画面上では完璧なデザインが、実際に加工すると立体感が出なかったり紙割れしたりする理由
多くのデザイナーが画面上で立体効果をプレビューすることに慣れていますが、物理的な条件の厳しい制約を見落としがちです
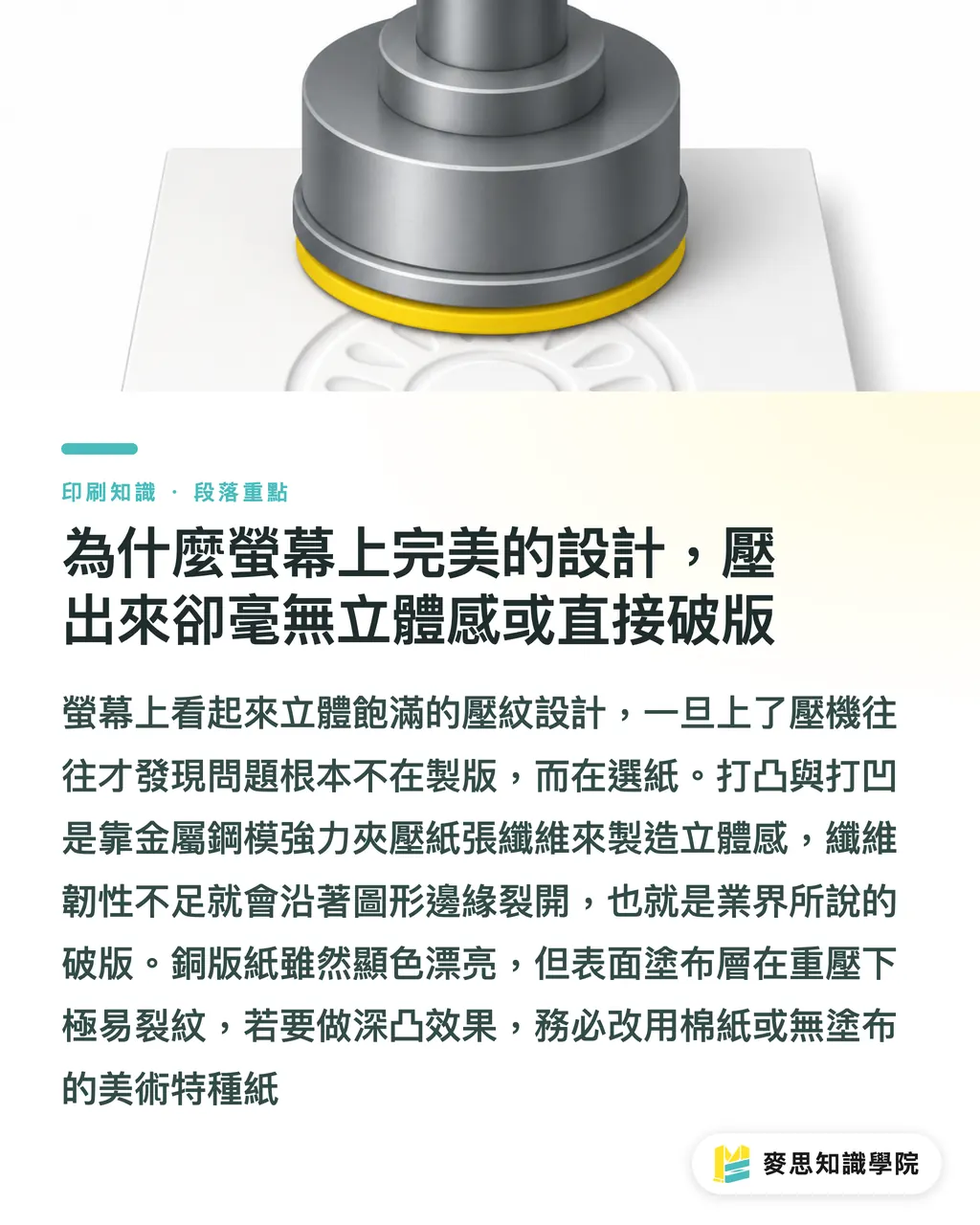
エンボス(Emboss)やデボス(Deboss)の物理的な原理は、上下2枚の金属型(メス型とオス型)で紙を強く挟み込み、紙の繊維を強制的に動かす(変位させる)ことで立体感を生み出すものです
つまり、インキを載せて色を印刷しているのではなく、紙という素材の物理的な限界に挑んでいるのです
もし紙の繊維が短い、あるいはしなやかさ(強靭さ)が足りないと、プレスした瞬間にデザインの輪郭に沿って紙が裂けてしまいます。これが業界でいう「紙割れ(破れ)」です
このようなトラブルを防ぐための鍵は、製版技術ではなく、最初の「用紙選び」にあります
私はこれまで、一般的なコート紙で深いエンボス加工を希望される案件を数多く目にしてきました。コート紙の表面にはコーティング(塗工層)が施されており、発色は素晴らしいものの、金属型による強い圧力を受けると非常にひび割れしやすくなります
一方で、コットンペーパーや非塗工のファンシーペーパー(特殊紙)は、繊維が長く可塑性が高いため、立体的な型押し表現に最も適しています
エンボス・デボス加工に適した用紙の厚さは?
豊かな立体感をしっかりと支えるには、用紙自体の厚さと坪量が重要な基準となります
私の長年の経験から言うと、目に見えて確かな質感(立体感)を出すためには、用紙は少なくとも200gsm以上を推奨します
この厚さを下回る用紙では、プレスによる高低差(立体感)が非常に限定的になり、少し強めに圧力をかけると紙が破れたり歪んだりしやすくなります
厚さだけでなく、加工の順番も最終的な仕上がりや予算に影響します
「空押し(Blind Embossing)」は、用紙に一切印刷をせず、そのまま立体的な図柄をプレスする手法で、用紙そのものが持つ素朴で純粋な質感を最も引き出すことができます
一方、印刷後にエンボス加工を行う(合わせエンボス)手法を選ぶと、見当合わせ(位置合わせ)の問題が発生します
機械でプレスする際、用紙はどうしても多少伸び縮みするため、印刷された絵柄とエンボスの位置を100%完璧に一致させるのは困難です。そのため、一定の許容誤差(逃げ)を設ける必要があり、また工程が一つ増えることで見積もり額も高くなります
為什麼報價單上的製版費這麼貴?
多くの発注担当者は、見積書を受け取った際、小さなロゴ一つの製版代にどうして数千円もかかるのかと疑問に思うはずです
エンボスやデボスはオフセット印刷(平版印刷)とは異なり、文字通り物理的な金型(版)を用いたプレス加工だからです
型押し加工を成立させるには、凸と凹の一対の版(凸版であるメス型と凹版であるオス型)を作る必要があります
版の材質は一般的に亜鉛版または銅版ですが、極めて高い精度やグラデーションがある3D彫刻が求められる場合は、真鍮のCNC切削による彫刻版が必要になります
これらはすべて削れない実費(固定費)であり、だからこそ私がよくクライアントに「後加工に少し予算を回すだけで、仕上がりの質感が劇的に変わります」とお伝えする理由でもあります
もしデザインに箔押しも組み合わせる必要があり、極めて高い見当精度が求められる場合は、通常、専用の箔押しエンボス版を作る必要があり、その製版代は当然別途計算されることになります
こうした製版のプロセスを理解しておけば、印刷会社からの見積書をチェックする際にも納得がいくはずです
加工トラブルを防ぐためのデザインデータ作成のポイント
特殊な用紙や後加工を伴う印刷データの作成は、単にCMYKの数値を調整するだけでは決して済みません
金型の物理的な厚みや、プレス時の紙の伸びるスペース(遊び)を考慮に入れる必要があります
・線と間隔:細部の文字は8ptを下回らないようにしてください。小さすぎる文字や細すぎる線は、金属型でプレスした際につぶれてしまいます
・フチからの安全距離:図柄の端は仕上がり線から3mm以上のスペースを空けることを推奨します。断裁線のすぐそばに型押しを配置すると、断裁時に紙の張力が解放されてフチが必ず裂けてしまいます
・データ上の指定:入稿用データ内では、エンボスまたはデボスの位置を独立した特色(スポットカラー)レイヤーとして作成し、通常は「Emboss」または「Deboss」と命名した上で、オーバープリント(Overprint)に設定する必要があります
デザインを詰め込みすぎず、適度な余白を残すことで、立体的な型押しがより視覚的なフォーカスとして際立ちます
これらの一見煩雑に見えるプリプレスの設定こそが、あなたのクリエイティブを狂いなく具現化し、仕上がりが大惨事になるのを防いでくれるのです
ポイントのまとめ
エンボス・デボス加工の成否は紙の繊維の長さに左右されます。コットンペーパーやファンシーペーパーは、コーティングされたコート紙よりも常に優れています
坪量が200gsm未満の用紙では十分な立体感を支えることができず、無理にプレスすると紙の破れや歪みを引き起こすだけです
デザインデータの細かな文字は8pt未満にせず、また図柄の端は紙割れを防ぐために少なくとも3mm以上の安全距離を確保してください
さらなる考察
デザイナーやSaaSのプロダクトマネージャーは、オンラインエディタを開発する際、後加工を単なるエフェクトレイヤーとして扱いがちです。しかし、もし200gsm、8pt、3mmといった物理的な制約をシステムのプリフライトチェックロジックに組み込み、入稿前に不合理な加工の組み合わせをブロックできれば、それこそが印刷会社とクライアントの双方にとって、真にコミュニケーションコストを削減する手法となります。これこそが、MINDSがワンストップの統合サービスを提供する際、クライアントのために品質を担保する基本ロジックなのです
FAQ / よくある質問
- エンボスとデボスの製版代は同じですか?
- 通常はセットで計算されます。この加工は、紙を挟み込んでプレスするためにオス型とメス型の両方を同時に作成する必要があり、片面だけを作ることはできないためです
- 印刷会社から「このデザインでは印刷後のエンボス加工はできない」と言われたのはなぜですか?
- 線が細すぎる(8pt未満)か、または図柄のフチのスペースが不足している可能性があります。印刷後のエンボス加工には物理的な見当合わせの限界があり、わずかなズレ(公差)でも非常に目立ってしまうためです
- 箔押しとエンボス加工を一度に行うことはできますか?
- 可能です。ただし、特殊な箔押しエンボス一体型の版(コンビネーション版)が必要になります。これは製版技術と機械の見当合わせに対する要求が極めて高く、製版代は2つの工程を別々に行うよりもかなり高額になります
関連記事
MINDSグループ
実際の印刷・ギフトサービスをお探しですか?
高品質印刷からオンライン注文、年節ギフトまで。MINDSグループの姉妹ブランドにお任せください。