Uvod: pucanje pri savijanju kao podcijenjen istraživački problem
Pucanje i ljuštenje boje na pregibima jedan su od najčešćih, ali rijetko sustavno analiziranih nedostataka kvalitete u tiskarskoj industriji. Kada se debeli karton ili premazni papir savije duž linije pregiba, na površini se pojavljuju sitne pukotine, a temeljna bijela boja papira izbija na površinu, što industrija često naziva „pucanjem boje“. Iako se ovaj fenomen površinski čini kao problem tinte ili kvalitete papira, njegov korijen leži u osnovnijem varijabli materijala: smjeru vlakanaca papira (grain direction), odnosno glavnom smjeru rasporeda vlakana nastalom tijekom procesa proizvodnje papira
Ključna pitanja na koja ovaj članak odgovara su:
・Prvo, zašto smjer vlakanaca određuje hoće li pregib puknuti
・Drugo, koji je fizički mehanizam koji dovodi do pucanja površine pri savijanju suprotno smjeru vlakanaca
・Treće, koja je učinkovitost i granica biganja (creasing) kao metode post-tiskarske sanacije. Doprinos ovog članka je u sintetiziranju raspršene literature iz područja znanosti o materijalima, mjerenja drvne građe i obrade kartona u objašnjavajući okvir prilagođen tiskarskoj praksi te izvođenju operativnih implikacija
Ova tema je važna jer se tiskarska industrija često oslanja na prešutno znanje iskusnih majstora umjesto na specificirane i provjerljive tehničke parametre. S obzirom na porast potražnje za proizvodima s brojnim pregibima poput tvrdokoričenih bilježnica, brendirane ambalaže i visokogramskih posjetnica, trošak otpisivanja cijelih serija zbog pogrešne procjene smjera vlakanaca često znatno premašuje trošak komunikacije o specifikacijama papira u ranoj fazi. Članak zagovara tretiranje smjera vlakanaca kao upravljivog istraživačkog objekta, a ne kao pitanja sreće, što je ključna točka za poboljšanje kvalitete dorade
Pregled literature i trenutnog stanja: klasifikacija znanja od rasporeda vlakana do mehanike pregiba
Postojeće rasprave mogu se podijeliti u tri skupine prema fokusu interesa, koje se nadopunjuju u tome „kako se smjer vlakanaca definira i mjeri“, ali ostavljaju prazninu u razumijevanju „kako smjer vlakanaca utječe na oštećenja pri savijanju“
Prva skupina literature fokusira se na mjerenje i definiciju smjera vlakanaca (grain direction). Znanost o drvu još je u istraživanju Through-Bark Measurement of Grain Direction pokušala predvidjeti orijentaciju unutarnjih vlakana bez uništavanja kore, pokazujući da je smjer vlakana, kao fizička veličina, dugo smatran mjerljivim i predvidljivim svojstvom materijala [3]. Vrijednost ove perspektive je u tome što „teksturu“ pretvara iz nejasnog vizualnog dojma u inženjerski parametar koji ima usmjerenost i može se mjeriti s ponovljivošću. Iako smjer vlakanaca papira proizlazi iz procesa proizvodnje, a ne rasta drva, temelji se na istoj pretpostavci o dominantnoj orijentaciji vlakana
Druga skupina literature fokusira se na procesnu definiciju i semantiku biganja (creasing). Oxford English Dictionary bilježi semantičku evoluciju pojmova creasing kao imenica i creasing kao pridjev, odražavajući činjenicu da čin „izrade kontroliranog pregiba na materijalu“ ima stabilnu lingvističku referencu [2][4]. Analiza u ovom članku sugerira da činjenica da biganje može postati samostalan industrijski termin implicira da to nije samo „savijanje“, već proces namjernog vođenja puta oštećenja materijala
Treća skupina literature tretira biganje s mehaničke i fizikalne razine. Creasing properties of carton board uvrštava svojstva biganja kartona u standardizirani okvir, pokazujući da čvrstoća pregiba, povratna elastičnost i oštećenja nisu nasumični, već inženjerski pokazatelji koji se mogu normirati i testirati [1]. Klasifikacije fizikalnih tema također navode Creasing kao samostalnu stavku mehaničkih pojava, što znači da stvaranje površinskih nabora i pregiba ima univerzalne mehanizme koji se mogu istraživati u mehanici materijala [5]
Kombiniranjem ovih triju skupina literature vidljiv je strukturni jaz: literature o mjerenju dokazuje da se smjer vlakana može definirati, tehnološka i mehanička literatura dokazuje da se biganje može standardizirati, ali malo je studija koje izravno povezuju uzročni lanac „smjer vlakanaca“ i „pucanje pri savijanju“ unutar konteksta tiskarske prakse. Cilj ovog članka je popuniti upravo taj jaz u objašnjenju između svojstava materijala i nedostataka u proizvodnji
Fizička bit i klasifikacija smjera vlakanaca
Ovaj odjeljak definira fizičku bit smjera vlakanaca kao osnovu za kasniju analizu pregiba
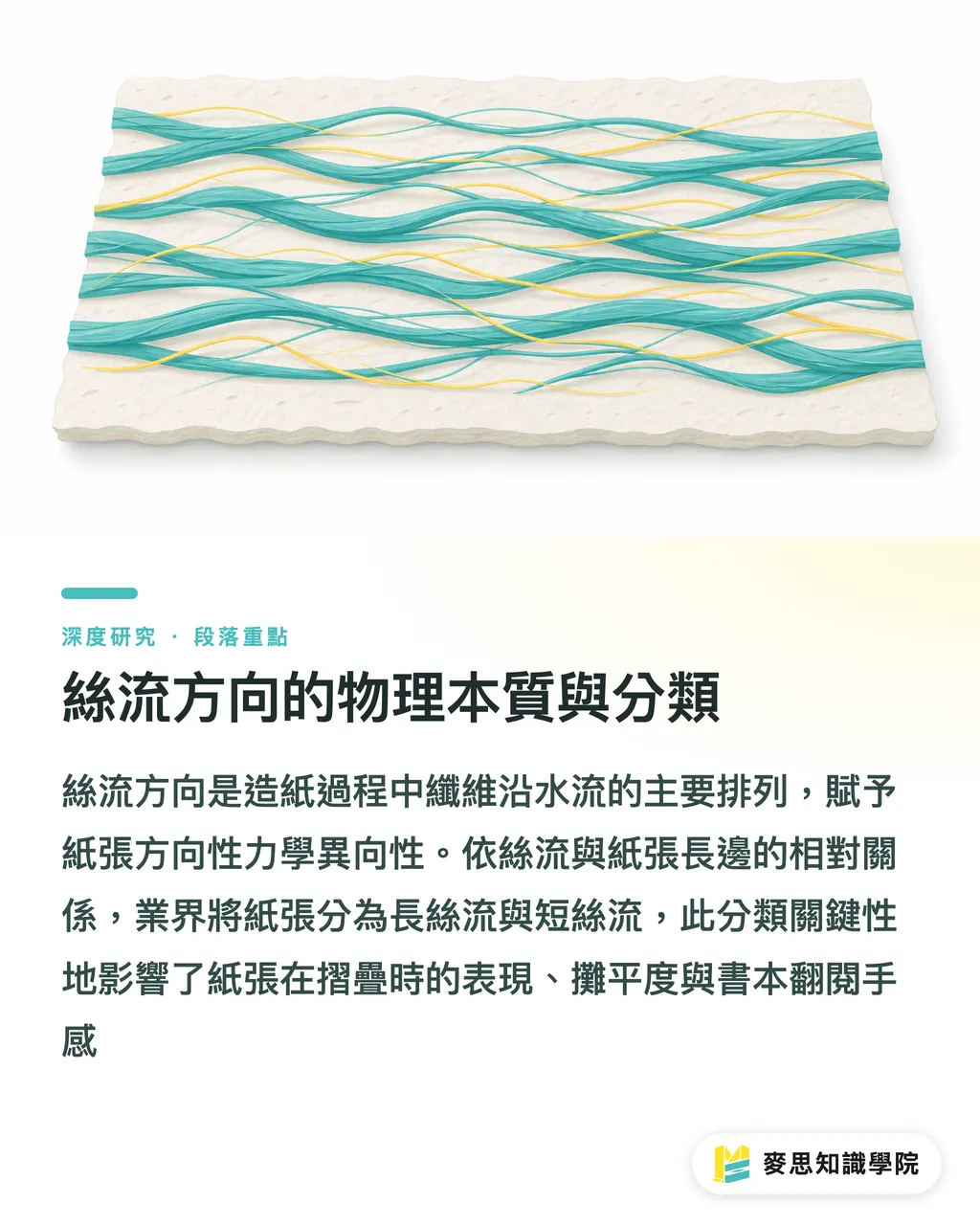
Smjer vlakanaca odnosi se na smjer u kojem se vlakna primarno poravnavaju tijekom procesa izrade papira na papirnom stroju. Kako se papirna masa proteže duž smjera protoka vode na mrežnom dijelu stroja, vlakna teže poravnavanju u smjeru rada stroja (machine direction), formirajući prepoznatljivu dominantnu orijentaciju. Nasljeđujući pretpostavku da je smjer vlakana mjerljiva fizička veličina [3], papir stoga ima anizotropiju ovisnu o smjeru: vlačna čvrstoća je veća u smjeru vlakanaca, uz manju istezljivost, dok je u okomitom smjeru situacija suprotna
Na temelju odnosa smjera vlakanaca i duge strane papira, industrija dijeli papir na duge niti (long grain) i kratke niti (short grain). Duga nit znači da je smjer vlakanaca paralelan s dugom stranom papira, dok kratka nit znači paralelnost s kraćom stranom. Praktično značenje ove klasifikacije je da ona određuje hoće li, pri određenom formatu rezanja, linija savijanja pasti u smjeru vlakanaca ili okomito na njih. Analiza ovog članka sugerira da sami tipovi niti nisu po sebi loši ili dobri, već je ključno odgovara li smjer pregiba na gotovom proizvodu smjeru vlakanaca
Anizotropija vlakanaca također utječe na mnoga druga svojstva osim savijanja. Papir u smjeru vlakanaca lakše se ravno polaže, dok papir suprotno smjeru vlakanaca stvara povratnu elastičnost i valovitost jer su vlakna prisiljena na poprečno savijanje. Ova značajka utječe na otvaranje knjiga i lakoću okretanja stranica: kada su vlakanaca stranice paralelna sa hrbatom, otpor pri listanju je manji, a ravno otvaranje bolje; u suprotnom, stranice se lako izvijaju, a listanje je tvrdo. Stoga smjer vlakanaca nije samo uzrok pucanja pri savijanju, već i potencijalni čimbenik kvalitete uveza
Mehanizam oštećenja pri savijanju suprotno smjeru vlakanaca: pucanje površine i ljuštenje boje
Ovaj odjeljak analizira ključni mehanizam pucanja pri savijanju, odnosno zašto savijanje suprotno smjeru vlakanaca dovodi do pucanja površinskih vlakana i izbijanja bijele boje
Savijanje je u biti deformacija pri savijanju, gdje se materijal na vanjskoj strani pregiba rasteže, a na unutarnjoj komprimira. Kada je smjer pregiba paralelan sa smjerom vlakanaca, pregib se odvaja duž slabih mjesta između vlakana, pa se vlakna prirodno razdvajaju umjesto da se poprečno kidaju, čime površina lakše zadržava cjelovitost. Suprotno tome, kada je smjer pregiba okomit na smjer vlakanaca, savijanje prisiljava velik broj vlakana na vanjskoj strani pregiba da se istovremeno poprečno prekinu. Površinski premaz i sloj tinte, izgubivši potporu podloge, pucaju duž linije pregiba, formirajući vidljive bijele pukotine. Nasljeđujući stajalište biganja kao kontroliranog čina oštećenja [1], ovdje to razumijemo kao pitanje „je li put oštećenja usklađen sa slabim mjestima materijala“
Što je papir deblji i veće gramature, to je ovaj mehanizam značajniji. Kod debelog kartona, udaljenost između vanjskog sloja i neutralne osi pri savijanju je veća, što znači da pri istom kutu savijanja vanjski sloj podnosi veće vlačno naprezanje. Kada to naprezanje premaši granicu rastezljivosti premaza i površinskih vlakana, dolazi do pucanja. To objašnjava zašto se kod tankog papira pri savijanju suprotno smjeru vlakanaca često vide samo lagani nabori, dok debeli karton izravno puca. Fizikalna literatura koja svrstava nabiranje i stvaranje pregiba kao zasebne mehaničke pojave [5], potvrđuje opis koncentracije naprezanja koja dovodi do oštećenja površine
Rizik je veći kod premaznih papira nego kod nepremaznih. Premaz je mineralni sloj ograničene rastezljivosti koji prekriva površinu vlakana, a njegova granica pucanja niža je od granice samih vlakana. Stoga, pod istim uvjetima savijanja, premazana površina ranije pokazuje pukotine. To je razlog zašto visokogramski kunstdruk papiri najlakše pucaju na pregibima, dok su mekši nepremazni umjetnički papiri relativno tolerantniji. Analiza u ovom članku sugerira da je ozbiljnost pucanja zapravo multiplikativni efekt triju varijabli: „smjera vlakanaca, debljine papira i površinskog premaza“, a ne rezultat jednog uzroka
Biganje kao sanacija: mehanizam, učinkovitost i granice
Ovaj odjeljak procjenjuje mehanizam djelovanja i granice biganja kao metode sanacije savijanja suprotno smjeru vlakanaca
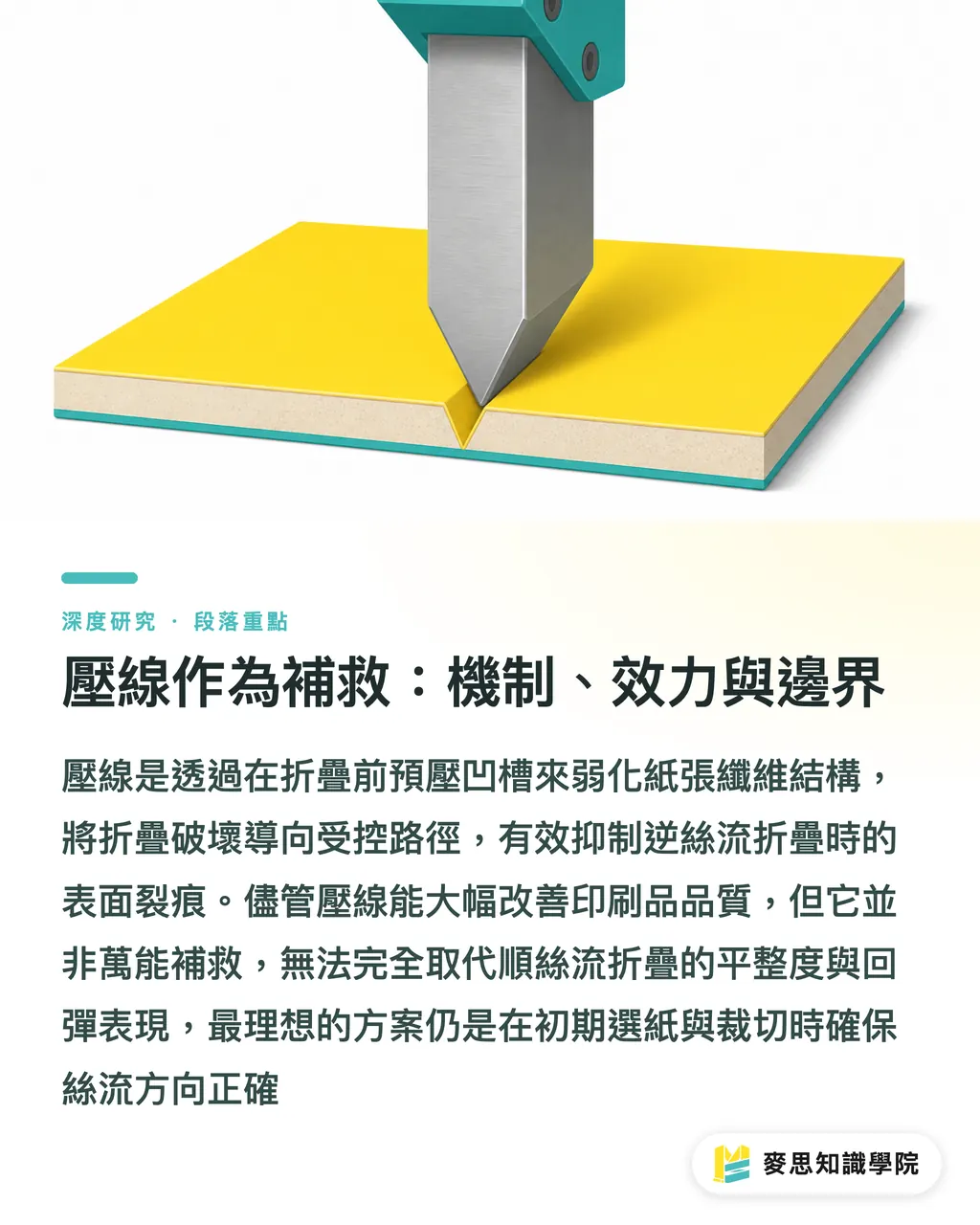
Biganje je proces pre-utiskivanja utora na mjestu pregiba čeličnom žicom ili matricom prije savijanja. Semantičko značenje pojma creasing odražava činjenicu da ovaj čin „izrade kontroliranog pregiba“ ima stabilnu referencu [2][4]. Njegov mehanički princip leži u činjenici da biganje prethodno drobi strukturu vlakana papira na mjestu pregiba i redistribuira debljinu, tako da se kasnija deformacija pri savijanju koncentrira unutar ovog unaprijed oslabljenog kanala, umjesto da bude prisiljena na nasilno poprečno kidanje. Drugim riječima, biganje ne eliminira oštećenje, već ga preusmjerava na unutarnji, kontrolirani put
Učinkovitost biganja već je uvrštena u standardizirane inženjerske okvire. Normalizacija svojstava biganja pokazuje da se čvrstoća pregiba i ponašanje pri oštećenju mogu testirati i postaviti [1]. Na temelju toga zaključujemo da se dubina biganja, širina čelične žice i odabir matrice moraju prilagoditi debljini papira i smjeru vlakanaca: linije suprotne smjeru vlakanaca obično zahtijevaju dublje i šire postavke biganja kako bi se kompenzirala slabost da se poprečna vlakna teško prirodno razdvajaju. Kada su parametri pravilno usklađeni, pucanje površine na pregibu suprotno smjeru vlakanaca može se značajno suzbiti, vraćajući kvalitetu na prihvatljivu razinu
Međutim, biganje nije univerzalna sanacija, a njegove granice moraju biti iskreno otkrivene:
・Prvo, biganje ne može u potpunosti vratiti ravno polaganje i povratnu elastičnost kakvu ima savijanje u smjeru vlakanaca; pregibi suprotno smjeru vlakanaca čak i nakon biganja mogu zadržati veću povratnu elastičnost, što dovodi do blagog otvaranja nakon savijanja
・Drugo, prevelika dubina biganja može sama po sebi probiti površinu, pretvarajući „pucanje nakon savijanja“ u „pucanje pri biganju“
・Treće, biganje povećava troškove izrade alata i dorade, što za male naklade ili proizvode niske cijene nije uvijek isplativo. Analiza u članku smatra da biganje treba shvatiti kao naknadnu kompenzaciju za pogrešan odabir smjera vlakanaca, a ne kao zamjenu za inicijalnu specifikaciju smjera; najisplativiji način ostaje odabir papira i rezanje tako da pregibi idu u smjeru vlakanaca
Identifikacija smjera vlakanaca preduvjet je za navedene odluke. U praksi se često koriste tri metode testiranja bez ili s djelomičnim uništenjem: test trganja, gdje trganje u smjeru vlakanaca ide ravnije, a suprotno smjeru vlakanaca krivudavije; test savijanja, gdje papir savijen u oba smjera pruža manji otpor u smjeru vlakanaca; i test vlaženja, gdje se papir pri dodiru s vodom savija okomito na smjer vlakanaca zbog većeg bubrenja poprečnih vlakana. Nasljeđujući tradiciju da se smjer vlakanaca može mjeriti i predvidjeti [3], ovi testovi u biti koriste ovisnost o smjeru mehaničke ili higroskopske reakcije za zaključivanje o unutarnjem rasporedu vlakana
Implikacije za tiskarsku i dizajnersku industriju
Ovaj odjeljak pretvara spomenute mehanizme u operativne implikacije za tri skupine dionika u industriji, raspravljajući o utjecaju na procese, troškove i rokove
Za tiskare, ključ upravljanja smjerom vlakanaca je pretvaranje prešutnog znanja u provjerljive procese. Konkretne metode uključuju: označavanje smjera vlakanaca za svaku narudžbu papira pri primitku, prioritetno planiranje glavnih pregiba gotovog proizvoda u smjeru vlakanaca pri rezanju i impoziciji, te postavljanje unaprijed definiranih tablica parametara biganja prema gramaturi za poslove gdje je neizbježno savijanje suprotno smjeru vlakanaca. Trošak ovoga je uglavnom povećanje vremena komunikacije i pripreme, ali u usporedbi s gubitkom papira i pretiskom zbog pucanja cijele serije, povrat ulaganja je jasan. Dokumentiranje parametara biganja također smanjuje ovisnost o iskustvu jednog majstora
Za dizajnere, implikacija je u uključivanju smjera vlakanaca u planiranje pripreme za tisak, umjesto pasivnog prihvaćanja rezultata nakon predaje. Pri planiranju kataloga, tvrdokoričenih knjiga ili ambalaže, dizajneri bi trebali aktivno označavati položaj i smjer pregiba te pri narudžbi potvrditi s tiskarom je li pregib u smjeru vlakanaca. Ako je smjer pregiba fiksiran, pri odabiru papira i formata treba zahtijevati odgovarajuću dugu ili kratku nit. Nasljeđujući analizu o ograničenoj rastezljivosti premaza [1][5], dizajneri moraju biti posebno oprezni pri dizajniranju pregiba na teškim premaznim papirima te po potrebi tražiti biganje ili promjenu na tolerantniji nepremazni materijal
Za brendove, cijena pogrešne procjene smjera vlakanaca često se očituje u rokovima i dosljednosti. Pucanje pregiba ne utječe samo na kvalitetu jednog komada, već uzrokuje fluktuacije u prinosu i odgode rokova u masovnoj proizvodnji. Pri definiranju specifikacija ambalaže ili nakladništva, brendovi bi trebali uvrstiti zahtjeve za smjer vlakanaca i biganje u specifikacije narudžbe kao provjerljive uvjete kvalitete, umjesto usmenih dogovora. Članak zagovara da je podizanje smjera vlakanaca s razine „tehničkih detalja tiskare“ na „dio specifikacije nabave“ učinkovita poluga za osiguranje dosljednosti između naklada
Općenito, zajednička pouka za tri vrste dionika je: smjer vlakanaca je varijabla koju treba odlučiti prije definiranja linija savijanja. Jednom kada su format proizvoda i smjer pregiba zaključani, smjer vlakanaca je pasivno formiran i naknadno se može samo djelomično sanirati biganjem. Pomicanje točke odlučivanja u fazu odabira papira i rezanja najjeftinija je točka intervencije za postizanje kvalitete
Zaključci i ograničenja
Ovaj članak odgovara na tri istraživačka pitanja iz uvoda kako slijedi:
・Prvo, smjer vlakanaca određuje pucanje pregiba zbog anizotropije papira, gdje odnos smjera pregiba i rasporeda vlakana dominira time je li put oštećenja usklađen sa slabim mjestima materijala [3][5]
・Drugo, mehanizam pucanja površine pri savijanju suprotno smjeru vlakanaca jest da se velik broj vlakana na vanjskoj strani pregiba istovremeno poprečno kida, a premaz gubi potporu i puca, pri čemu se ovaj efekt povećava s debljinom papira i stupnjem premaza [1]
・Treće, biganje kao sanacija djeluje preusmjeravanjem oštećenja na unaprijed utisnuti kontrolirani utor; učinkovitost je značajna, ali ne može u potpunosti vratiti performanse savijanja u smjeru vlakanaca, uz granice u obliku proboja površine i dodatnih troškova [1][2][4]
Ograničenja ovog istraživanja moraju biti otkrivena. Prvo, citirana literatura uglavnom pripada razini definicija, mjerenja i standardizacijskih okvira, nedostaju kvantitativni eksperimentalni podaci o pragovima pucanja za specifične vrste papira i kuteve savijanja, pa su zaključci o utjecaju debljine i premaza uglavnom mehanističke dedukcije. Drugo, testovi trganja, savijanja i vlaženja za identifikaciju smjera vlakanaca su iskustvene metode, čija interpretacija ovisi o iskustvu rukovatelja. Treće, članak ne obuhvaća utjecaj vlage u okolišu, vrste vlakanaca i recikliranih komponenti, što može dodatno zakomplicirati ponašanje pri savijanju kod posebnih materijala
Za buduća istraživanja predlaže se uspostava komparativnih eksperimentalnih podataka o „gramaturi, smjeru vlakanaca, parametrima biganja, razini pucanja nakon savijanja“ za tipične vrste papira, pretvarajući mehanistički okvir ovog članka u parametre za proizvodne linije koji se mogu izravno provjeriti. Tek tada se upravljanje smjerom vlakanaca može istinski unaprijediti od „osjećaja iskusnih majstora“ u inženjerske specifikacije koje su provjerljive
Sažetak ključnih točaka
・Uzrok pucanja na pregibima nije tinta ili kvaliteta papira, već neusklađenost smjera pregiba i smjera vlakanaca (grain direction)
・Savijanje suprotno smjeru vlakanaca prisiljava vlakna na vanjskoj strani pregiba da se istovremeno poprečno kidaju, premaz gubi potporu i izbija bijela boja; što je papir deblji i više premazan, problem je teži
・Biganje (creasing) može usmjeriti oštećenja u kontrolirane kanale kako bi se suzbilo pucanje, ali ne može u potpunosti vratiti ravno otvaranje pregiba u smjeru vlakanaca, uz rizik od proboja i dodatnih troškova
・Tri testa: trganje, savijanje i vlaženje mogu polukvantitativno odrediti smjer vlakanaca kao predradnju za odabir papira i impoziciju
・Najisplativija metoda je odabir papira i rezanje tako da pregib bude u smjeru vlakanaca, umjesto naknadne sanacije biganjem
Dodatno promišljanje
Za tiskarsku proizvodnju, sljedeći korak upravljanja smjerom vlakanaca je pretvaranje iskustva majstora u baze podataka parametara biganja koje se mogu pretraživati, mapirajući dubinu i širinu biganja prema gramaturi i smjeru vlakanaca, smanjujući ovisnost o jednoj osobi. Za dizajn, smjer pregiba treba biti označen u fazi pripreme datoteke, a smjer vlakanaca treba biti unaprijed specificiran, pretvarajući smjer vlakanaca u dizajnersku odluku, a ne u kocku nakon predaje u tisak. Za integraciju AI i SaaS rješenja, najperspektivnija točka ulaska je stvaranje strukturiranih skupova podataka o „vrsti papira, gramaturi, smjeru vlakanaca, kutu pregiba, razini pucanja“, kako bi softver za pripremu mogao automatski upozoriti na pregibe suprotno smjeru vlakanaca i predložiti postavke biganja prije nego što se raspored stranica zaključa. Problem koji treba riješiti je nedostatak javnih kvantitativnih mjerila za identifikaciju vlakanaca i pragove pucanja, što je istovremeno istraživački jaz i preduvjet za instrumentalizaciju industrije
Reference
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Zašto debeli karton puca i ljušti se na pregibima?
- Zato što je smjer pregiba okomit na smjer vlakanaca (grain direction) papira. Pri savijanju se vlakna na vanjskoj strani pregiba prisilno poprečno kidaju, a površinski premaz gubi potporu i puca otkrivajući bijelu podlogu. Što je papir deblji i više premazan, to je fenomen očitiji
- Što su duga i kratka nit (long grain i short grain)?
- Duga nit znači da je smjer vlakanaca paralelan s dugom stranom papira, dok kratka nit znači da je paralelan s kraćom stranom. Same po sebi nisu bolje ili lošije, ključno je odgovara li smjer glavnog pregiba proizvoda smjeru vlakanaca
- Može li biganje potpuno riješiti pucanje pregiba?
- Ne može potpuno, ali može značajno suzbiti. Biganje stvara kontrolirani utor i usmjerava savijanje na oslabljeni put, ali pregibi suprotno smjeru vlakanaca i nakon biganja mogu zadržati povratnu elastičnost, a prevelika dubina biganja može uzrokovati pucanje površine
- Kako samostalno odrediti smjer vlakanaca papira?
- Možete koristiti tri testa: trganje je ravnije u smjeru vlakanaca, a krivudavije okomito na njih; pri savijanju je otpor manji u smjeru vlakanaca; nakon vlaženja jedne strane, papir se savija okomito na smjer vlakanaca
- Trebam li posebno specificirati smjer vlakanaca pri narudžbi tiska?
- Da. Ako proizvod ima fiksiran smjer pregiba, pri odabiru papira i formata treba zahtijevati odgovarajuću dugu ili kratku nit te uvrstiti zahtjeve za smjer vlakanaca i biganje u specifikaciju narudžbe. To je najjeftiniji način sprječavanja pucanja