Bevezetés: A hajtási repedés mint alulértékelt kutatási probléma
A hajtásoknál jelentkező repedések és a fehér alaprész láthatóvá válása a tervezőgrafikai és nyomdaipar egyik leggyakoribb, mégis legkevésbé szisztematikusan kezelt minőségi hibája. Amikor egy vastag kartont vagy műnyomót a hajtásvonal mentén megtörünk, a felület finoman megreped, és a festékréteg alatt láthatóvá válik az alapanyag fehére – ezt az iparágban „színrepedésnek” vagy „törésnek” nevezik. Ez a jelenség első ránézésre a festék vagy a papír minőségének problémájának tűnhet, de valójában egy alapvetőbb anyagtudományi tényezőben gyökerezik: a papírszálirányban (grain direction), azaz a rostok elsődleges rendeződésében a papírgyártási folyamat során
Jelen cikk a következő központi kérdésekre keresi a választ:
・Három:
・Először is, miért határozza meg a szálirány a hajtás repedését?
・Másodszor, mi a fizikai mechanizmusa az ellenszálas hajtás okozta felületi törésnek?
・Harmadszor, hol vannak a bígelés (creasing), mint utófeldolgozási korrekciós eszköz hatékonyságának és korlátainak határai? A cikk hozzájárulása abban áll, hogy az anyagtudományi, faipari mérési és kartonfeldolgozási szétszórt irodalmat a nyomdai gyakorlat számára értelmezhető magyarázó keretrendszerré szintetizálja
Ez a téma azért kulcsfontosságú a tajvani tervező- és nyomdaipar számára, mert az iparág szerkezete – amely főként kis- és középvállalkozásokra, valamint szabadúszó tervezőkre épül – miatt a szálirány-kezelés hosszú ideje csak a mesterek hallgatólagos tudására épül, nem pedig specifikálható és ellenőrizhető műszaki paraméterekre. Amikor a megrendelések a keményfedeles jegyzetfüzetek, márkás csomagolóanyagok vagy vastag névjegykártyák felé tolódnak el, a szálirány téves megítéléséből adódó selejt költségei gyakran sokkal magasabbak, mint az előzetes papírkiválasztási kommunikáció költségei. A cikk amellett érvel, hogy a szálirányt egy irányítható kutatási objektumként, nem pedig szerencsejátékként kell kezelni
Szakirodalmi és jelenlegi áttekintés: A rostelrendezéstől a hajtásmechanikáig
A meglévő diskurzus három csoportra osztható, amelyek kiegészítik egymást abban, hogy „hogyan definiálják és mérik a szálirányt”, de hiányosságok mutatkoznak abban, hogyan befolyásolja az a hajtási sérüléseket
Az első csoport a szálirány mérésével és definíciójával foglalkozik. A faipar már a Through-Bark Measurement of Grain Direction kutatásban kísérletet tett a belső rostirány becslésére a kéreg roncsolása nélkül, ami azt mutatja, hogy a rostirány, mint fizikai mennyiség, régóta mérhető és előrejelezhető anyagtulajdonság [3]. Ennek az értéke abban áll, hogy a „szálirányt” homályos vizuális benyomásból irányított és ismételhető mérnöki paraméterré alakítja
A második csoport a bígelés (creasing) ipari definíciójára és szemantikájára fókuszál. Az Oxford English Dictionary a creasing főnévi jelentését és a creasing melléknévi jelentését egyaránt rögzíti, tükrözve azt a tényt, hogy „az anyagon egy szabályozott hajtásvonal előkészítése” mint cselekvés régóta stabil fogalom a nyelvben [2][4]. Elemzésünk szerint a bígelés azért lett önálló szakkifejezés, mert nem pusztán „hajtást”, hanem egy szándékos folyamatot jelöl az anyag törési útvonalának irányítására
A harmadik csoport a bígelés viselkedését mechanikai és fizikai szinten kezeli. A Creasing properties of carton board a karton bígelési tulajdonságait szabványos keretrendszerbe helyezi, bizonyítva, hogy a hajtás szilárdsága és a törés nem véletlenszerű, hanem mérhető mérnöki mutató [1]. A fizikai tárgyszavak szintén önálló mechanikai jelenségként sorolják be a Creasing fogalmát, ami azt jelenti, hogy a felületi ráncosodás és a hajtás kialakulása univerzális mechanikai elveken nyugszik [5]
E három csoport áttekintése strukturális hiányosságot tár fel: míg a mérési irodalom bizonyítja, hogy a rostirány definiálható, a technológiai irodalom pedig, hogy a bígelés szabályozható, kevés kutatás köti össze közvetlenül a „szálirányt” és a „hajtás repedését” egy teljes oksági lánccá a nyomdai gyakorlat kontextusában
A szálirány fizikai természete és osztályozása
Ez a fejezet definiálja a szálirány fizikai természetét, ami alapul szolgál a későbbi hajtásanalízishez
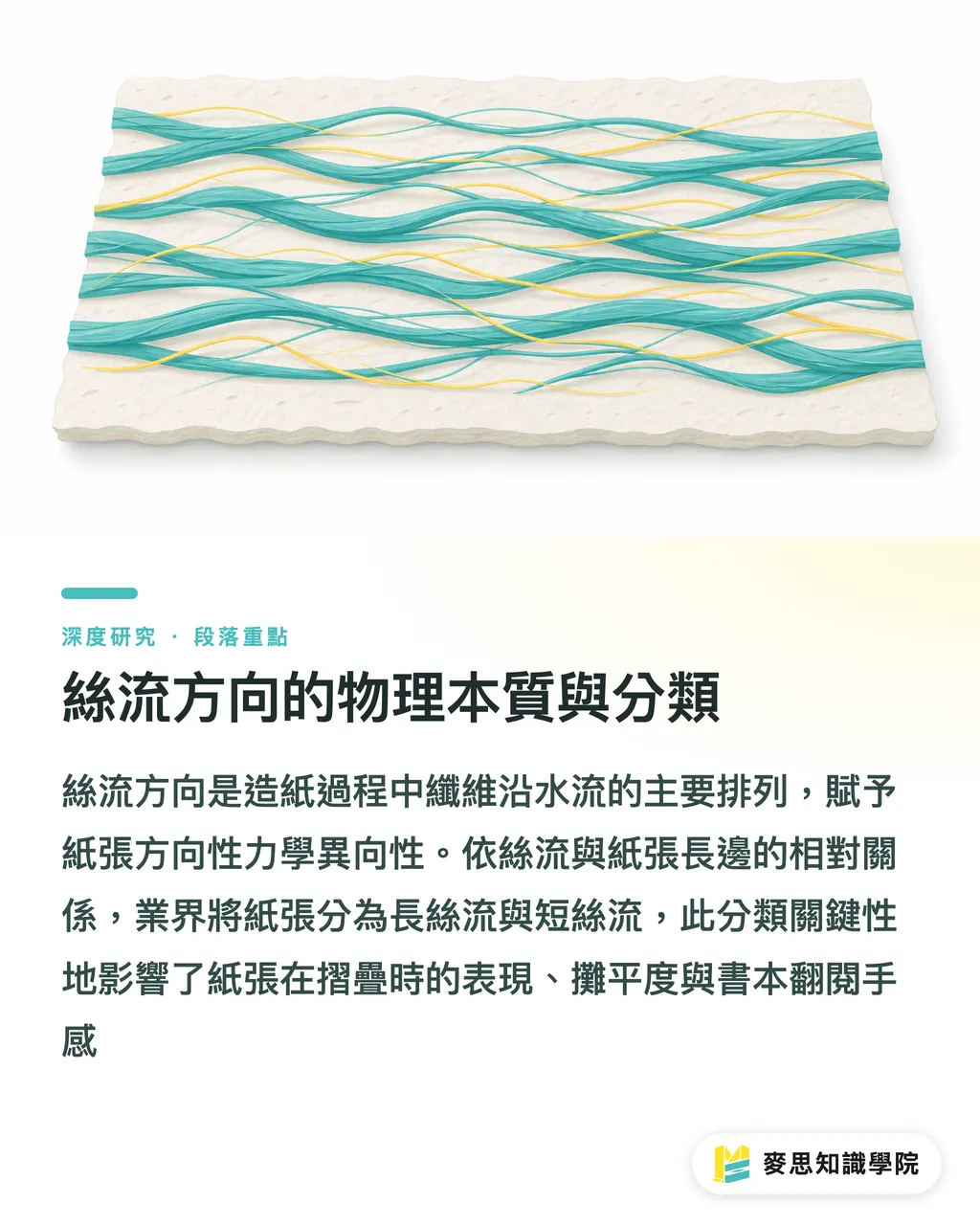
A szálirány arra az irányra utal, amelyben a rostok a papírgyártás során a papírgép hálóján a víz áramlásával párhuzamosan főként rendeződnek. Mivel a papíripari pép a gyártás során a gép futási irányával (machine direction) megegyezően terül el, a rostok hajlamosak a gép irányába igazodni, felismerhető domináns orientációt képezve. Az a premissza, hogy a rostirány mérhető fizikai mennyiség [3], azt jelenti, hogy a papír irányfüggő mechanikai anizotrópiával rendelkezik: a száliránnyal párhuzamosan a szakítószilárdság magasabb, a megnyúlás alacsonyabb, míg a szálirányra merőlegesen ennek az ellenkezője igaz
A szálirány és a papír hosszabbik oldala közötti viszony alapján az iparág hosszanti szálirányú (long grain) és keresztirányú (short grain) papírokat különböztet meg. A hosszanti szálirány azt jelenti, hogy a rostok a papír hosszabb oldalával párhuzamosak, a keresztirányú pedig a rövidebb oldallal. Ennek gyakorlati jelentősége abban rejlik, hogy meghatározza: adott vágási méret mellett a hajtásvonal a száliránnyal párhuzamosan vagy arra merőlegesen esik-e. Elemzésünk szerint magában a hosszanti vagy keresztirányú szálban nincs minőségi különbség, a kulcs az, hogy a végtermék hajtásvonala összhangban van-e a száliránnyal
A szálirány anizotrópiája a hajtáson kívül számos más tulajdonságot is befolyásol. A hosszanti szálirányú papírok könnyebben fekszenek ki, a keresztirányúak viszont – mivel a rostok kényszerűen keresztirányban hajolnak – visszaugranak vagy hullámossá válnak. Ez a tulajdonság közvetlenül befolyásolja a könyvek nyithatóságát és a lapozhatóságot: ha a szálirány párhuzamos a gerinccel, a lapozási ellenállás kisebb; ha nem, a lapok könnyebben púposodnak, a lapozás merevebbé válik
Az ellenszálas hajtás törési mechanizmusa: Felületi szakadás és színrepedés
Ez a fejezet a hajtási repedés központi mechanizmusát elemzi, azaz hogy miért vezet az ellenszálas hajtás a felületi rostok szakadásához és a fehér alap láthatóvá válásához
A hajtás alapvetően egy hajlítási deformáció; a hajtásvonal külső oldala nyúlásnak, a belső oldala összenyomásnak van kitéve. Amikor a hajtásvonal párhuzamos a száliránnyal (párhuzamos hajtás), a hajtás a rostok közötti gyenge pontok mentén oszlik el, a rostok könnyen szétválnak anélkül, hogy keresztirányban elszakadnának, így a felület ép maradhat. Ezzel szemben, amikor a hajtásvonal merőleges a szálirányra (ellenszálas hajtás), a hajtás arra kényszeríti a rostok tömegét, hogy a hajtásvonal külső oldalán keresztirányban egyszerre szakadjanak el. A felületi bevonat és a festékréteg, mivel elveszíti az alapzat tartását, a hajtás mentén szétreped, ami látható fehér repedéseket és színrepedést eredményez
Minél vastagabb a papír, annál hangsúlyosabb ez a mechanizmus. Vastag kartonoknál a külső felület és a semleges tengely közötti távolság nagyobb, ami azt jelenti, hogy ugyanazon hajlítási szög mellett a felületet érő nyúlási igénybevétel sokkal nagyobb. Amikor ez a feszültség meghaladja a bevonat és a felületi rostok nyúlási határát, bekövetkezik a szakadás. Ez magyarázza, miért látunk vékony papíroknál ellenszálas hajtásnál csak enyhe ráncokat, míg vastag kartonnál azonnali törést
A bevont papírok kockázata magasabb, mint a bevonat nélkülieké. A bevonat egy korlátozott nyúlású ásványi réteg, amelynek szakadási nyúlása alacsonyabb, mint magáé a rostoké. Ezért azonos hajtási feltételek mellett a bevont felületen hamarabb jelennek meg a repedések. Ez az oka annak, hogy a vastag műnyomó papírok hajtásnál a leginkább hajlamosak a repedésre, míg a puha, bevonat nélküli művészpapírok viszonylag toleránsabbak
Bígelés mint korrekciós megoldás: Mechanizmus, hatékonyság és határok
Ez a fejezet értékeli a bígelés, mint az ellenszálas hajtás elleni korrekciós eszköz mechanizmusát és korlátait
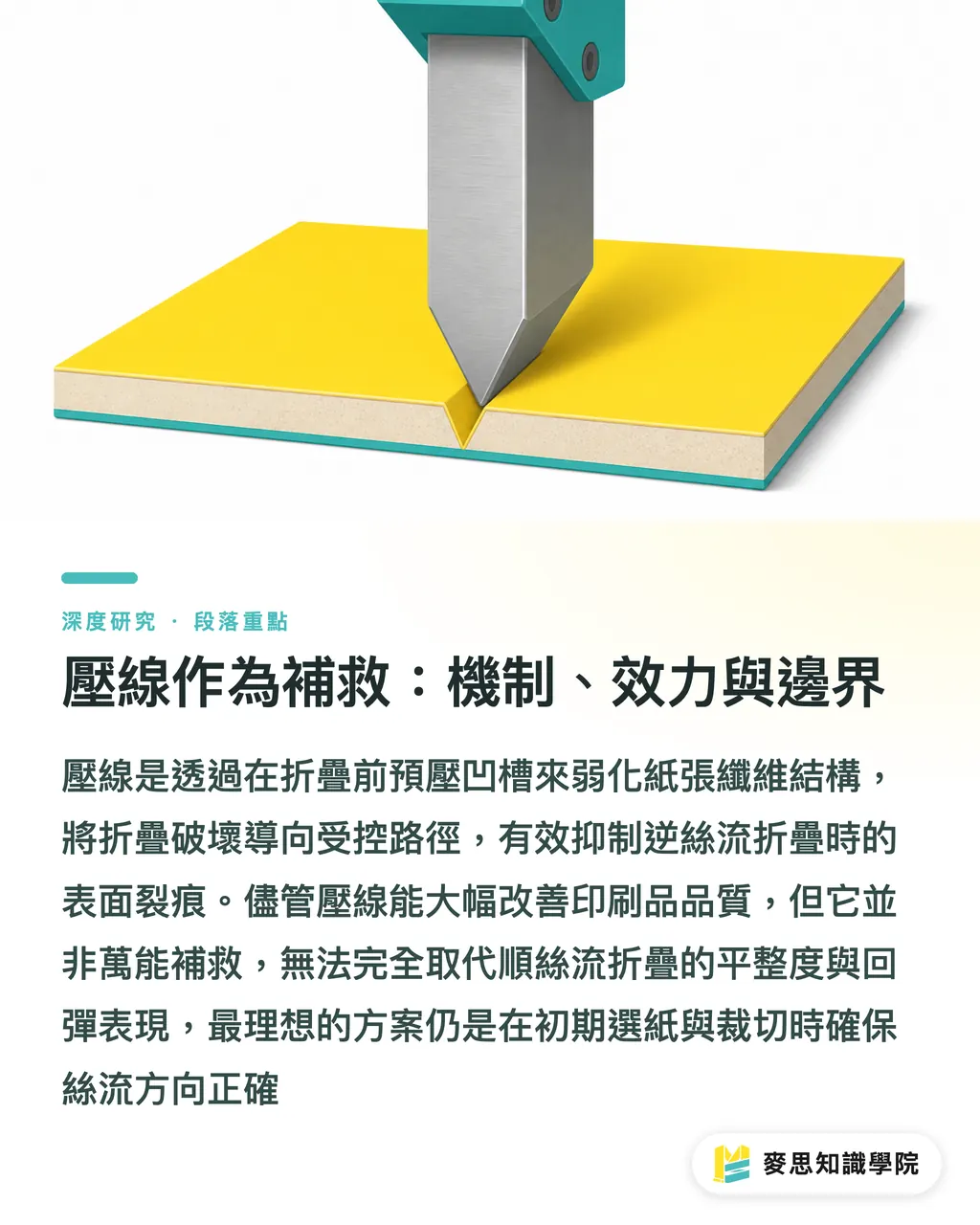
A bígelés az a folyamat, amely során a hajtás előtt egy acéldróttal vagy nyomóformával egy előzetes hornyot hoznak létre a hajtásvonal mentén. A bígelés mechanikai elve abban rejlik, hogy a papír rostszerkezetét a hajtásvonalon előre összenyomja, újraosztva a vastagságot, így a későbbi hajtás a már gyengített horonyban összpontosul, ahelyett, hogy a felület felkészületlenül kényszerülne keresztirányú szakadásra. Más szóval, a bígelés nem szünteti meg a roncsolódást, hanem egy irányított, belső útvonalra tereli azt
A bígelés hatékonysága bekerült a szabványos mérnöki keretrendszerekbe. A karton bígelési tulajdonságainak szabványosítása azt mutatja, hogy a hajtás szilárdsága és a törési viselkedés tesztelhető és beállítható [1]. Ebből arra következtetünk, hogy a bígelési mélységet, a drót szélességét és az alsó forma hornyának párosítását a papír vastagságának és szálirányának megfelelően kell hangolni: az ellenszálas hajtáshoz általában mélyebb és szélesebb bígelési beállítás szükséges. Ha a paraméterek megfelelően vannak párosítva, az ellenszálas hajtás felületi repedései jelentősen mérsékelhetők
A bígelés azonban nem csodaszer, a korlátait be kell ismerni:
・Először is, a bígelés nem állítja vissza teljesen a párhuzamos hajtás simaságát; az ellenszálas hajtás bígelés után is nagyobb visszarugózást mutathat
・Másodszor, a túl mély bígelés önmagában is átszakíthatja a felületet, a „hajtás utáni repedést” „bígeléskori szakadássá” alakítva
・Harmadszor, a bígelés növeli a gyártási időt és költséget, ami rövid példányszámú vagy olcsó termékeknél nem mindig gazdaságos. Elemzésünk szerint a bígelést a szálirány-hiba utólagos kompenzációjaként, nem pedig a szálirány-meghatározás helyettesítőjeként kell érteni
A szálirány azonosítása ezen döntések előfeltétele. A gyakorlatban három roncsolásmentes vagy félroncsolásos tesztet alkalmaznak: a szakítási tesztet (párhuzamosan egyenesebb a szakadás), a hajlítási tesztet (kisebb ellenállás a szálirányban) és a nedvességtesztet (nedvesítés hatására a papír a szálirányra merőlegesen tekeredik)
Következmények a tajvani tervező- és nyomdaipar számára
Ez a fejezet az előző mechanizmusokat a tajvani ipar három szereplője számára kezelhető következtetésekké alakítja át
A kis- és közepes nyomdák számára a szálirány-kezelés kulcsa a hallgatólagos tudás formalizált folyamattá alakítása. Konkrét lépések: az anyag átvételekor a szálirány jelölése, a vágási kiosztásnál a fő hajtásvonalak szálirányba rendezése, valamint az ellenszálas hajtásokhoz előzetes bígelési paramétertáblázat készítése. A költség az előzetes kommunikáció és előkészítés, ami azonban elhanyagolható a teljes tétel újranyomtatásának veszteségeihez képest
A tervezők számára a tanulság az, hogy a szálirányt a fájl előkészítésekor kell figyelembe venni, nem pedig a nyomtatás után szembesülni a hibával. A DM-ek, könyvborítók vagy csomagolások tervezésekor a tervezőknek aktívan meg kell jelölniük a hajtásvonalakat, és egyeztetniük kell a nyomdával a szálirányról. A vastag, bevont papírok esetén különösen óvatosnak kell lenni, szükség esetén bígelést kérni, vagy bevonat nélküli anyagot választani
A márkák számára a szálirány téves megítélése gyakran a határidőkben és a minőségi konzisztenciában jelentkezik. A hajtási repedés nemcsak az egyedi termék minőségét rontja, hanem a tömegtermelés során minőségi ingadozást és késedelmet okoz. A márkatulajdonosoknak a szálirány- és bígelési követelményeket érdemes a beszerzési specifikációk részévé tenniük, nemcsak szóbeli megállapodásként
Összességében a közös tanulság: a szálirány olyan tényező, amelyet a hajtásvonal rögzítése előtt kell meghatározni. Miután a méret és a hajtás iránya eldőlt, a szálirány adott, utólag már csak korlátozott korrekció lehetséges
Következtetések és korlátok
Ez a cikk a bevezetésben feltett három kutatási kérdésre a következő válaszokat adja:
・A szálirány azért határozza meg a hajtási repedést, mert a papír mechanikai anizotrópiája miatt a hajtásvonal és a szálirány viszonya dominálja a törési útvonalat [3][5]
・Az ellenszálas hajtás felületi törésének mechanizmusa az, hogy a hajtás külső oldalán a rostok keresztirányban szakadnak el, a bevonat pedig elveszíti a tartását [1]
・A bígelés mint korrekció a törést az előre kialakított horonyba irányítja, hatékony, de nem tökéletes, és költségei, valamint fizikai korlátai vannak [1][2][4]
A kutatás korlátai: A tanulmány főként definíciókra, mérésekre és szabványokra épül, hiányoznak a specifikus papírtípusokra és hajtási szögekre vonatkozó kvantitatív kísérleti adatok. A szálirány-azonosítási tesztek (szakítás, hajlítás) továbbra is a kezelő tapasztalatára támaszkodnak. A jövőbeli kutatásoknak Tajvanon gyakran használt papírtípusokon kellene elvégezniük a „grammsúly, szálirány, bígelési paraméterek, repedési osztály” korrelációs vizsgálatait
Fő pontok összefoglalása
・A hajtási repedés oka nem a festék vagy a papír minősége, hanem a hajtásvonal és a szálirány (grain direction) inkonzisztenciája
・Az ellenszálas hajtás kényszeríti a rostokat a keresztirányú szakadásra, a bevonat elveszíti a tartását; minél vastagabb a papír, annál súlyosabb a hiba
・A bígelés (creasing) irányított horonyba vezeti a törést a repedések minimalizálása érdekében, de nem állítja vissza tökéletesen a párhuzamos hajtás minőségét
・A szakítási, hajlítási és nedvességtesztek félkvantitatív módon alkalmasak a szálirány meghatározására előkészítéskor
・A leghatékonyabb megoldás, ha a papírválasztás és vágás szakaszában már a szálirányba esnek a hajtások
További gondolatok
A nyomdaipar számára a szálirány-menedzsment következő lépése a mesterek tapasztalatának adatbázisba rendezése: a grammsúly és szálirány szerinti bígelési beállítások szabványosítása. A tervezői oldalon a hajtásvonalak már a tervezéskor való jelölése elengedhetetlen. A mesterséges intelligencia és a SaaS alkalmazások számára a legnagyobb potenciál a „papírtípus, súly, szálirány, hajtásszög, repedési osztály” strukturált adathalmazok létrehozása, amely lehetővé tenné a tördelőszoftverek számára az ellenszálas hajtások automatikus jelzését és a bígelési ajánlásokat. A megoldásra váró kérdés az egységes nyilvános kvantitatív bázis hiánya
Referenciák
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
GYIK
- Miért reped meg a vastag papír és miért látszik a fehér alapja?
- Mert a hajtásvonal merőleges a papír szálirányára (grain direction), így hajtáskor a hajtásvonal külső oldalán a rostok keresztirányban szakadnak el, a felületi bevonat pedig elveszíti a tartását. Minél vastagabb a papír és minél több a bevonat, ez annál szembetűnőbb
- Mi a különbség a hosszanti és keresztirányú szál között?
- A hosszanti szálirány azt jelenti, hogy a rostok a hosszabbik oldallal párhuzamosak, a keresztirányú pedig azt, hogy a rövidebb oldallal. Magukban nem jobbak vagy rosszabbak, a lényeg az, hogy a késztermék hajtásvonala összhangban van-e a száliránnyal
- A bígelés teljesen megoldja a hajtási repedést?
- Nem oldja meg teljesen, de jelentősen mérsékli. A bígelés előzetesen meggyengíti a hajtásvonalat, irányítva a törést, de az ellenszálas hajtás így is rugózhat, és a túl mély bígelés roncsolhatja a felületet
- Hogyan ítélhetem meg saját magam a szálirányt?
- Három módszerrel: a párhuzamos irányú szakadás egyenesebb; hajlításkor az az irány az igazodó, amelyiknél kisebb az ellenállás; a nedvességtesztnél a papír a szálirányra merőlegesen tekeredik
- Nyomdai rendelésnél külön meg kell adni a szálirányt?
- Igen. Ha a terméknek fix hajtásvonala van, a papírválasztáskor és méretmeghatározáskor kérni kell a megfelelő szálirányt, és ezt a specifikációban írásban rögzíteni kell, ez a legköltséghatékonyabb módszer a repedések megelőzésére
Kapcsolódó cikkek
- A bevonatos és bevonat nélküli papírok választási logikája: A műnyomó, a matt műnyomó és az ofszetpapír mechanizmusa és döntéshozatala
- Hogyan értsük a papír grammázságát (gsm)? Névjegyek, szóróanyagok, plakátok – útmutató az ideális választáshoz
- WrapFest 2026 jelentés: merre tart a járműfóliázás piaca?