
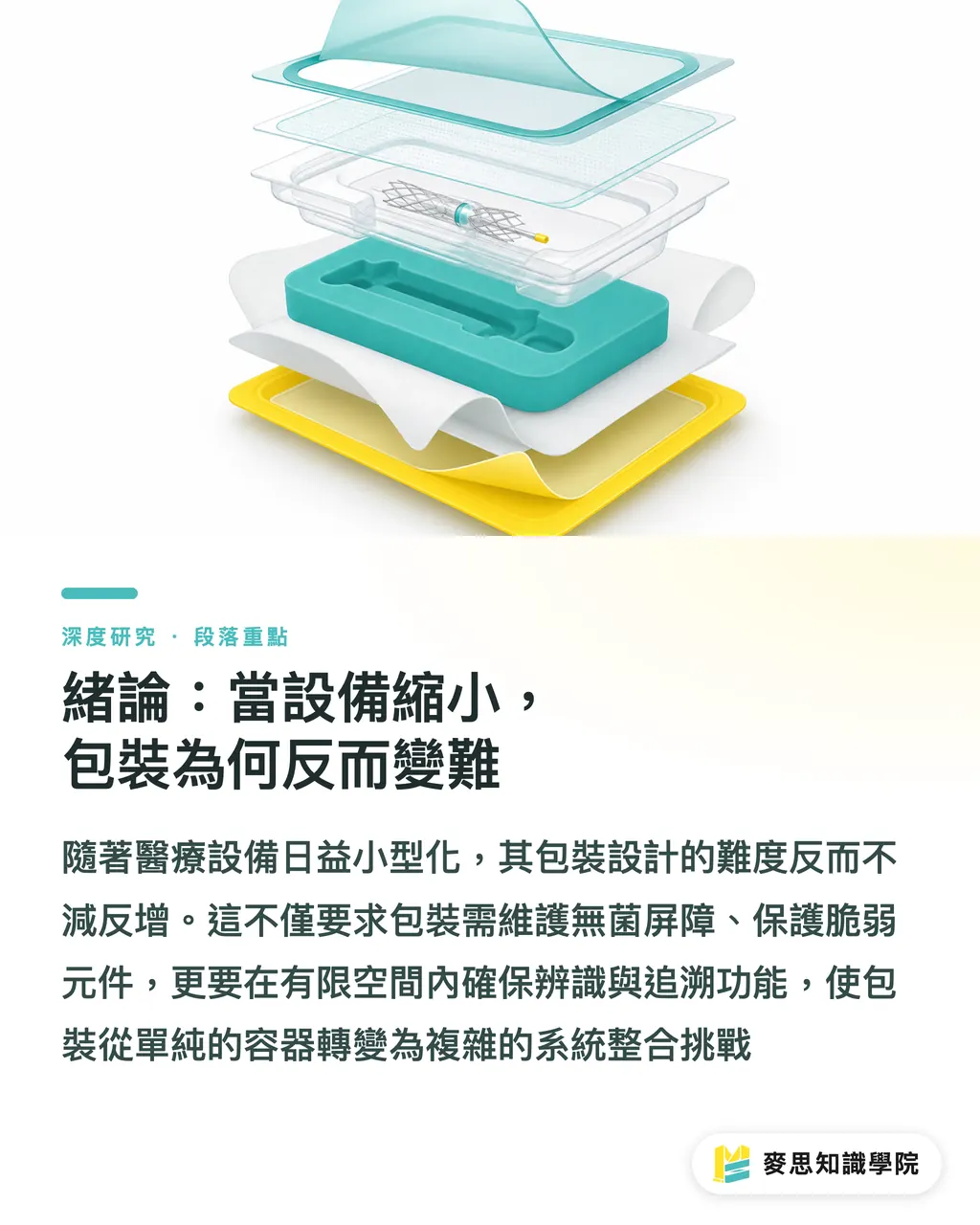
Innledning: Hvorfor emballasje blir vanskeligere når utstyr blir mindre
Miniatyrisering av medisinsk utstyr er en av de viktigste trendene innen moderne medisinsk teknologi. Utstyret utvikler seg mot å bli mindre, mer presist og mindre invasivt, samtidig som det i økende grad utstyres med sanntidsdata og behandlingsfunksjoner [1]. Utbredelsen av implanterbare sensorer, bærbare diagnostiske enheter og minimalt invasive verktøy har omformet rammene for klinisk bruk. Et kontraintuitivt fenomen har imidlertid oppstått: At utstyrets volum reduseres, betyr ikke at emballasjen blir mindre; tvert imot øker utfordringene ved emballasjedesign [1]
Problemstillingen ligger i at emballasje i medisinsk sammenheng har langt flere funksjoner enn bare «oppbevaring». Den må opprettholde en steril barriere, beskytte strukturelt skjøre mikrokomponenter, sikre at klinisk personell trygt kan identifisere og ta i bruk utstyret, og opprettholde fullstendig merking og sporingsinformasjon på begrenset fysisk plass [1][3]. Når utstyrets størrelse reduseres, forsterkes spenningen mellom disse funksjonene, noe som gjør emballasjedesign fra et spørsmål om «materialbeholder» til et problem om «systemintegrasjon»
Denne artikkelen søker å besvare følgende forskningsspørsmål:
・Tre:
・For det første: Hvilke strukturelle påvirkninger har miniatyrisering av medisinsk utstyr konkret på emballasjen?
・For det andre: Hvordan oversettes disse påvirkningene til kapasitetskrav for prepress og trykkprosesser?
・For det tredje: Utgjør dette behovet for presis småskalaproduksjon en gjennomførbar mulighet for differensiert transformasjon for små og mellomstore taiwanske trykkerier? Bidraget i denne artikkelen er å syntetisere spredt industriinformasjon og litteratur om medisinsk emballasje til et analytisk rammeverk som beslutningstakere i Taiwan kan bruke
Dette emnet har en spesiell betydning for den taiwanske industrien. Den taiwanske trykkeribransjen har lenge møtt priskonkurranse og pressede marginer for masseemballasje, mens medisinsk emballasje har egenskaper som høy fortjeneste og høy kundelojalitet [1]. Å avklare inngangsterskler og kapasitetsmangler er et nødvendig forarbeid for å tenke gjennom veier for industriell oppgradering
Litteratur- og statusgjennomgang: Utviklingen fra materialspesifikasjoner til systemdesign
Denne delen gjennomgår først kategoriseringen av eksisterende forskning på medisinsk emballasje, og plasserer deretter gapet denne artikkelen adresserer. Ved å kombinere eksisterende litteratur, kan vi se at diskusjoner om medisinsk emballasje i hovedsak har utviklet seg langs tre hovedakser, med spenninger som ennå ikke er blitt integrert
Den første aksen er spesifikasjoner for materialer og biokompatibilitet. Tidlige håndbøker for medisinsk emballasje betraktet allerede emballasje som en uavhengig ingeniørdisiplin som systematisk håndterte materialvalg, opprettholdelse av sterilitet og testmetoder [5][6]. På dette grunnlaget har senere retningslinjer fokusert ytterligere på vurdering av biokompatibilitet for emballasjematerialer, og krever uttrykkelig at materialene i seg selv ikke skal forårsake forurensning eller uønskede reaksjoner ved medisinsk bruk [4]. Kjerneposisjonen i denne sammenhengen er: Emballasje er en del av sikkerhetskjeden for medisinsk utstyr, ikke et tilleggsprodukt
Den andre aksen er funksjonell integrasjon av emballasje for legemidler og utstyr. Litteraturen ser på emballasje for medisinsk utstyr som et sammensatt system som må ivareta beskyttelse, sterilisering, merking og brukervennlighet [3]. Dette perspektivet innebærer en erkjennelse av at 'emballasjefunksjoner er mange og gjensidig begrensende', men diskusjonene er i stor grad basert på utstyr i konvensjonell størrelse, og behandler i liten grad plassproblemene som miniatyrisering medfører
Den tredje aksen, som er en relativt fremvoksende retning, er miniatyriseringsteknologi på nivå med elektronisk emballasje (electronic packaging). Studier av avanserte emballasjealternativer for komplekse medisinske enheter har utforsket hvordan man kan opprettholde komponentenes pålitelighet samtidig som volumet reduseres [2]. I praksis behandler denne litteraturen miniatyrisering av emballasje 'inne i utstyret', ikke salgs- og steriliserings-emballasjen 'utenfor utstyret'
Dermed oppstår et strukturelt gap. Eksisterende litteratur går i dybden på materialspesifikasjoner, funksjonell integrasjon og intern elektronisk emballasje hver for seg, men mangler en systematisert og helhetlig analyse av den konkrete mekanismen for hvordan 'miniatyrisering av utstyr utenfra øker vanskelighetsgraden for ytteremballasje'. Den nyeste industriinformasjonen fyller dette gapet: Lite utstyr krever ofte større, ikke mindre, emballasje for å sikre trygg håndtering og opprettholdelse av sterilitet. Dessuten er det behov for støtputeplass (crush space) under transport for å beskytte mikrokomponenter mot slag og kompresjon, samt bruk av fargekontrastdesign for å hjelpe klinisk personell med identifikasjon, håndtering og utplassering [1]. Denne artikkelen bruker denne situasjonen som forankringspunkt, kobler den til eksisterende normativ litteratur, analyserer oversettelsen til prepress-kapasitet, og fokuserer på de lokale implikasjonene for taiwansk industri – noe som ennå ikke er tilstrekkelig dekket i eksisterende diskusjoner
Kjerneanalyse 1: Fem emballasjeutfordringer ved miniatyrisering og nedbrytning av mekanismene
Denne delen bryter ned de fem strukturelle utfordringene som miniatyrisering av utstyr medfører, og forklarer mekanismene bak dem. Disse fem utfordringene er ikke sideordnede, men snarere kjeder som forsterker hverandre
Strengere spesifikasjoner for barrierematerialer er den første utfordringen. Miniatyrisert utstyr integrerer ofte mer sensitive elektroniske- og sensorkomponenter med lavere toleranse for fuktighet, oksygen og forurensning, og stiller derfor høyere krav til emballasjens barriereegenskaper enn tradisjonelt utstyr [1][3]. Samtidig krever retningslinjer for biokompatibilitet at selve barrierematerialet ikke må bli en forurensningskilde [4]. Dette betyr at vinduet for materialvalg snevres inn fra to sider: Det må være både mer tettende og samtidig oppfylle strengere kompatibilitetskrav
Kompleksiteten i steriliseringskompatibilitet er den andre utfordringen. Emballasjen må være kompatibel med ulike steriliseringsprosesser, samtidig som den sterile barrieren opprettholdes [3][5]. Når utstyret integrerer elektroniske- og sensorkomponenter, kan enkelte former for høy-temperatur eller strålingssterilisering skade komponentfunksjonene, noe som ytterligere begrenser kombinasjonsmulighetene for emballasjematerialer og steriliseringsmetoder. Denne artikkelen analyserer at dette øker graden av kobling mellom materialteknikk og prosessvalidering; emballasjebeslutninger kan ikke skilles fra steriliseringsbeslutninger
Redusert plass til merking og forfalskningssikring er den tredje utfordringen, og også den som er mest direkte knyttet til prepress. Utstyret og overflaten på dets direkte emballasje blir mindre, men mengden merking, advarsler og merkevareinformasjon som kreves av regelverket reduseres ikke i tilsvarende grad. Dette skaper en skarp motsetning mellom tilgjengelig layoutplass og informasjonsdensitet [1]. Denne artikkelen analyserer at dette er den grunnleggende årsaken til at fargekontrastdesign vektlegges: Når det ikke er nok plass til redundant informasjon, må visuell identifikasjonseffektivitet oppnås gjennom design, ikke gjennom flateareal [1]
Økte krav til nøyaktighet for mikrostrekkkoder og QR-sporing er den fjerde utfordringen. Serialisering og enkeltsporing på en redusert flate krever strekkoder og QR-koder som er mindre i størrelse, men som fortsatt må kunne leses stabilt. Dette legger et direkte press på nøyaktigheten ved overtrykk i trykkprosessen, reproduksjon av rasterpunkter og materialets planhet [1]. Sporingsinformasjon må ikke miste sin maskinlesbarhet som følge av redusert størrelse; dette er en ufravikelig funksjonell bunnlinje
Økningen i etterspørsel etter småskalaproduksjon med mange spesifikasjoner er den femte utfordringen. Miniatyrisert utstyr tilsvarer ofte mer fragmenterte kliniske bruksområder og hyppigere iterasjoner av modeller, noe som fører til at produksjonsvolumet for hver enkelt spesifikasjon faller, mens antall spesifikasjoner øker [1]. Dette krever at trykkprosessen har evnen til å skifte fleksibelt mellom ulike jobber ved bruk av digitaltrykk, slik at man økonomisk kan ta imot små ordrer uten å ofre nøyaktigheten
Oppsummert peker disse fem utfordringene mot én konklusjon: Miniatyrisering flytter emballasje fra å være et 'spørsmål om storskala materialinnkjøp' til å bli et 'problem om integrert produksjon med høy nøyaktighet, høy validering og lavt volum'

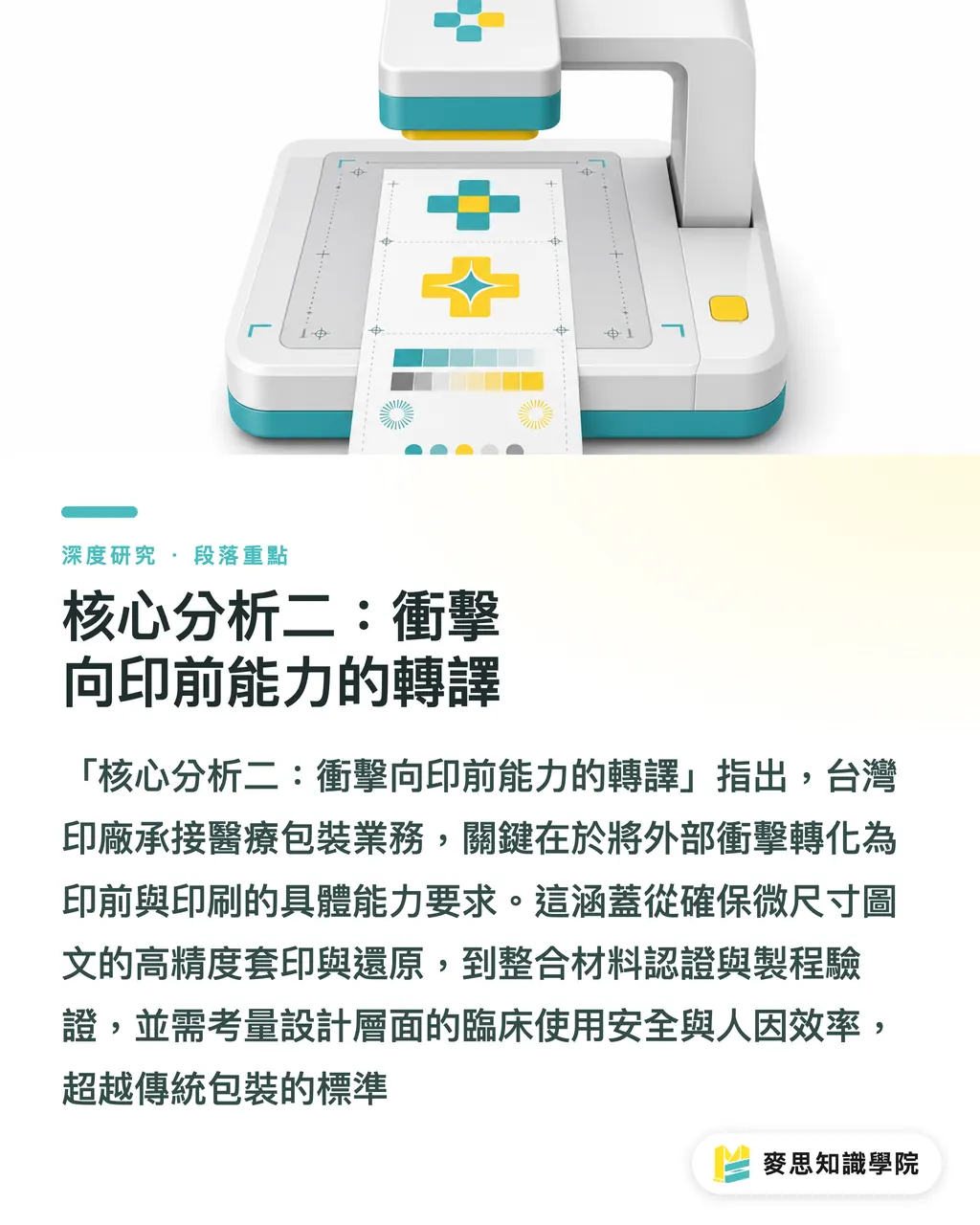
Kjerneanalyse 2: Oversettelse av utfordringene til prepress-kapasitet
Denne delen oversetter de ovennevnte utfordringene til konkrete kapasitetskrav for prepress og trykkprosesser, noe som er et kritisk ledd i å vurdere om taiwanske trykkerier kan ta på seg slike oppdrag
Den første kapasiteten er høynøyaktig overtrykk og reproduksjon av mikroelementer. At mikrostrekkkoder og QR-koder må opprettholde maskinlesbarhet på redusert plass, betyr at prepress-håndtering av rasterpunkter, presisjon i overtrykksregistrering og trykkreproduserbarhet må oppnå strengere toleransegrenser enn for vanlig forbruksemballasje [1]. Denne artikkelen analyserer at flaskehalsen her ofte ikke ligger i selve trykkmaskinen, men i om prepress-fargestyring og korrekturprosesser stabilt kan forutsi den endelige lesbarheten til mikroelementer
Den andre kapasiteten er integrasjon av materialsertifisering og prosessvalidering. Siden barriereegenskaper og biokompatibilitet er underlagt regulatoriske krav [3][4], er prepress ikke lenger bare grafisk behandling, men må vurderes i sammenheng med materialspesifikasjoner og steriliseringsmetoder. Denne artikkelen analyserer at evnen til å inkludere materialsertifisering og valideringsprosesser allerede i pristilbuds- og prøvetrykkfasen, vil være det som skiller medisinsk emballasjevirksomhet fra generell emballasjevirksomhet
Den tredje kapasiteten er fleksibelt skifte ved digitaltrykk og økonomi for små ordrer. Statusen med småskalaproduksjon og mange spesifikasjoner krever at prosessen kan skifte raskt mellom ulike modeller, opprettholde konsistent kvalitet og opprettholde kostnadseffektivitet ved små volum [1]. Dette svarer direkte til den parallelle utviklingstrenden i industrien med digitaltrykk og automatisert kvalitetskontroll (integrert kvalitetsrevisjon i prepress-fasen), slik at både nøyaktighet og stabilitet kan ivaretas for små ordrer
Den fjerde kapasiteten er synlighet og integrasjon av menneskelige faktorer (human factors) på designnivået. Fargekontrastdesign for å hjelpe klinisk personell med identifisering og håndtering [1] betyr at prepress og design må inkludere 'identifikasjonseffektivitet i klinisk brukssituasjon' i layoutbeslutningene, i stedet for bare å forfølge merkevareestetikk. Denne artikkelen analyserer at dette hever den profesjonelle terskelen for design ved å utvide evalueringskriteriene for medisinsk emballasje fra 'estetikk og etterlevelse' til 'brukssikkerhet'
Implikasjoner for den taiwanske design- og trykkeribransjen
Denne delen forklarer trinnvis den praktiske betydningen av analysen ovenfor for små og mellomstore taiwanske trykkerier, designere og merkevareeiere. Den taiwanske industrien er dominert av små og mellomstore trykkerier, og medisinsk emballasjes høye fortjenestemarginer og sterke kundelojalitet gjør den til et potensielt 'blått hav' for differensiert transformasjon [1]. Men muligheter og barrierer eksisterer side om side, og må forstås lagvis
For små og mellomstore trykkerier er kjernen i inngangsveien 'kapasitetssertifisering', ikke 'opphopning av utstyr'. Rent konkret anbefales det å prioritere investeringer i fargestyring i prepress og korrekturprosesser for lesbarhet av mikroelementer, samt å bygge opp evnen til dokumentert validering av materialsertifisering og steriliseringskompatibilitet, da dette er de virkelige barrierene som skiller medisinske ordrer fra vanlige ordrer [3][4]. Når det gjelder prosess, bør man innføre digitaltrykk som kan skifte økonomisk mellom små ordrer, og automatisert kvalitetskontroll i prepress for å håndtere etterspørselen etter småskalaproduksjon med mange spesifikasjoner [1]. Med hensyn til tidslinje og kostnader, har medisinske ordrer en lang forhåndsvalideringsperiode og små volumer. Bedrifter må inkludere kostnader for validering og prøvetrykk i prismodellen på forhånd, for å unngå å vurdere medisinsk virksomhet med samme kostnadslogikk som forbruksemballasje
For designere ligger implikasjonen i utvidelsen av designmål. Med begrenset plass på layouten må designet bruke fargekontrast og informasjons hierarki for å kompensere for manglende areal, og inkludere menneskelige faktorer for klinisk identifikasjon og håndtering i evalueringen [1]. Dette krever at designere forstår begrensningene knyttet til sterilisering, merkingsforskrifter og maskinlesbare strekkoder, og samarbeider med prepress og materialteknikk, i stedet for bare å levere en visuell fil ensidig
For merkevareeiere (produsenter av medisinsk utstyr) ligger implikasjonen i en revurdering av forsyningskjedestrategien. Behovet for småskalaproduksjon med mange spesifikasjoner og høy validering øker verdien av 'lokale forsyningspartnere med integrert valideringskapasitet'. Denne artikkelen analyserer at trykkpartnere som lokalt kan håndtere små ordrer og tilby støtte for materiale- og prosessvalidering, kan forkorte iterasjonssykluser, noe som er spesielt strategisk verdifullt for miniatyrisert utstyr som endres hyppig
Det må understrekes at de nevnte mulighetene har karakter av å være inngangsterskler. Materialsertifisering, steriliseringsvalidering og nøyaktighetskrav utgjør reelle inngangsbarrierer, og ikke alle små og mellomstore bedrifter kan krysse disse på kort sikt. Denne artikkelen analyserer at en pragmatisk tilnærming er å bruke ett enkelt nisjeområde (f.eks. merkingstrykk som er kompatibelt med spesifikke steriliseringsmetoder) som inngangspunkt for å akkumulere sertifiseringsmeritter, snarere enn å satse fullt ut
Konklusjon og begrensninger
Denne artikkelen besvarer de tre forskningsspørsmålene som ble presentert i innledningen:
・For det første: Miniatyrisering av medisinsk utstyr påfører emballasjen fem gjensidig forsterkende utfordringer: strengere barrierespesifikasjoner, kompleksitet i steriliseringskompatibilitet, redusert plass til merking, økte krav til sporingsnøyaktighet og behov for småskalaproduksjon med mange spesifikasjoner [1]
・For det andre: Disse utfordringene oversettes til kapasitetskrav for høynøyaktig overtrykk i prepress, integrering av material- og prosessvalidering, økonomi for digitale småordrer og design basert på menneskelige faktorer
・For det tredje: I en taiwansk industristruktur dominert av små og mellomstore trykkerier utgjør dette behovet for presis småskalaproduksjon faktisk en mulighet for differensiert transformasjon, men med kapasitetssertifisering som en reell terskel; det anbefales å følge en pragmatisk tilnærming med inngangspunkt i ett enkelt nisjeområde [1]
Denne studien har flere begrensninger som ærlig bør opplyses:
・For det første: Statusanalysen er i stor grad avhengig av én enkelt kilde til den nyeste industriinformasjonen [1]. Oppsummeringen av de fem store utfordringene har ennå ikke blitt krysstestet av uavhengig kvantitativ forskning, og analysen av mekanismene som er gjort på dette grunnlaget er en analytisk deduksjon
・For det andre: Eksisterende litteratur består for det meste av oversiktsdata om materialspesifikasjoner og emballasjeteknologi [2][3][4][5][6], og mangler direkte empiri på at 'vanskelighetsgraden for ytteremballasjedesign øker med miniatyrisering'. Denne artikkelens oversettelse og analyse av taiwanske implikasjoner er derfor av deduktiv karakter
・For det tredje: Denne artikkelen har ikke innhentet lokal empirisk data om kostnader, sertifiseringssykluser og utbyttegrad for taiwanske trykkerier som tar på seg medisinsk emballasje. Relevante praktiske råd må derfor underbygges av feltdata
Videre forskningsretninger er tre: Å etablere referanseverdier for sertifiseringskostnader og tidslinjer for at taiwanske små og mellomstore trykkerier skal gå inn i markedet for medisinsk emballasje; å empirisk kvantifisere toleransegrensene for lesbarhet av mikrostrekkkoder på ulike materialer og trykkprosesser; og å sammenligne avveiningene mellom lokalisert småskala forsyningskjede kontra grenseoverskridende storskala forsyning når det gjelder iterasjonshastighet og totale kostnader. Disse retningene vil bringe rammeverket som presenteres i denne artikkelen fra å være analytiske proposisjoner til å bli en verifiserbar beslutningsgrunnlag for industrien
Sammendrag av nøkkelpunkter
・Miniatyrisering av medisinsk utstyr fører ikke til mindre emballasje, men øker vanskelighetsgraden innen fem områder: barriere, sterilisering, merking, sporing og småskalaproduksjon [1]
・Den reduserte layoutplassen gjør at fargekontrast og informasjons hierarki erstatter flateareal som nøkkelen til effektiv klinisk identifikasjon [1]
・Den virkelige inngangsbarrieren for medisinsk emballasje er evnen til materiale- og steriliseringsvalidering, ikke selve trykkutstyret [3][4]
・Behovet for småskalaproduksjon med mange spesifikasjoner krever at man har kapasitet til både økonomisk digitaltrykk for små ordrer og automatisert kvalitetskontroll i prepress [1]
・Små og mellomstore taiwanske trykkerier bør gå inn i markedet ved å satse på ett spesifikt sertifiseringsområde for å bygge opp erfaring gradvis, fremfor en full satsning
Videre refleksjon
For trykkproduksjon ligger muligheten i miniatyrisert medisinsk emballasje ikke i produksjonskapasitet, men i 'validerbar nøyaktighet og sertifisering'. Bedrifter bør se på prepress-fargestyring, korrektur for lesbarhet av mikroelementer og dokumentasjon av materiale-/steriliseringsvalidering som kjerneaktiva, snarere enn kostnader. For design innebærer layoutbeslutninger en utvidelse fra estetikk og etterlevelse til klinisk brukssikkerhet, i samarbeid med prepress og materialteknikk. Introduksjonen av AI og automatisert kvalitetskontroll i prepress-fasen svarer direkte på smertepunktene ved små ordrer med mange spesifikasjoner, der 'nøyaktighet ikke kan kompromitteres, men volumet er ikke økonomisk'. Dette kan bli en teknologisk løftestang for differensiering. For SaaS-løsninger er integrering av materialsertifisering, sammenligning av steriliseringskompatibilitet og prediksjon av strekkodelesbarhet i arbeidsflyten for pristilbud og prøvetrykk, en retning for verktøyutvikling som det er verdt å utforske. Ubesvarte spørsmål er: Hva er de reelle sertifiseringskostnadene og syklusene for å ta på seg små medisinske ordrer lokalt i Taiwan, og hvor ligger vippepunktet for den totale kostnaden ved lokalisert forsyning sammenlignet med grenseoverskridende storskala forsyning?
Referanser
[2] Bagen S., Subrahmanyan R., Perrone R. et al. (2015). Advanced Electronic Packaging Options for Miniaturization of Complex Medical Devices. Additional Conferences (Device Packaging, HiTEC, HiTEN, and CICMT). DOI: 10.4071/2015dpc-tha23
[3] Medical Device Packaging. Pharmaceutical Packaging Handbook. DOI: 10.3109/9781420012736-8
[4] F02 Committee (None). Guide for Biocompatibility Evaluation of Medical Device Packaging Materials. DOI: 10.1520/f2475-11
[5] Medical Device Packaging Handbook, Second Edition, Revised and Expanded. DOI: 10.1201/b16281
[6] Medical Device Packaging Handbook, Revised and Expanded. DOI: 10.1201/9780429074691
FAQ
- Hvorfor blir emballasje vanskeligere når medisinsk utstyr blir mindre?
- Fordi emballasjen må opprettholde en steril barriere, beskytte skjøre mikrokomponenter, sikre klinisk identifikasjon og ha fullstendig merking og sporing. Disse funksjonene kommer i konflikt i et begrenset rom, og utstyret krever ofte større, ikke mindre, emballasje for sikker håndtering [1]
- Hvilke fem emballasjeutfordringer fører miniatyrisering av medisinsk utstyr med seg?
- Strengere spesifikasjoner for barrierematerialer, kompleksitet i steriliseringskompatibilitet, redusert plass til merking, økte krav til nøyaktighet for mikrostrekkkoder og QR-sporing, samt økt behov for småskalaproduksjon med mange spesifikasjoner [1]
- Er det egnet for små og mellomstore taiwanske trykkerier å gå inn i markedet for medisinsk emballasje?
- Medisinsk emballasje har høy fortjeneste og sterk kundelojalitet, noe som gjør det til et 'blått hav' for differensiering. Imidlertid utgjør materialsertifisering og steriliseringsvalidering reelle inngangsterskler. Det anbefales å gå inn via ett enkelt nisjeområde for å akkumulere erfaring, fremfor en full satsning [1]
- Hva er de konkrete kravene til prepress for medisinsk emballasje?
- Krav om høynøyaktig overtrykk og lesbarhet for mikrostrekkkoder, integrering av materiale- og steriliseringsvalidering, fleksibelt skifte mellom små digitaltrykk-ordrer, samt fargekontrastdesign som tar hensyn til menneskelige faktorer for klinisk identifikasjon [1][3]
- Hvorfor er fargekontrastdesign så viktig i medisinsk miniatyremballasje?
- Når layoutplassen ikke er tilstrekkelig for å romme redundant informasjon, må identifikasjons- og håndteringseffektiviteten for klinisk personell oppnås gjennom visuelt design fremfor areal, noe som gjør fargekontrast til en nøkkel for sikker utplassering [1]
Relaterte artikler
- Hvordan leverer du visittkortdesignet uten å ødelegge trykket?
- Siegwerk stenger Sveits-fabrikk: Omvurdering av oljefargforsyningskjedens motstandskraft og lagerbeholdningsrisiko for taiwanske bedrifter
- Typografi for trykk: Fra skriftstørrelse og linjeavstand til negativ tekst – unngå de visuelle fellene mellom skjerm og ferdig produkt