Introduzione: la screpolatura in piegatura come problema di ricerca sottovalutato
Le screpolature e le perdite di colore nei punti di piegatura rappresentano uno dei difetti di qualità più comuni, ma meno sistematicamente discussi, nell'industria della stampa e del design. Quando un cartoncino spesso viene piegato lungo una linea, lo strato superficiale subisce delle micro-rotture rivelando la base bianca del substrato; un fenomeno noto nel settore come "rottura del colore" o "crepatura". Sebbene apparentemente imputabile alla qualità dell'inchiostro o della carta, la radice del problema risiede in una variabile materiale fondamentale: la direzione della fibra (grain direction), ovvero l'orientamento principale delle fibre nel processo di produzione cartaria
Le domande fondamentali a cui questo articolo intende rispondere sono:
・Tre:
・In primo luogo, perché la direzione della fibra determina se la piegatura si spezzerà
・In secondo luogo, qual è il meccanismo fisico che causa la rottura superficiale durante la piegatura contro-fibra
・In terzo luogo, qual è l'efficacia e il limite della cordonatura (creasing) come rimedio post-stampa. Il contributo di questo studio risiede nel sintetizzare letteratura sparsa proveniente dalla scienza dei materiali, dalla misurazione del legno e dalla lavorazione del cartone in un quadro esplicativo orientato alla pratica di stampa, derivandone implicazioni operative
L'importanza di questo tema per l'industria della stampa e del design risiede in una struttura caratterizzata da piccole e medie imprese e designer freelance, dove la gestione della fibra rimane spesso una conoscenza tacita ed esperienziale, piuttosto che un parametro tecnico specificabile e verificabile. Quando gli ordini si spostano verso prodotti con pieghe dense come quaderni rilegati, confezioni brandizzate o biglietti da visita ad alta grammatura, il costo causato da errori nella direzione della fibra spesso supera di gran lunga quello di una comunicazione preventiva. Questo articolo sostiene che trattare la fibra come un oggetto gestibile, anziché come una questione di fortuna, sia il punto di svolta per elevare la qualità post-stampa
Revisione della letteratura e dello stato dell'arte: raggruppamento delle conoscenze dalla disposizione delle fibre alla meccanica delle pieghe
Il dibattito esistente può essere diviso in tre gruppi che, pur essendo complementari nella "definizione e misurazione della fibra", lasciano lacune su "come la fibra influenzi il danneggiamento da piegatura"
Il primo gruppo di letteratura si concentra sulla misurazione e definizione dell'orientamento della fibra (grain direction). Già nello studio [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92), si è cercato di dedurre l'orientamento interno delle fibre senza danneggiare la corteccia, dimostrando che l'orientamento della fibra, in quanto grandezza fisica, è stato a lungo considerato una proprietà misurabile e prevedibile [3]. Il valore di questa prospettiva risiede nel trasformare la "venatura" da impressione visiva vaga in un parametro ingegneristico direzionale e ripetibile. Sebbene la fibra della carta derivi dal processo di produzione e non dalla crescita arborea, eredita lo stesso principio fondamentale per cui le fibre possiedono una direzione prevalente
Il secondo gruppo si concentra sulla definizione tecnica e semantica della cordonatura (creasing). L'Oxford English Dictionary documenta l'evoluzione semantica di [creasing sostantivo](https://doi.org/:
・10.1093/oed/
・7741172096) e [creasing aggettivo](https://doi.org/
・10.1093/oed/
・9034901663), riflettendo come il concetto di "pre-produrre una linea di piegatura controllata sul materiale" abbia un riferimento linguistico stabile [2][4]. L'analisi di questo articolo suggerisce che la cordonatura sia un termine tecnico distinto proprio perché non è una semplice "piega", ma un processo intenzionale volto a guidare il percorso di rottura del materiale
Il terzo gruppo affronta il comportamento di cordonatura dal punto di vista meccanico e fisico. [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) inserisce le proprietà di cordonatura del cartone in un quadro standardizzato, dimostrando che la resistenza alla piega, il ritorno elastico e la rottura non sono casuali, ma indicatori ingegneristici normabili e testabili [1]. Anche la classificazione tematica fisica elenca [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) come un fenomeno meccanico indipendente, implicando che la formazione di grinze superficiali e pieghe possieda meccanismi universali studiabili nella meccanica dei materiali [5]
Dalla sintesi di questi tre gruppi emerge una lacuna strutturale: la letteratura sulla misurazione dimostra che l'orientamento può essere definito e quella tecnologica che la cordonatura può essere normata, ma pochi studi collegano direttamente la catena causale tra "direzione della fibra" e "rottura in piegatura" nel contesto della pratica di stampa. Il punto di ingresso di questo articolo è colmare tale divario esplicativo tra le proprietà del materiale e i difetti di produzione
La natura fisica e la classificazione della direzione della fibra
Questa sezione definisce la natura fisica della direzione della fibra come base per l'analisi della piegatura
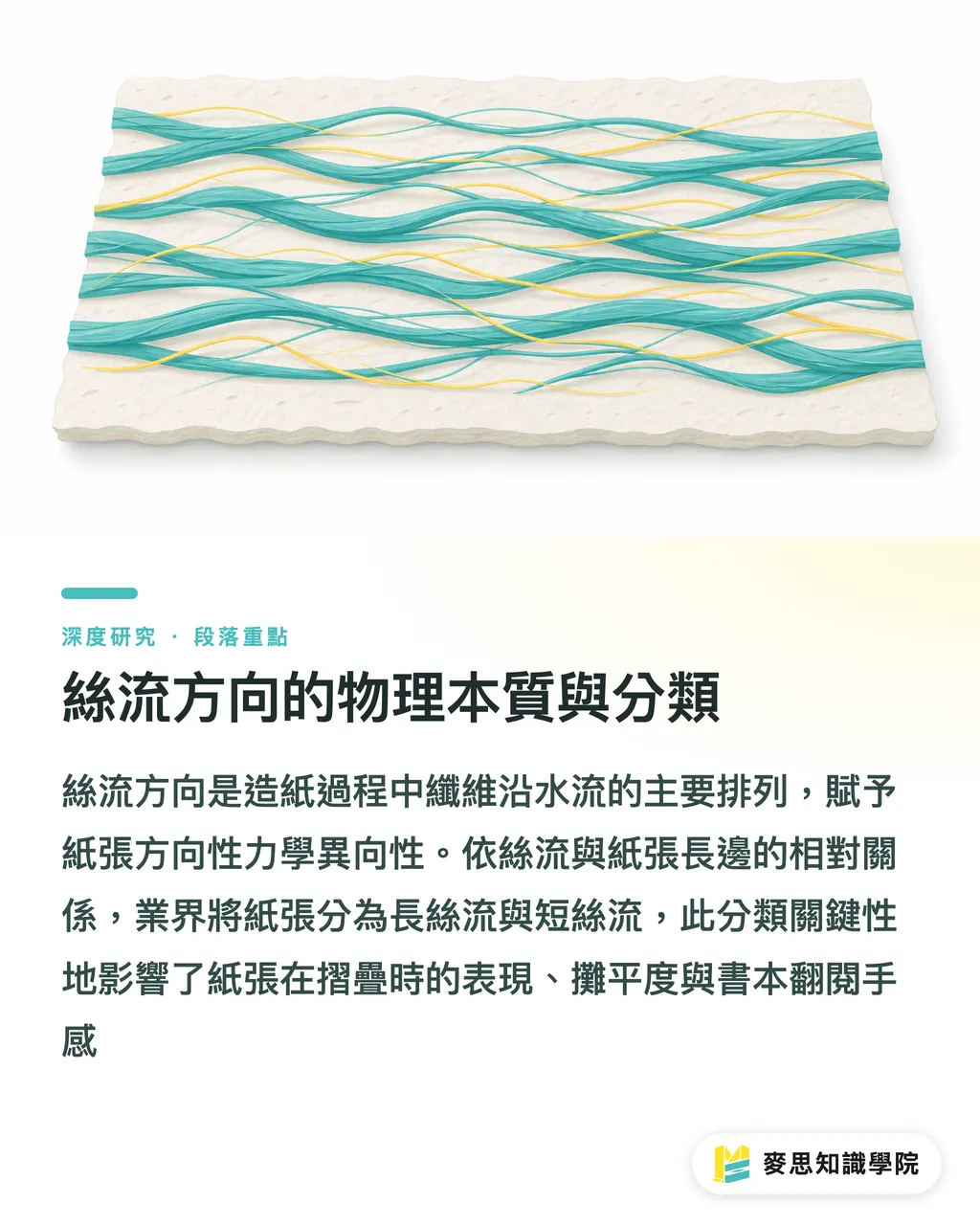
La direzione della fibra si riferisce all'orientamento principale lungo il quale le fibre si dispongono seguendo il flusso d'acqua sul nastro della macchina continua durante la produzione. Poiché la pasta di legno si estende lungo la direzione del flusso, le fibre tendono ad allinearsi lungo la direzione della macchina (machine direction), creando un orientamento dominante identificabile. Seguendo il presupposto che l'orientamento della fibra sia una grandezza fisica misurabile [3], la carta presenta un'anisotropia meccanica dipendente dalla direzione: la resistenza alla trazione è maggiore lungo la direzione della fibra e l'allungamento è minore, mentre avviene il contrario in direzione perpendicolare
In base alla relazione tra la fibra e il lato lungo del foglio, il settore classifica la carta in "fibra lunga" (long grain) e "fibra corta" (short grain). La fibra lunga indica che l'orientamento è parallelo al lato lungo, la fibra corta il contrario. Il significato pratico di questa classificazione risiede nel determinare se, per una data dimensione di taglio, la piega ricadrà in direzione parallela o perpendicolare alla fibra. Questo articolo sostiene che di per sé non esista una fibra migliore dell'altra; la chiave è se la direzione della piega del prodotto finito coincida con quella della fibra
L'anisotropia della fibra influenza anche molteplici prestazioni oltre alla piegatura. La carta con fibra lunga si stende più facilmente, mentre la fibra corta genera elasticità e ondeggiamento poiché le fibre sono costrette a piegarsi lateralmente. Questa caratteristica influenza anche la facilità di apertura e sfoglio dei libri: quando la fibra è parallela al dorso, la resistenza allo sfoglio è minore e l'apertura è migliore; al contrario, le pagine tendono a inarcarsi e il movimento è rigido. Pertanto, la direzione della fibra non è solo la causa della rottura in piegatura, ma anche una variabile potenziale della qualità di rilegatura
Il meccanismo di rottura della piegatura contro-fibra: frattura superficiale e rottura del colore
Questa sezione analizza il meccanismo centrale della rottura in piegatura, ovvero perché la piegatura contro-fibra causi la frattura superficiale delle fibre e la perdita di colore
La piegatura è essenzialmente una deformazione per flessione, dove il materiale all'esterno della linea di piegatura subisce trazione, mentre l'interno subisce compressione. Quando la piega è parallela alla fibra (piegatura con-fibra), la piega segue le superfici di debolezza tra le fibre, permettendo loro di separarsi naturalmente anziché essere strappate trasversalmente, mantenendo l'integrità dello strato superficiale. Al contrario, quando la piega è perpendicolare alla fibra (piegatura contro-fibra), la piegatura costringe un gran numero di fibre ad essere strappate lateralmente all'esterno della linea di piega; lo strato di patinatura e quello d'inchiostro, perdendo il supporto del substrato, si frantumano lungo la piega formando crepe bianche visibili. Interpretando la cordonatura come un comportamento di rottura normabile [1], comprendiamo questo fenomeno come un problema di "allineamento del percorso di rottura rispetto alle linee di debolezza del materiale"
Più la carta è spessa e alta la grammatura, più questo meccanismo è pronunciato. Quando cartoncini spessi vengono piegati, la distanza tra lo strato superficiale esterno e l'asse neutro è maggiore, il che significa che, a parità di angolo di piega, lo strato superficiale subisce una tensione maggiore. Quando questa deformazione supera il limite di estensione della patinatura e delle fibre superficiali, avviene la rottura. Questo spiega perché la carta sottile piegata contro-fibra mostra solo leggere grinze, mentre i cartoncini pesanti si rompono direttamente rivelando il bianco. La letteratura fisica elenca la formazione di grinze e pieghe come fenomeni meccanici indipendenti [5], che riecheggiano la descrizione di questa concentrazione di deformazione
Il rischio della carta patinata è superiore a quella non patinata. Lo strato patinato è una vernice minerale di copertura sulla superficie delle fibre con estensibilità limitata; la sua deformazione a rottura è inferiore a quella delle fibre stesse. Pertanto, a parità di condizioni, la superficie patinata presenta crepe prima. Questo è il motivo per cui cartoncini pesanti patinati si rompono facilmente in piega, mentre le carte artistiche non patinate sono relativamente più tolleranti. L'analisi di questo articolo suggerisce che la gravità della rottura sia l'effetto moltiplicativo di "direzione della fibra, spessore della carta e patinatura superficiale", non causato da un singolo fattore
La cordonatura come rimedio: meccanismo, efficacia e limiti
Questa sezione valuta il meccanismo d'azione e i confini della cordonatura come mezzo per rimediare alla piegatura contro-fibra
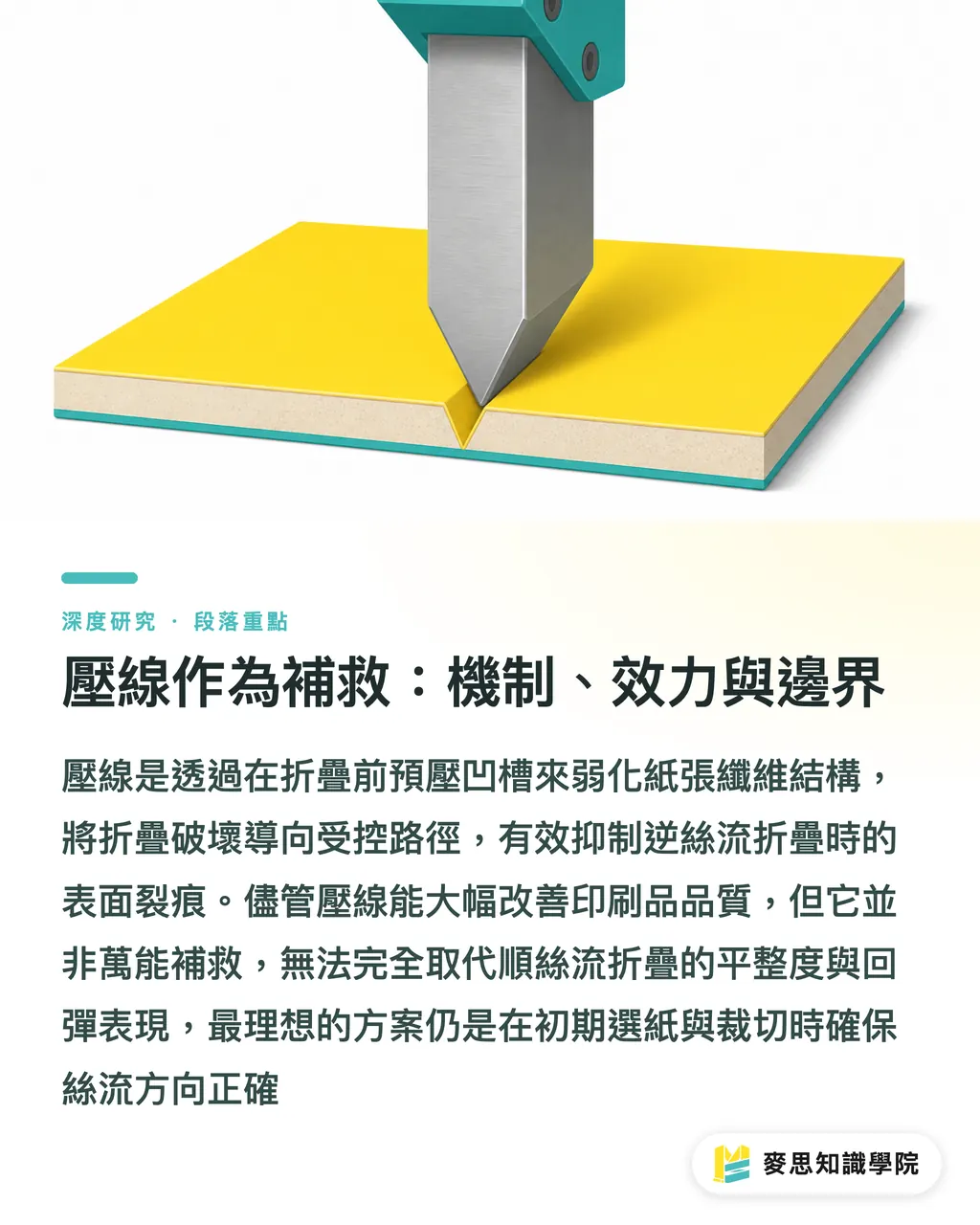
La cordonatura è il processo di pre-incisione di una scanalatura sulla linea di piega mediante una lama o un cliché prima della piegatura. Il riferimento semantico del termine "creasing" nell'Oxford English Dictionary riflette come questo comportamento di "linea di piega pre-fabbricata e controllata" abbia un riferimento stabile [2][4]. Il suo principio meccanico consiste nel comprimere preventivamente la struttura fibrosa della carta in corrispondenza della piega e ridistribuire lo spessore, in modo che la flessione successiva si concentri in questa scanalatura indebolita, anziché costringere lo strato superficiale a strapparsi lateralmente senza preparazione. In altre parole, la cordonatura non elimina la rottura, ma la reindirizza verso un percorso controllato all'interno
L'efficacia della cordonatura è già stata inserita in un quadro ingegneristico standardizzato. Il fatto che le proprietà di cordonatura del cartone siano normate indica che la resistenza alla piega e il comportamento di rottura possono essere testati e impostati [1]. Su questa base, si deduce che l'accoppiamento tra profondità della lama, larghezza della lama e larghezza della scanalatura della matrice deve essere regolato in base allo spessore della carta e alla direzione della fibra: le pieghe contro-fibra richiedono solitamente una cordonatura più profonda e larga per compensare la difficoltà delle fibre trasversali a separarsi naturalmente. Quando i parametri sono ben accoppiati, le crepe superficiali delle pieghe contro-fibra possono essere significativamente soppresse
Tuttavia, la cordonatura non è un rimedio universale e i suoi confini devono essere dichiarati onestamente:
・Primo, la cordonatura non può ripristinare completamente la planarità e il ritorno elastico della piegatura con-fibra; la piega contro-fibra, anche dopo la cordonatura, può mantenere un maggiore ritorno elastico, portando ad un'apertura leggermente maggiore
・Secondo, una cordonatura troppo profonda può essa stessa rompere lo strato superficiale, anticipando la "rottura post-piegatura" in "rottura immediata in cordonatura"
・Terzo, la cordonatura aumenta i costi di preparazione e le fasi post-stampa; per piccoli ordini e prodotti a basso prezzo, il costo non è sempre vantaggioso. Questo articolo analizza la cordonatura come un risarcimento ex-post per un errore di abbinamento della fibra, non come un'alternativa alla specifica preventiva della fibra; la pratica più conveniente rimane quella di far coincidere la piega con la direzione della fibra in fase di scelta della carta e taglio
Identificare la direzione della fibra è la premessa per le decisioni di cui sopra. In pratica, si utilizzano tre test non distruttivi o semi-distruttivi: il test di strappo, lo strappo lungo la fibra è più dritto, contro-fibra è più curvo e irregolare; il test di flessione, piegando il foglio in entrambe le direzioni, quello con meno resistenza e curva più liscia è la direzione della fibra; il test di bagnatura, bagnando un lato, il foglio si arriccia perpendicolarmente alla direzione della fibra, poiché l'espansione per assorbimento d'acqua è maggiore trasversalmente. Seguendo la tradizione per cui l'orientamento della fibra può essere dedotto [3], questi test si basano essenzialmente sulla reazione meccanica o igroscopica direzionale per dedurre l'orientamento interno
Implicazioni per l'industria del design e della stampa
Questa sezione traduce i meccanismi precedenti in implicazioni operative per le tre tipologie di attori del settore, discutendone l'impatto su processi, costi e tempi
Per le piccole e medie stamperie, la chiave della gestione della fibra risiede nel trasformare la conoscenza tacita in processi verificabili. Le pratiche concrete includono: marcare la direzione della fibra di ogni risma al momento della ricezione, dare priorità all'allineamento con-fibra per le pieghe principali durante la pianificazione del taglio; per i layout che richiedono obbligatoriamente una piegatura contro-fibra, prevedere preventivamente la cordonatura e stabilire tabelle dei parametri di cordonatura in base alla grammatura. Il costo di questa iniziativa è principalmente l'aumento del tempo di comunicazione e pianificazione iniziale, ma rispetto alla ristampa e allo spreco di carta dopo la rottura di un intero lotto, il ritorno sull'investimento è chiaro. Documentare la fibra e i parametri di cordonatura aiuta anche a ridurre la dipendenza dall'esperienza del singolo operatore esperto
Per i designer, l'implicazione sta nell'inserire la fibra nel pensiero preventivo di preparazione del file, anziché accettare passivamente il risultato dopo la consegna. Progettando pieghevoli, copertine di libri rilegati o fustellati per packaging, i designer dovrebbero indicare attivamente la posizione e la direzione della piega, confermando con la tipografia se la piega sarà con-fibra. Se la direzione della piega del prodotto è fissa, la scelta della carta e del formato dovrebbe richiedere la fibra lunga o corta corrispondente. Seguendo l'analisi dell'estensibilità limitata dello strato patinato [1][5], i designer devono essere particolarmente cauti con carte patinate ad alta grammatura, richiedendo attivamente la cordonatura o passando a materiali non patinati più tolleranti
Per i brand, il prezzo di un errore sulla direzione della fibra si riflette spesso sui tempi di consegna e sulla coerenza. La rottura della piega non influisce solo sulla qualità del singolo pezzo, ma causa fluttuazioni di rendimento e ritardi nella produzione di massa. Quando si definiscono specifiche per packaging o pubblicazioni, i brand dovrebbero inserire i requisiti di fibra e cordonatura nei capitolati d'appalto come clausole di qualità verificabili, anziché semplici accordi verbali. Questo articolo sostiene che elevare la fibra da "dettaglio tecnico interno alla tipografia" a "parte delle specifiche di acquisto" sia una leva efficace per garantire la coerenza tra i lotti
In generale, la lezione comune per le tre categorie è che la fibra è una variabile che dovrebbe essere decisa prima che la linea di piega sia definita. Una volta bloccate le dimensioni del prodotto e la direzione della piega, la fibra è configurata passivamente; in seguito si può solo rimediare parzialmente con la cordonatura. Spostare il punto decisionale alla fase di scelta della carta e taglio è il punto di intervento sulla qualità più economico
Conclusioni e limiti
Questo articolo risponde alle tre domande di ricerca poste nell'introduzione come segue:
・Primo, il motivo per cui la direzione della fibra determina se la piegatura si spezzerà risiede nell'anisotropia meccanica della carta, dove la relazione tra direzione della piega e disposizione delle fibre domina l'allineamento del percorso di rottura rispetto alle linee di debolezza del materiale [3][5]
・Secondo, il meccanismo per cui la piegatura contro-fibra causa la rottura superficiale è che un gran numero di fibre viene strappato lateralmente contemporaneamente all'esterno della piega, lo strato patinato perde supporto e si frantuma, e questo effetto è amplificato dallo spessore della carta e dal grado di patinatura [1]
・Terzo, la cordonatura come rimedio agisce reindirizzando la rottura verso una scanalatura pre-pressata controllata; l'efficacia è notevole ma non può ripristinare completamente le prestazioni della piegatura con-fibra, e presenta limiti sia di rottura da pressione che di costo [1][2][4]
I limiti di questo studio devono essere dichiarati. In primo luogo, la letteratura citata è per lo più a livello di definizioni, misurazioni e quadri di standardizzazione, priva di dati sperimentali quantitativi su soglie di rottura per specifici tipi di carta e angoli di piega; pertanto, le influenze dello spessore e della patinatura nel testo sono in gran parte inferenze meccanicistiche e non conclusioni basate su misurazioni. In secondo luogo, i test di strappo, piegatura e bagnatura sono metodi empirici la cui interpretazione dipende dall'esperienza dell'operatore, e gli standard quantitativi attendono ricerche future. Terzo, questo articolo non copre le interazioni tra umidità ambientale, tipi di fibra e contenuto di riciclato sul comportamento di piegatura, variabili che possono essere più complesse nella carta riciclata e in materiali speciali
Per le direzioni di ricerca future, si suggerisce di stabilire dati sperimentali comparativi su "grammatura, direzione della fibra, parametri di cordonatura, livello di crepe post-piegatura" per cartoncini comuni, carte artistiche e carta riciclata, trasformando il quadro meccanicistico di questo articolo in parametri di linea di produzione direttamente consultabili. Solo così la gestione della fibra potrà passare dal tocco dell'esperto a una specifica ingegneristica verificabile e ricercabile
Sintesi dei punti chiave
・La causa principale della rottura della piega non è l'inchiostro o la carta, ma l'incoerenza tra direzione della piega e direzione della fibra (grain direction)
・La piegatura contro-fibra costringe le fibre ad essere strappate trasversalmente all'esterno della piega, perdendo il supporto della patinatura; il fenomeno è più grave con carta più spessa e più patinata
・La cordonatura (creasing) può reindirizzare la rottura verso una scanalatura controllata per inibire le crepe, ma non può ripristinare completamente la planarità della piegatura con-fibra e presenta limiti di costo e rottura da pressione
・I tre test di strappo, flessione e bagnatura possono dedurre semi-quantitativamente la direzione della fibra come giudizio preliminare per la scelta della carta e l'impaginazione
・La pratica più conveniente è far coincidere la direzione della piega con la fibra in fase di scelta della carta e taglio, piuttosto che rimediare dopo con la cordonatura
Riflessioni estese
Per la produzione di stampa, il passo successivo nella gestione della fibra è trasformare l'esperienza dei maestri in un database di parametri di cordonatura consultabile, abbinando profondità e larghezza della cordonatura alla grammatura e direzione della fibra, riducendo la dipendenza dal singolo individuo. Per il lato design, la direzione della piega dovrebbe essere indicata in fase di preparazione del file, deducendo la specifica della fibra lunga o corta della carta, rendendo la fibra una decisione progettuale piuttosto che una scommessa post-stampa. Per l'introduzione di AI e SaaS, il punto di ingresso più promettente è la creazione di un dataset strutturato di "tipo di carta, grammatura, fibra, angolo di piega, livello di crepe", in modo che il software di impaginazione possa avvisare automaticamente delle pieghe contro-fibra prima che il layout sia bloccato e suggerire impostazioni di cordonatura. Il problema irrisolto è che l'identificazione della fibra e le soglie di rottura mancano ancora di benchmark quantitativi pubblici; questa è sia una lacuna nella ricerca che una precondizione chiave per la strumentalizzazione del settore
Riferimenti bibliografici
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Perché il cartoncino spesso si rompe e perde colore quando viene piegato?
- Perché la direzione della piega è perpendicolare alla direzione della fibra (grain direction). Durante la piegatura, le fibre all'esterno della linea di piega vengono strappate lateralmente e lo strato di patinatura superficiale perde supporto, frantumandosi e rivelando la base bianca. Più la carta è spessa e più è patinata, più evidente è questo fenomeno
- Cosa sono la fibra lunga e la fibra corta?
- La fibra lunga indica che l'orientamento delle fibre è parallelo al lato lungo del foglio, la fibra corta indica che è parallelo al lato corto. Non c'è una qualità migliore in assoluto; la chiave è se la piega principale del prodotto finito è coerente con la direzione della fibra
- La cordonatura può risolvere completamente le crepe da piegatura?
- Non può risolverle completamente, ma può inibirle significativamente. La cordonatura pre-incide una scanalatura controllata sulla linea di piega, guidando la piegatura a concentrarsi sul percorso indebolito, ma le pieghe contro-fibra possono comunque avere un ritorno elastico dopo la cordonatura, e una cordonatura troppo profonda può rompere la superficie
- Come si può determinare autonomamente la direzione della fibra della carta?
- Si possono usare tre test: lo strappo lungo la fibra è più dritto, contro-fibra è più irregolare; la flessione con meno resistenza e curva più liscia indica la direzione della fibra; dopo aver bagnato un lato, il foglio si arriccia perpendicolarmente alla direzione della fibra
- È necessario specificare la direzione della fibra quando si effettua un ordine di stampa?
- Sì. Se il prodotto ha una direzione di piega fissa, è necessario richiedere la fibra lunga o corta corrispondente durante la scelta della carta e la specifica del formato, e inserire i requisiti di fibra e cordonatura nelle specifiche dell'ordine: questo è il modo più economico per prevenire le crepe
Articoli correlati
- La logica di selezione tra carta patinata e non patinata: meccanismi e decisioni per carta patinata lucida, patinata opaca e usomano
- Come leggere il peso della carta gsm? Chiarezza una volta per tutte - quanti grammi per biglietti da visita, volantini e poster
- Report operativo WrapFest 2026: in che direzione si sta muovendo il mercato del car wrapping