Inleiding: Vouwscheuren als een onderschat onderzoeksprobleem
Scheuren en witte plekken bij de vouwlijn behoren tot de meest voorkomende, maar minst systematisch besproken kwaliteitsdefecten in de grafische industrie. Wanneer een dik karton of zwaar gestreken papier langs een vouwlijn wordt gebogen, kunnen er kleine scheurtjes in de oppervlaktelaag ontstaan, waardoor de witte kern zichtbaar wordt – in de industrie vaak 'barsten' genoemd. Dit fenomeen lijkt op het eerste gezicht een probleem van inkt- of papierkwaliteit, maar de wortel ligt in een fundamentelere materiaalfactor: de vezelrichting (grain direction), oftewel de primaire oriëntatie van de vezels tijdens het papierproductieproces
De kernvragen die dit artikel beantwoordt zijn:
・Drie in totaal:
・Ten eerste, waarom bepaalt de vezelrichting of een vouw scheurt
・Ten tweede, wat is het fysieke mechanisme achter oppervlaktedestructie bij haaks-op-de-vezel vouwen
・Ten derde, wat zijn de effectiviteit en de grenzen van rillen (creasing) als nabewerkingsmethode. Dit artikel levert een bijdrage door verspreide literatuur over materiaalkunde, houtmetingen en kartonbewerking samen te voegen tot een verklarend kader voor de grafische praktijk, en daarop gebaseerde operationele implicaties af te leiden
Dit onderwerp is relevant voor de grafische industrie, omdat de structuur van het mkb en freelance ontwerpers ervoor zorgt dat vezelbeheer vaak blijft steken in 'ervaringskennis' van vaklieden, in plaats van in specificeerbare en verifieerbare parameters. Bij opdrachten als hardcover notitieboeken, luxe verpakkingen of zware visitekaartjes, zijn de kosten van afgekeurde batches door verkeerde vezelrichting vaak vele malen hoger dan de communicatiekosten voor de juiste papierspecificatie vooraf. Dit artikel pleit ervoor om vezelrichting te behandelen als een beïnvloedbaar variabel en niet als een kwestie van geluk
Literatuur en status quo: Kennisverdeling van vezeloriëntatie tot vouwmechanica
De bestaande discussie kan worden onderverdeeld in drie clusters, die elkaar aanvullen op het gebied van "hoe vezelrichting wordt gedefinieerd en gemeten", maar hiaten laten in "hoe vezelrichting vouwschade beïnvloedt"
De eerste cluster richt zich op de meting en definitie van vezelrichting (grain direction). Houtwetenschap probeerde al in het onderzoek [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92) te schatten hoe de interne vezels lopen zonder de schors te beschadigen, wat aantoont dat vezelrichting als fysieke grootheid lang wordt gezien als een meetbare en voorspelbare materiaaleigenschap [3]. De waarde van dit perspectief ligt in het transformeren van 'nerf' van een vage visuele indruk naar een directionele en reproduceerbare technische parameter. Hoewel de vezelrichting van papier voortkomt uit het fabricageproces en niet uit boomgroei, deelt het hetzelfde basisprincipe dat vezels een dominante oriëntatie hebben
De tweede cluster focust op de definitie en semantiek van rillen (creasing). Het [Oxford English Dictionary](https://doi.org/:
・10.1093/oed/
・7741172096) en [de bijbehorende](https://doi.org/
・10.1093/oed/
・9034901663) lemma's documenteren de evolutie van de betekenis van vouw en ril, wat weerspiegelt dat de handeling van het "vooraf aanbrengen van een gecontroleerde vouwlijn in materiaal" al lang een stabiele aanduiding heeft [2][4]. Dit artikel analyseert dat rillen een onafhankelijke ambachtelijke term is geworden, precies omdat het niet simpelweg 'vouwen' is, maar een proces dat bewust het breukpad van het materiaal geleidt
De derde cluster behandelt rillen vanuit mechanisch en fysisch oogpunt. [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) integreert de ril-eigenschappen van karton in een standaardisatiekader, wat aantoont dat vouwsterkte, terugslag en breuk niet willekeurig zijn, maar工程指标 (technische indicatoren) [1]. Ook de fysica-classificaties classificeren [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) als een onafhankelijk mechanisch fenomeen [5]
Uit de synthese van deze drie clusters blijkt een structureel gat: metingsliteratuur bewijst dat vezelrichting gedefinieerd kan worden, en proces- en mechanica-literatuur bewijst dat rillen gestandaardiseerd kan worden, maar er is weinig onderzoek dat direct de causale keten tussen "vezelrichting" en "vouwschade" verbindt binnen de context van de grafische praktijk
De fysieke essentie en classificatie van vezelrichting
Deze sectie definieert eerst de fysieke essentie van vezelrichting als basis voor verdere vouwanalyse
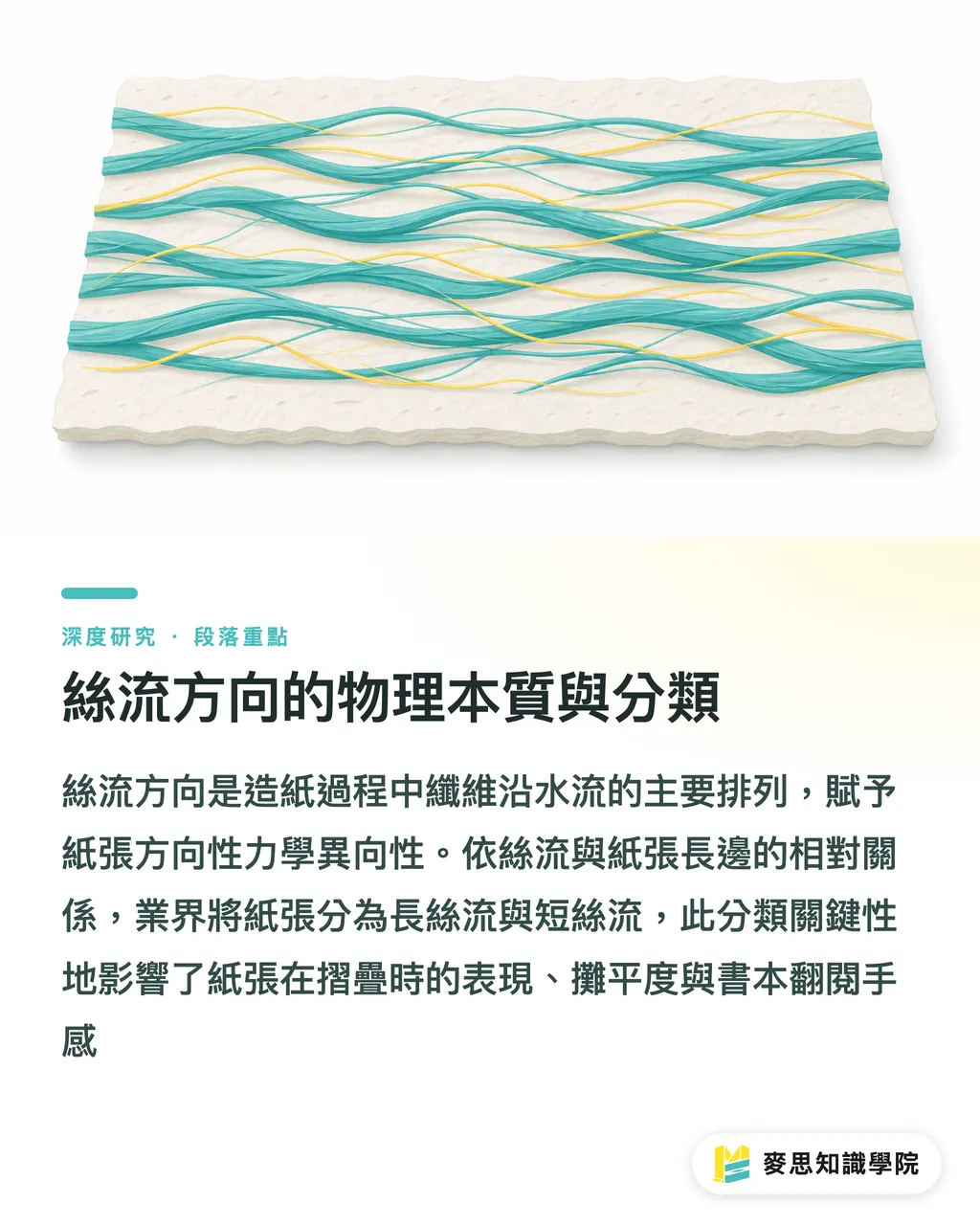
Vezelrichting verwijst naar de richting waarin vezels tijdens het papierproductieproces op de zeef overwegend zijn uitgelijnd. Omdat de papierpulp tijdens de vorming langs de stroomrichting van de machine (machine direction) wordt uitgerekt, hebben vezels de neiging zich in die richting uit te lijnen. Voortbouwend op het uitgangspunt dat vezelrichting een meetbare fysieke grootheid is [3], heeft papier directionele mechanische anisotropie: de treksterkte is hoger in de vezelrichting en lager loodrecht daarop, terwijl de rekbaarheid het tegenovergestelde is
Afhankelijk van de relatie tussen vezelrichting en de lange zijde van het papier, verdeelt de industrie papier in langlopend (long grain) en kortlopend (short grain). De praktische betekenis van deze classificatie is dat het bepaalt of een vouwlijn bij een specifiek snijformaat langs of tegen de vezel in komt te liggen. Dit artikel analyseert dat er inherent geen kwaliteitsverschil is tussen lang- of kortlopend papier; het kritieke punt is of de vouwlijn van het eindproduct overeenkomt met de vezelrichting
De anisotropie van de vezelrichting beïnvloedt ook andere prestaties naast het vouwen. Papier met de vezelrichting mee ligt makkelijker plat, terwijl papier tegen de vezelrichting in vaak terugslag of golving vertoont door de geforceerde buiging. Dit beïnvloedt de vlakligging en het omslaan van boeken: wanneer de vezelrichting evenwijdig aan de rug loopt, is de weerstand bij het omslaan lager en de vlakligging beter; andersom zullen pagina's sneller bollen en stug aanvoelen. Vezelrichting is dus niet alleen de oorzaak van vouwscheuren, maar ook een variabele voor de bindkwaliteit
Het vernietigingsmechanisme van haaks-op-de-vezel vouwen: Oppervlaktedestructie en barsten
Deze sectie analyseert het kernmechanisme van vouwscheuren: waarom vouwen tegen de vezel in leidt tot oppervlaktedestructie en barsten
Vouwen is in essentie een buigingsvervorming, waarbij het materiaal aan de buitenkant van de vouw wordt uitgerekt en aan de binnenkant wordt gecomprimeerd. Wanneer de vouwlijn parallel aan de vezel loopt, scheidt de vouw zich langs de zwakke punten tussen de vezels, waardoor de vezels netjes uit elkaar gaan in plaats van dwars te worden afgescheurd. Andersom, wanneer de vouwlijn loodrecht op de vezel staat, dwingt de vouw een groot aantal vezels om aan de buitenkant dwars te worden uitgerekt. De strijklaag en inktlaag verliezen hun ondersteuning en barsten langs de vouw, wat zichtbare witte scheuren en barsten veroorzaakt [1]
Hoe dikker het papier, hoe prominenter dit mechanisme. Bij dik karton is de afstand tussen de buitenlaag en de neutrale as groter, wat betekent dat de trekspanning aan het oppervlak bij dezelfde hoek hoger is. Wanneer deze spanning de elasticiteitslimiet van de coating en vezels overschrijdt, vindt breuk plaats. Dit verklaart waarom dun papier bij 'tegen-de-draad' vouwen vaak slechts lichte kreukels vertoont, terwijl dik karton direct barst. Fysische literatuur classificeert kreukels en vouwen als onafhankelijke mechanische fenomenen [5], wat de stressconcentratie beschrijft
Gestreken papier loopt een hoger risico dan ongestreken papier. De strijklaag is een mineraalachtige laag met beperkte rekbaarheid; de breukrek is lager dan die van de vezels zelf. Daarom verschijnen er onder dezelfde condities eerder scheuren in de gestreken laag. Dit verklaart waarom zwaar glans- of matpapier bij de vouwlijn het makkelijkst barst, terwijl zachter ongestreken kunstpapier relatief vergevingsgezind is. De ernst van de vouwscheur is het resultaat van de interactie tussen vezelrichting, papierdikte en oppervlaktebehandeling
Rillen als correctiemiddel: Mechanisme, effectiviteit en grenzen
Deze sectie evalueert de mechanismen en limieten van rillen als correctiemiddel bij 'tegen-de-draad' vouwen
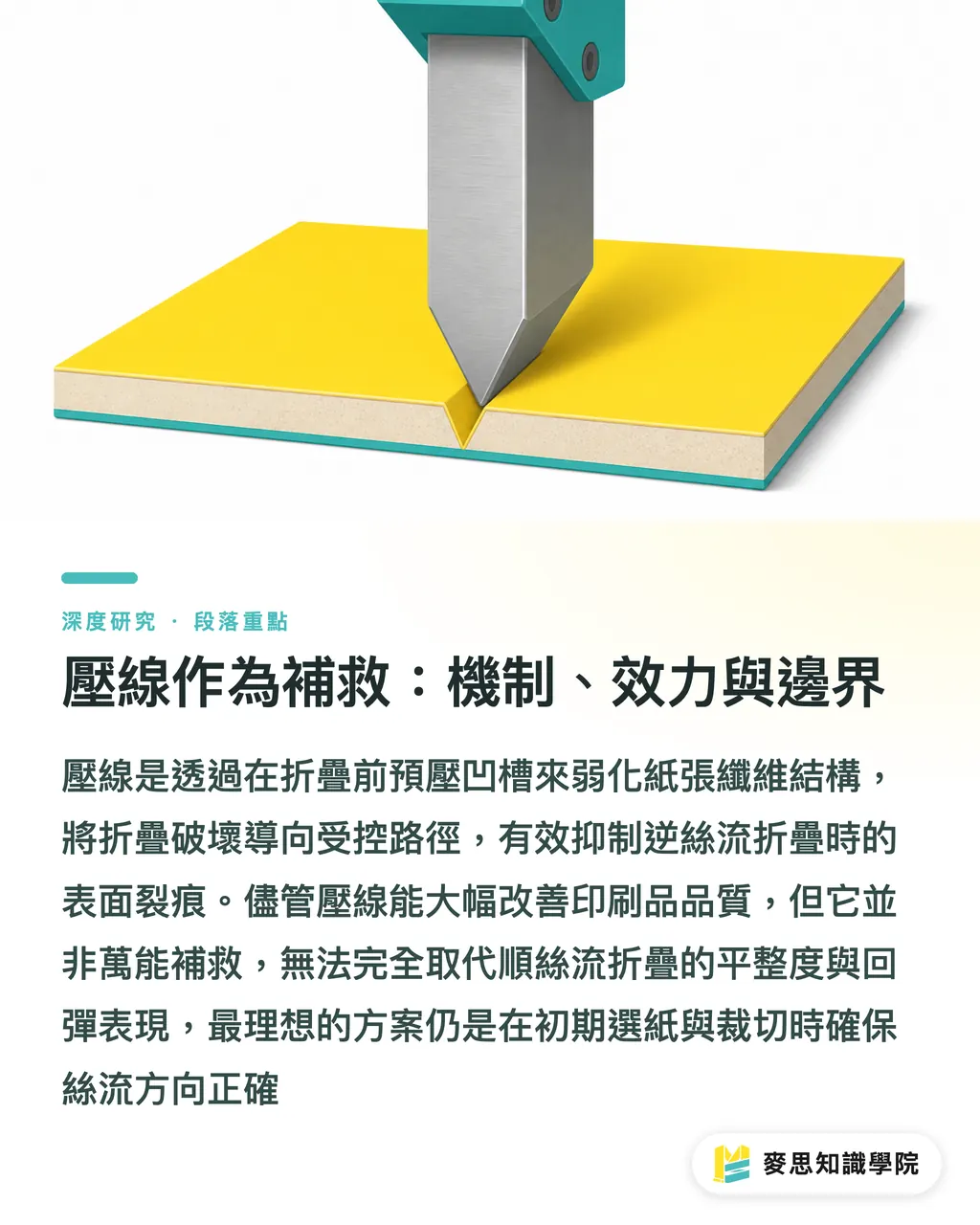
Rillen is het proces waarbij vóór het vouwen een inkeping wordt aangebracht met een rilmes. De semantiek van 'creasing' [2][4] weerspiegelt dat dit al lang een stabiele methode is. Het mechanische principe is dat rillen de vezelstructuur bij de vouwlijn vooraf samendrukt en de dikte herverdeelt, zodat de buiging bij het vouwen wordt geconcentreerd in deze verzwakte geul, in plaats van dat het oppervlak wordt gedwongen te scheuren. Rillen heft de schade niet op, maar leidt deze naar een gecontroleerd pad aan de binnenkant
De effectiviteit van rillen is gestandaardiseerd [1]. De normering van ryleigenschappen toont aan dat vouwsterkte en breukgedrag meetbaar zijn. De diepte van de ril, de breedte van het rilmes en het type contra-ril moeten worden aangepast aan papierdikte en vezelrichting: haaks-op-de-draad vouwen vereisen meestal diepere en bredere instellingen om te compenseren voor het feit dat de vezels niet makkelijk natuurlijk scheiden. Bij correcte parameters kan de schade aanzienlijk worden onderdrukt tot een aanvaardbaar niveau
Echter, rillen is geen wondermiddel en de grenzen moeten worden erkend:
・Ten eerste: rillen kan de vlakligging van 'met-de-draad' vouwen niet volledig herstellen; haaks-op-de-draad vouwen kan na rillen nog steeds een hogere terugslag hebben
・Ten tweede: een te diepe ril kan het oppervlak zelf al kapot drukken, waardoor 'barsten na vouwen' wordt vervangen door 'barsten door rillen'
・Ten derde: rillen verhoogt de kosten voor kleine oplages. Rillen moet worden gezien als compensatie voor een verkeerde vezelrichting, niet als vervanging voor de juiste specificatie vooraf; de meest kostenefficiënte aanpak blijft het laten samenvallen van vouwlijn en vezelrichting tijdens het snijden
Het herkennen van de vezelrichting is de basis. Praktisch worden drie methoden gebruikt: de scheurtest (met de vezel mee scheurt het rechter), de buigtest (weerstand is lager met de vezel mee), en de bevochtigingstest (papier krult loodrecht op de vezelrichting door zwelling)
Implicaties voor de ontwerp- en grafische industrie
Deze sectie vertaalt de mechanismen naar operationele implicaties voor drie rollen in de industrie
Voor middelgrote drukkerijen ligt de sleutel in het omzetten van 'ervaringskennis' naar verifieerbare processen. Dit omvat: het markeren van de vezelrichting bij ontvangst, het prioriteren van 'met-de-draad' vouwlijnen tijdens het uitslaan (impositie), en het aanleggen van een parametertabel voor rillen op basis van gramgewicht. De kosten zitten in voorbereidingstijd, maar de ROI is duidelijk in vergelijking met herdrukkosten door afgekeurde batches
Voor ontwerpers betekent het dat vezelrichting een onderdeel wordt van de bestandsvoorbereiding, in plaats van een passieve acceptatie na druk. Ontwerpers moeten bij het plannen van vouwfolders, boekcovers of verpakkingen de vouwrichting markeren en de drukkerij hierop bevragen. Bij vaste vouwrichtingen moet bij de papierkeuze worden gevraagd naar de bijbehorende lang- of kortlopende variant. Gegeven de beperkte rekbaarheid van strijklaag [1][5], is extra voorzichtigheid geboden bij zwaar gestreken papier
Voor merkeigenaren vertalen verkeerde vezelrichtingen zich in levertijd- en consistentieproblemen. Vouwscheuren beïnvloeden niet alleen de kwaliteit van een enkel stuk, maar leiden in massaproductie tot rendementsverlies. Specificaties voor vezelrichting en rillen moeten worden opgenomen in de inkooporders als kwaliteitsclausules. Het promoveren van vezelbeheer van 'intern technisch detail' naar 'onderdeel van de inkoopspecificatie' is een hefboom voor consistentie
De algemene les voor alle drie is: vezelrichting is een variabele die bepaald moet worden vóórdat de vouwlijn vastligt
Conclusie en beperkingen
Dit artikel beantwoordt de drie onderzoeksvragen als volgt:
・Ten eerste: vezelrichting bepaalt vouwschade door de mechanische anisotropie, waarbij de relatie tussen vouwrichting en vezeloriëntatie het breukpad stuurt [3][5]
・Ten tweede: het mechanisme van haaks-op-de-draad vouwschade is het gelijktijdig dwars afscheuren van vezels, verergerd door papierdikte en coating [1]
・Ten derde: rillen leidt schade naar een gecontroleerde geul, effectief maar met beperkingen wat betreft terugslag, risico op beschadiging en kosten [1][2][4]
De beperkingen van dit onderzoek moeten worden vermeld. Ten eerste mist het kwantitatieve experimentele data voor specifieke papiersoorten en vouwhoeken; de conclusies zijn mechanisch en niet gebaseerd op eigen testen. Ten tweede zijn de vezelherkenningstests ervaringsafhankelijk en missen ze standaardisatie. Ten derde is er geen rekening gehouden met omgevingsfactoren zoals luchtvochtigheid
Toekomstig onderzoek zou zich moeten richten op het opbouwen van een database van 'gramgewicht, vezelrichting, rilparameters, vouwschade-niveau' voor in Taiwan gebruikelijke papiersoorten, om het mechanische kader om te zetten in direct toepasbare industriële parameters
Samenvatting
・De hoofdoorzaak van vouwscheuren is niet inkt of papierkwaliteit, maar een mismatch tussen de vouwlijn en de vezelrichting (grain direction)
・Tegen-de-draad vouwen dwingt vezels om zijdelings te breken, waarbij de coatinglaag zijn steun verliest; dit is erger bij dikker papier en meer coating
・Rillen leidt de schade naar een gecontroleerde groef, maar kan de perfectie van met-de-draad vouwen niet volledig evenaren en kent risico's op over-rillen en extra kosten
・Scheur-, buig- en bevochtigingstests kunnen semi-kwantitatief de vezelrichting bepalen als voorbereidende stap voor papierkeuze
・De meest kostenefficiënte strategie is het laten samenvallen van vouwlijnen met de vezelrichting tijdens de fase van papierkeuze en snijden, in plaats van achteraf correctie met rillen
Verder denken
Voor de grafische productie is de volgende stap het omzetten van vakmanschap in een opvraagbare bibliotheek van rilparameters. Voor ontwerpers moet vouwrichting in de voorbereidingsfase al worden gemarkeerd, waardoor vezelrichting een ontwerpbesluit wordt in plaats van een gok achteraf. Voor de inzet van AI en SaaS ligt het potentieel in het opbouwen van gestructureerde datasets ('papiersoort, gramgewicht, vezelrichting, vouwhoek, schade-niveau'), zodat ontwerpsoftware automatisch kan waarschuwen voor haaks-op-de-draad vouwen voordat het ontwerp vastligt. Het ontbreken van open kwantitatieve standaarden is hierbij zowel een onderzoeksgat als een kritieke randvoorwaarde voor industrialisatie
Referenties
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Waarom scheurt dik papier en ontstaan er witte vlekken bij het vouwen?
- Omdat de vouwlijn loodrecht op de vezelrichting (grain direction) staat. Bij het vouwen worden de vezels aan de buitenkant dwars doorgetrokken, waardoor de strijklaag zijn ondersteuning verliest en de witte papierkern zichtbaar wordt. Dit is erger naarmate het papier dikker is en meer gestreken
- Wat is het verschil tussen langlopend en kortlopend papier?
- Langlopend (long grain) betekent dat de vezelrichting parallel loopt aan de lange zijde; kortlopend (short grain) parallel aan de korte zijde. Er is geen kwaliteitsverschil; het gaat erom of de vouwlijn van het eindproduct parallel loopt aan deze richting
- Kan rillen vouwscheuren volledig voorkomen?
- Niet volledig, maar wel aanzienlijk onderdrukken. Rillen creëert een gecontroleerde groef die de vouw dwingt zich in een zwakker pad te vormen. Haaks-op-de-draad vouwen kunnen echter na rillen nog steeds terugspringen, en een te diepe ril kan het oppervlak beschadigen
- Hoe kan ik zelf de vezelrichting van papier bepalen?
- Drie tests: scheuren gaat rechter met de vezel mee; buigen geeft minder weerstand met de vezel mee; en na bevochtiging aan één kant krult het papier loodrecht op de vezelrichting op
- Moet ik de vezelrichting expliciet opgeven bij een drukbestelling?
- Ja. Als het product een vaste vouwrichting heeft, moet u bij de keuze van papierformaat de bijbehorende vezelrichting specificeren en dit opnemen in de inkooporder. Dit is de meest kosteneffectieve manier om scheuren te voorkomen