękają. Analiza wskazuje, że stopień nasilenia pęknięć jest iloczynem trzech czynników: kierunku włókien, grubości papieru oraz rodzaju powleczenia powierzchni
Bigowanie jako rozwiązanie: mechanizmy, skuteczność i ograniczenia
W tej sekcji oceniamy bigowanie jako metodę naprawczą
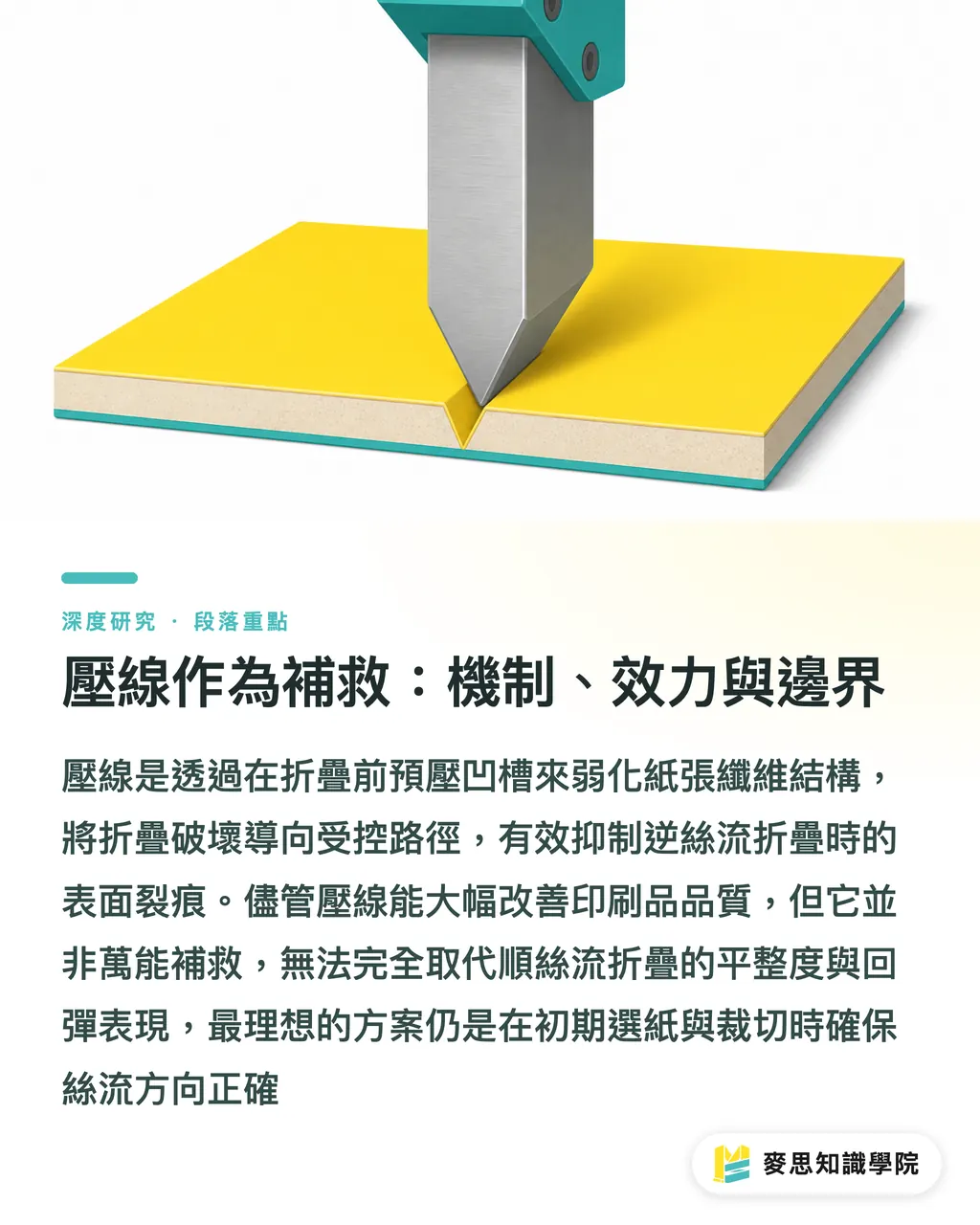
Bigowanie polega na wykonaniu wgłębienia za pomocą stalowego noża lub matrycy przed zginaniem. Mechanizm ten polega na wstępnym zmiażdżeniu struktury włóknistej, co sprawia, że późniejsze zginanie koncentruje się wewnątrz przygotowanego rowka, zamiast wymuszać przerwanie powierzchni w stanie nieprzygotowanym. Bigowanie nie eliminuje zniszczenia, lecz przekierowuje je na kontrolowaną, wewnętrzną ścieżkę
Skuteczność bigowania została ujęta w ramy inżynierskie [1]. Analiza sugeruje, że głębokość bigowania, szerokość noża i dopasowanie matrycy muszą być dostosowane do gramatury papieru i kierunku włókien: zgięcia w poprzek włókien zazwyczaj wymagają głębszego i szerszego ustawienia, aby skompensować trudność w naturalnym rozdzieleniu włókien
Jednak bigowanie nie jest panaceum:
・Po pierwsze, nie przywraca całkowicie płaskości i parametrów sprężystości zgięcia zgodnego z włóknami
・Po drugie, zbyt głębokie bigowanie może samo w sobie uszkodzić powierzchnię, zmieniając „pęknięcie po zgięciu” w „pęknięcie przy bigowaniu”
・Po trzecie, bigowanie zwiększa koszty operacyjne, co w przypadku małych nakładów może być nieopłacalne. Najbardziej opłacalnym podejściem pozostaje wybór odpowiedniego papieru i formatu, aby linia zgięcia była zgodna z włóknami
Rozpoznanie kierunku włókien jest kluczowe. Praktycznie stosuje się trzy testy: test rozdarcia (wzdłuż włókien idzie prosto), test zginania (opór mniejszy wzdłuż włókien) oraz test wilgotności (papier zwija się w poprzek włókien)
Implikacje dla tajwańskiej branży projektowej i poligraficznej
W tej sekcji przekładamy mechanizmy na wskazówki dla trzech ról w branży
Dla małych i średnich drukarni kluczem jest przekształcenie wiedzy nieformalnej w weryfikowalne procesy. Obejmuje to oznaczanie kierunku włókien przy przyjęciu papieru oraz priorytetowe układanie linii zgięcia zgodnie z włóknami podczas impozycji. W przypadku zgięć w poprzek włókien należy przewidzieć bigowanie z ustalonymi parametrami dla danej gramatury. Kosztem jest czas przygotowania, ale zyskiem jest uniknięcie kosztownych przedruków
Dla projektantów oznacza to włączenie analizy włókien w proces projektowania, a nie tylko pasywną akceptację wyników. Projektując składane ulotki czy opakowania, należy aktywnie wskazywać linie zgięcia i sprawdzać ich zgodność z włóknami. W przypadku wysokich gramatur należy rozważyć bigowanie lub materiały niepowlekane
Dla marek błędy w ocenie kierunku włókien skutkują opóźnieniami i niespójnością produktów. Warto wpisać wymagania dotyczące kierunku włókien i bigowania do specyfikacji zamówienia jako klauzulę jakościową
Podsumowując, kierunek włókien powinien być ustalony przed wyznaczeniem linii zgięcia. Przesunięcie decyzji na etap wyboru papieru i krojenia jest najbardziej efektywnym kosztowo sposobem zapewnienia jakości
Wnioski i ograniczenia
Niniejszy artykuł odpowiada na trzy pytania badawcze:
・Po pierwsze, kierunek włókien determinuje pękanie ze względu na anizotropię mechaniczną, która kieruje ścieżkę zniszczenia w zależności od ułożenia włókien [3][5]
・Po drugie, mechanizm pękania polega na poprzecznym przerwaniu wielu włókien przy zgięciu, co jest potęgowane przez grubość papieru i stopień powleczenia [1]
・Po trzecie, bigowanie kieruje niszczenie do kontrolowanego rowka, co jest skuteczne, ale posiada granice ekonomiczne i techniczne [1][2][4]
Ograniczenia badania: brak ilościowych danych eksperymentalnych dla specyficznych gatunków papieru; testy rozpoznawania włókien są nadal oparte na doświadczeniu; badanie nie uwzględnia wpływu wilgotności czy składu surowcowego (np. papier z recyklingu)
Dalsze kierunki badań powinny skupić się na stworzeniu tabel parametrów bigowania w zależności od gramatury i kierunku włókien dla standardowych papierów używanych w branży
Podsumowanie kluczowych punktów
・Przyczyną pękania nie jest farba czy papier, lecz niezgodność linii zgięcia z kierunkiem włókien (grain direction)
・Zginanie w poprzek włókien wymusza ich poprzeczne zerwanie, co powoduje pękanie powłoki; zjawisko nasila się wraz z grubością i stopniem powleczenia
・Bigowanie (creasing) pozwala skierować uszkodzenia w kontrolowany rowek, ale nie przywraca pełnej sprężystości i posiada ograniczenia techniczne
・Testy rozdarcia, zginania i wilgotności pozwalają półilościowo określić kierunek włókien przed drukiem
・Najbardziej opłacalne jest dopasowanie linii zgięcia do włókien już na etapie wyboru papieru i formatowania, zamiast późniejsza naprawa bigowaniem
Dalsze rozważania
Kolejnym krokiem w zarządzaniu włóknami jest stworzenie bazy parametrów bigowania dla drukarni. Dla projektantów oznacza to uwzględnianie włókien już na etapie przygotowania plików. W kontekście AI i SaaS, największy potencjał leży w tworzeniu zbiorów danych (papier, gramatura, włókna, kąt, stopień pęknięć), które pozwoliłyby oprogramowaniu do składu na automatyczne ostrzeganie o ryzyku pęknięć jeszcze przed akceptacją projektu. Wyzwaniem pozostaje brak publicznych, ilościowych benchmarków dla oceny pęknięć, co stanowi kluczowe pole do dalszej pracy badawczej i narzędziowej
Bibliografia
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A. (1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Dlaczego gruby karton pęka i ukazuje biały środek przy zginaniu?
- Dzieje się tak, ponieważ linia zgięcia jest prostopadła do kierunku włókien (grain direction). Podczas zginania włókna po zewnętrznej stronie są gwałtownie zrywane, a warstwa powlekająca traci wsparcie i pęka, odsłaniając białe podłoże. Zjawisko jest tym wyraźniejsze, im papier jest grubszy i mocniej powlekany
- Co to jest papier długowłóknisty i krótkowłóknisty?
- Papier długowłóknisty (long grain) ma włókna równoległe do dłuższego boku arkusza, a krótkowłóknisty (short grain) – równoległe do krótszego boku. Żaden z nich nie jest obiektywnie lepszy; kluczowe jest to, czy główne linie zgięcia gotowego produktu są zgodne z kierunkiem włókien
- Czy bigowanie całkowicie eliminuje pękanie?
- Nie eliminuje całkowicie, ale znacząco je ogranicza. Bigowanie tworzy kontrolowane wgłębienie, które prowadzi zgięcie wzdłuż osłabionej ścieżki. Mimo to, zgięcia w poprzek włókien po bigowaniu mogą nadal wykazywać sprężystość, a zbyt głębokie bigowanie może prowadzić do uszkodzenia powierzchni
- Jak samodzielnie rozpoznać kierunek włókien papieru?
- Można wykonać trzy testy: rozdarcie (wzdłuż włókien idzie prosto, w poprzek nierówno), zginanie (opór mniejszy wzdłuż włókien) oraz test wilgotności (papier namoczony zwija się wzdłuż kierunku włókien)
- Czy przy zamawianiu druku trzeba określać kierunek włókien?
- Tak. Jeśli produkt ma stałe linie zgięcia, należy na etapie doboru papieru i formatu wymagać odpowiedniego kierunku włókien (long/short grain) i wpisać to do specyfikacji zamówienia. Jest to najtańsza i najskuteczniejsza metoda zapobiegania pękaniu