Johdanto: Taitosvauriot aliarvioituna tutkimusaiheena
Taitoskohdan halkeamat ja kulumat ovat yksi painoalan yleisimmistä, mutta vähiten järjestelmällisesti käsitellyistä laatuvirheistä. Kun paksu kartonki tai päällystetty paperi taitetaan, pintaan ilmestyy taitekohtaan hienoisia murtumia, jolloin alta paljastuu paperin valkoinen ydin – ilmiötä kutsutaan usein värien halkeamiseksi (cracking). Vaikka ilmiö näyttää pinnallisesti musteen tai paperin laatuongelmalta, sen juuret ovat materiaalin perusominaisuudessa: kuitusuunnassa (grain direction), eli siinä suunnassa, johon paperin kuidut paperinvalmistusprosessissa asettuvat
Tämän artikkelin keskeiset kysymykset ovat:
・Kolme:
・Ensinnäkin, miksi kuitusuunta määrittää taitoksen kestävyyden
・Toiseksi, mikä on se fysikaalinen mekanismi, joka johtaa pinnan murtumiseen vastakarvaan taitettaessa
・Kolmanneksi, mitkä ovat nuuttauksen (creasing) tehokkuus ja rajat painotuotannon korjaavana menetelmänä. Artikkelin kontribuutio on koota materiaalitieteestä, puun mittauksesta ja kartongin työstöstä hajallaan oleva kirjallisuus yhdeksi painoalan käytäntöjä tukevaksi selitysmalliksi ja johtaa siitä konkreettisia sovelluksia
Aihe on erityisen tärkeä, koska painoala koostuu usein pk-yrityksistä ja itsenäisistä suunnittelijoista, jolloin kuitusuunnan hallinta perustuu usein vanhemman polven hiljaiseen tietoon, ei määriteltäviin spesifikaatioihin. Kun tilaukset painottuvat koviin kansiin, pakkauksiin ja paksuihin käyntikortteihin, kuitusuunnan virhearvioinnista aiheutuvat hukkaerät maksavat usein enemmän kuin paperivalintojen huolellisempi kommunikointi. Artikkelissa esitetään, että kuitusuunnan hallinta on kriittinen tekijä jälkikäsittelyn laadun parantamisessa
Kirjallisuus ja nykytila: Kuitujärjestyksestä taitosmekaniikkaan
Nykyinen keskustelu voidaan jakaa kolmeen ryhmään, jotka täydentävät toisiaan kuitusuunnan määrittelyssä, mutta jättävät aukkoja taitosvaurioiden ymmärtämiseen
Ensimmäinen ryhmä keskittyy kuitusuunnan mittaamiseen. Puutieteessä on jo kauan sitten pyritty menetelmiin, kuten [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92), joilla kuidun suunta voidaan arvioida vahingoittamatta puuta [3]. Arvo on siinä, että kuitusuunta muuttuu sumeasta visuaalisesta havainnosta toistettavaksi insinööriparametriksi. Vaikka paperin kuitusuunta syntyy paperikoneella, se perii saman perusoletuksen kuitujen hallitsevasta suunnasta
Toinen ryhmä keskittyy nuuttauksen (creasing) terminologiseen määritelmään. Oxford English Dictionary on tallentanut termin [creasing substantiivina](https://doi.org/:
・10.1093/oed/
・7741172096) sekä [adjektiivina](https://doi.org/
・10.1093/oed/
・9034901663), mikä heijastaa sitä, että hallittu taite on vakiintunut termi [2][4]. Artikkelissa analysoidaan, että nuuttaus ei ole vain taittamista, vaan tietoinen tapa ohjata materiaalin murtumista
Kolmas ryhmä käsittelee mekaanista tasoa. [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) asettaa nuuttausominaisuudet standardoituihin raameihin, mikä osoittaa, että taitoksen lujuus ja murtumiskäyttäytyminen ovat testattavia suureita [1]. Fysiikan luokittelussa [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) on listattu itsenäisenä mekaanisena ilmiönä [5]
Yhteenvetona voidaan todeta, että kuitusuunnan ja taitoslaadun välinen syy-seuraussuhde on jäänyt puutteelliseksi painoalan kontekstissa. Tämän artikkelin tavoite on täyttää tämä aukko materiaaliominaisuuksien ja tuotannon laadun välillä
Kuitusuunnan fysikaalinen luonne ja luokittelu
Tässä osiossa määritellään kuitusuunnan fysikaalinen luonne taitosanalyysin pohjaksi
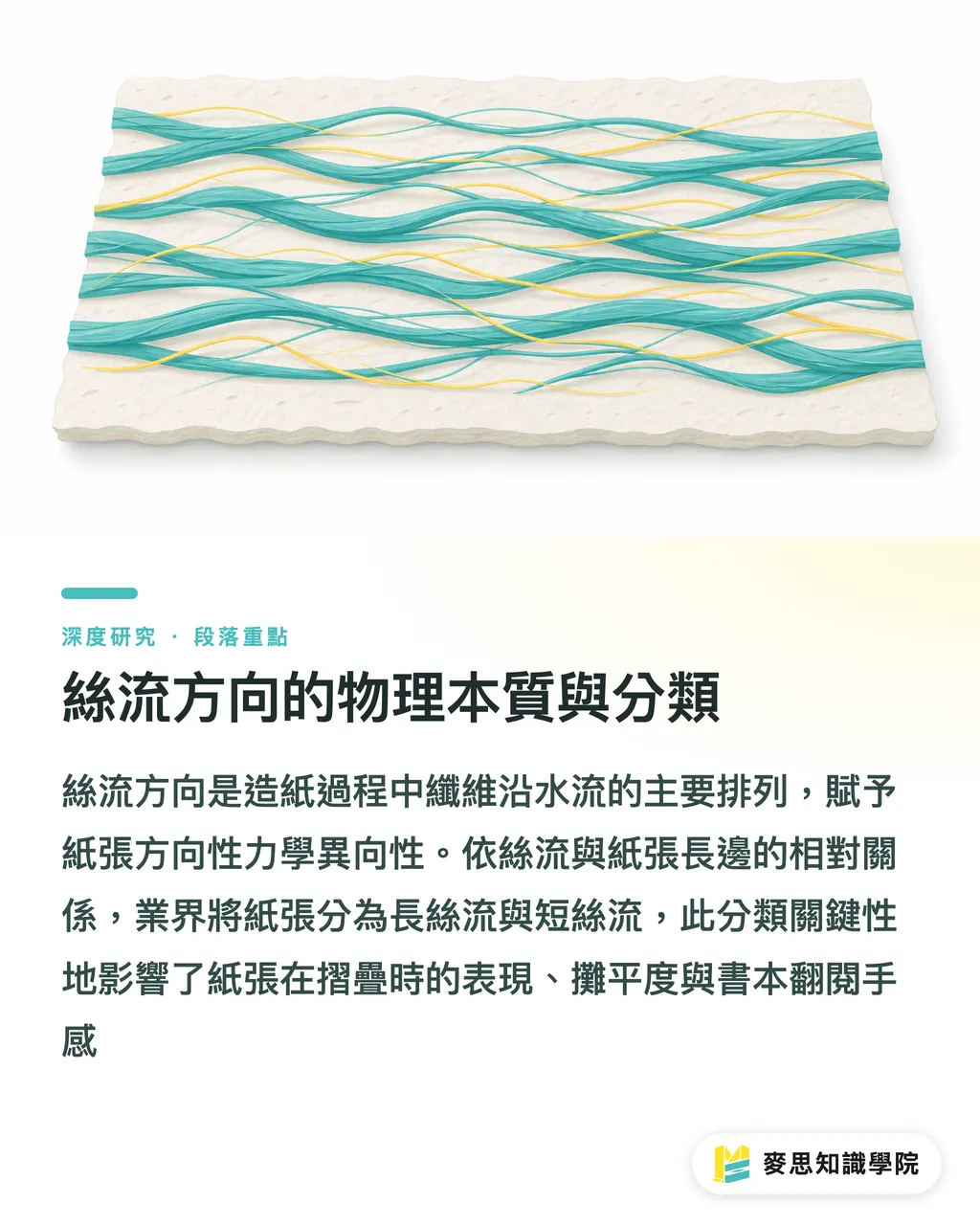
Kuitusuunta tarkoittaa suuntaa, johon kuidut asettuvat paperinvalmistusprosessissa viiralla veden virtauksen mukana. Kuidut pyrkivät suuntautumaan koneen ajosuuntaan (machine direction), mikä luo kuiturakenteen. Koska kuitusuunta on mitattava fysikaalinen suure [3], paperilla on anisotropiaa: vetolujuus on suurempi kuidun suunnassa ja pienempi poikittaissuunnassa
Kuitusuunnan mukaan paperi jaetaan pitkäkuituiseen (long grain) ja lyhytkuituiseen (short grain). Käytännön tasolla tämä määrittää, osuuko taitos myötä- vai vastakarvaan. Artikkelin analyysin mukaan kummassakaan ei ole sinänsä vikaa, vaan kriittistä on, että tuotteen taitos on linjassa kuitusuunnan kanssa
Anisotropia vaikuttaa myös muihin ominaisuuksiin, kuten tasomaisuuteen. Myötäkarvaan oleva paperi pysyy tasaisena, kun taas vastakarvaan oleva paperi pyrkii aaltoilemaan tai jousittamaan. Tämä vaikuttaa suoraan kirjojen avautumiseen ja sivujen kääntämiseen: kun kuitusuunta on kirjan selän suuntainen, kääntäminen on vaivatonta. Kuitusuunta on siis merkittävä tekijä myös sidontalaadussa
Vastakarvaan taiton vaurioitumismekanismi: Pintamurtumat
Tässä osiossa analysoidaan, miksi vastakarvaan taitto aiheuttaa kuidun katkeamisen ja värien halkeamisen
Taittaminen on taivutusmuodonmuutos, jossa taiteen ulkopuoli joutuu venytyksen ja sisäpuoli puristuksen kohteeksi. Kun taitos on myötäkarvaan, kuidut jakautuvat helpommin toisistaan. Vastakarvaan taitettaessa taivutus pakottaa kuidut poikittaiseen murtumiseen, jolloin pintakerros ja värikerros menettävät tukensa ja halkeavat. Tämä on kysymys siitä, onko murtumareitti linjassa materiaalin heikkojen kohtien kanssa [1]
Mitä paksumpi ja neliöpainoltaan suurempi paperi on, sitä selvempi tämä mekanismi on. Paksussa kartongissa etäisyys neutraaliakselista on suurempi, mikä kasvattaa pintaan kohdistuvaa venytysjännitystä. Kun jännitys ylittää päällysteen venymisrajan, murtuma tapahtuu. Tämä selittää, miksi ohuissa papereissa näkyy vain lievää ryppyä, mutta paksuissa kartongeissa väri lohkeaa kokonaan [5]
Päällystetty paperi on erityisen riskialtis, koska mineraalipäällysteen venymiskyky on vähäisempi kuin kuitujen. Siksi päällyste säröilee herkemmin. Taitosvaurion vakavuus on siis kuitusuunnan, paperin paksuuden ja pintakäsittelyn yhteisvaikutus, ei yksittäinen tekijä
Nuuttaus korjaavana keinona: Mekanismit ja rajat
Tässä osiossa arvioidaan nuuttauksen roolia vastakarvaan taittamisen korjaamisessa
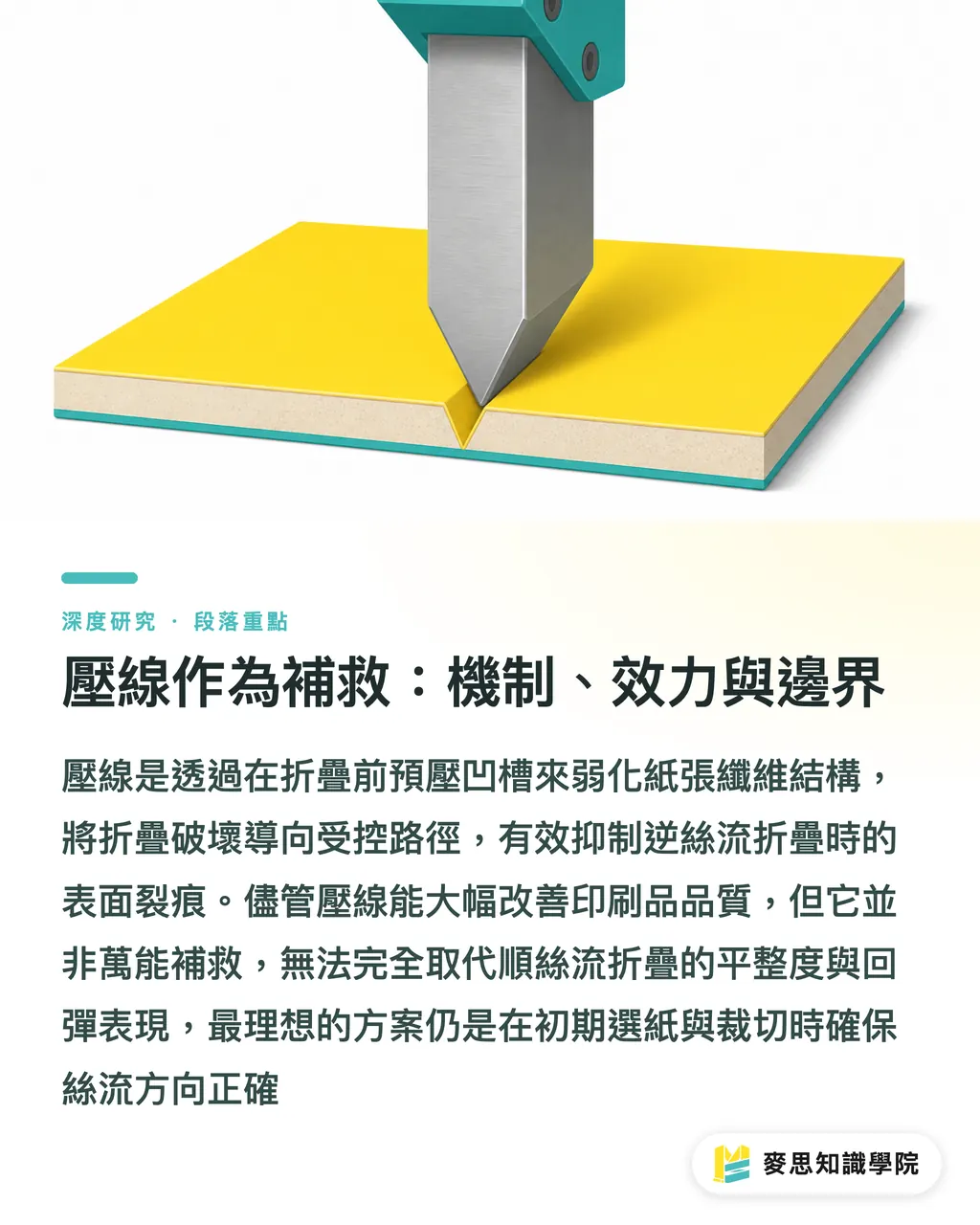
Nuuttaus on esikäsittely, jossa nuuttausuralla tehdään paperiin ura ennen taittamista. Nuuttauksen tehtävä on esikuvata paperin kuiturakenne valmiiksi, jotta taivutus keskittyy tähän heikennettyyn uraan eikä pintakerros joudu hallitsemattomaan venytykseen [2][4]. Kyse ei ole vaurion poistamisesta, vaan sen ohjaamisesta hallittuun polkuun
Nuuttauksen tehokkuus on standardoitua insinööritaitoa [1]. Artikkelin mukaan nuuttausuran syvyyden ja leveyden on oltava suhteessa paperin paksuuteen ja kuitusuuntaan: vastakarvaan taitos vaatii yleensä syvemmän ja leveämmän uran kompensoimaan kuitujen luonnollista vastustusta. Oikeilla parametreilla vastakarvaan taitoksen halkeamat voidaan minimoida hyväksyttävälle tasolle
Nuuttaus ei kuitenkaan ole ihmeratkaisu, ja sen rajat on ymmärrettävä:
・Ensinnäkin, nuuttaus ei täysin palauta myötäkarvaan taitoksen laatua, vaan vastakarvaan taitettu tuote saattaa silti jousittaa enemmän
・Toiseksi, liian syvä nuuttaus voi murtaa pinnan jo ennen taittamista
・Kolmanneksi, nuuttaus lisää tuotantovaiheita, mikä ei aina ole kustannustehokasta pienten erien kohdalla. Nuuttausta on pidettävä kuitusuunnan virhearvioinnin paikkaamisena, ei ensisijaisena vaihtoehtona; kustannustehokkainta on valita kuitusuunta oikein jo suunnitteluvaiheessa
Kuitusuunnan tunnistaminen on päätöksenteon edellytys. Käytännön testit: repäisytesti (suora repeämä myötäkarvaan), taivutustesti (pienempi vastus myötäkarvaan) ja kostutustesti (paperi käyristyy kuidun suuntaa vasten) ovat perinteisiä tapoja arvioida kuitusuuntaa [3]
Vaikutukset paino- ja suunnittelualalle
Tässä osiossa käsitellään kuitusuunnan hallintaa eri roolien kannalta
Pienille ja keskisuurille painotaloille kuitusuunnan hallinta tarkoittaa hiljaisen tiedon muuttamista prosesseiksi. Tämä sisältää kuitusuunnan merkitsemisen paperierien vastaanotossa ja taitosten priorisoimista myötäkarvaan. Vastakarvaan taitettaviin kohteisiin tulisi aina suunnitella nuuttaus ja ylläpitää taulukkoa nuuttausparametrien ja neliöpainojen välillä. Investointi suunnitteluun säästää huomattavia summia uusintapainosten muodossa
Suunnittelijoille kuitusuunta tulisi olla osa aineiston valmistelua, ei jälkikäteen kohdattava yllätys. Suunnitteluvaiheessa tulisi aktiivisesti merkitä taitokset ja varmistaa painon kanssa, miten ne sijoittuvat paperille. Jos taite on pakko tehdä vastakarvaan, on harkittava nuuttausta tai joustavampaa materiaalivalintaa [1][5]
Brändien kannalta kuitusuunnan hallinta on toimitusvarmuuden ja laadun yhtenäisyyden kysymys. Määrittely osaksi hankintaspesifikaatiota estää laadun heilahtelun eri tuotantoerien välillä. Artikkelissa esitetään, että kuitusuunnan nostaminen ”teknisestä yksityiskohdasta” hankinnan standardiksi on brändin etu
Kaikkien kolmen osapuolen kohdalla yhteinen havainto on tämä: kuitusuunta on päätettävä ennen kuin taitoksen paikka lukitaan. Kun tuotteen mitat on päätetty, kuitusuunta on jo lukittu, ja sen jälkeen käytettävissä on vain rajoitettuja korjauskeinoja
Johtopäätökset ja rajoitteet
Artikkeli vastaa johdannossa esitettyihin kysymyksiin seuraavasti:
・Ensinnäkin kuitusuunta määrittää taitoksen kestävyyden paperin anisotropian ja kuitujen suuntautumisen vuoksi [3][5]
・Toiseksi vastakarvaan taiton pintamurtuma johtuu kuidun poikittaisesta katkeamisesta ja päällysteen tuen menetyksestä, mikä korostuu paksuissa materiaaleissa [1]
・Kolmanneksi nuuttaus ohjaa murtumisen hallittuun uraan, mutta sen hyöty on rajallinen ja vaatii parametrien tarkkaa säätöä [1][2][4]
Tutkimuksen rajoitteet: Artikkelin lähteet perustuvat pääosin määritelmiin ja standardeihin, puuttuen tarkasta kokeellisesta datasta eri paperilajien murtumarajoista. Kuitusuunnan tunnistamismenetelmät ovat yhä subjektiivisia ja vaativat osaamista. Ilmankosteuden ja kierrätyskuitujen vaikutukset jäävät tarkemman analyysin ulkopuolelle
Jatkotutkimuksessa suositellaan kvantitatiivista aineistoa kuitusuunnan, neliöpainon ja nuuttausparametrien välisestä yhteydestä, jotta hiljainen tieto voidaan muuttaa suoraan hyödynnettäviksi tuotantoparametreiksi
Yhteenveto
・Värien halkeamisen syy ei ole muste tai paperin laatu, vaan taitoksen ja kuitusuunnan (grain direction) yhteensopimattomuus
・Vastakarvaan taitettaessa kuidut katkeavat poikittain ja päällyste murtuu; ilmiö pahenee paksuuden myötä
・Nuuttaus (creasing) ohjaa vaurion hallittuun uraan, mutta se ei poista tarvetta kuitusuunnan huomioimiselle
・Kuitusuunnan arviointi on mahdollista repäisy-, taivutus- ja kostutustesteillä
・Kustannustehokkainta on valita kuitusuunta oikein paperivalintavaiheessa, ei korjata vaurioita jälkikäteen
Jatkopohdintaa
Painoteollisuudessa seuraava askel on muuttaa vanhan polven osaaminen mitattavaksi nuuttausparametrien kirjastoksi. Suunnittelussa taitosten suunta tulisi merkitä heti tiedostoon ja paperivalinnoissa huomioida kuitusuunta. AI- ja SaaS-integraatioissa suurin potentiaali on rakenteellisessa datassa: tulevaisuuden taitto-ohjelmistot voisivat varoittaa automaattisesti vastakarvaan suuntautuvista taitoksista ja ehdottaa oikeita nuuttausasetuksia. Suurin este on tällä hetkellä julkisen, kvantitatiivisen vertailutiedon puute kuitusuunnan ja murtumarajojen välillä
Viitteet
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Miksi paksu kartonki halkeaa taitettaessa?
- Koska taitos on vastakarvaan (kohtisuorassa kuitusuuntaan nähden), taivutus pakottaa kuidut poikittaiseen murtumiseen, jolloin päällyste murtuu ja alta paljastuu valkoinen ydin. Ilmiö korostuu, mitä paksumpaa paperi on
- Mitä tarkoittavat pitkä- ja lyhytkuituinen paperi?
- Pitkäkuituisessa (long grain) kuitusuunta on paperin pitkän sivun suuntainen, lyhytkuituisessa (short grain) lyhyen sivun suuntainen. Kummassakaan ei ole sinänsä vikaa; ratkaisevaa on, että tuotteen tärkeimmät taitokset tehdään kuitusuunnan suuntaisesti
- Poistaako nuuttaus taitosvauriot kokonaan?
- Ei kokonaan, mutta se vähentää niitä merkittävästi. Nuuttaus ohjaa taivutuksen hallittuun uraan, mutta vastakarvaan taitettu tuote saattaa silti jousittaa. Lisäksi väärät nuuttausparametrit voivat rikkoa pinnan jo ennen taittamista
- Miten voin itse tunnistaa kuitusuunnan?
- Voit testata sitä kolmella tavalla: repäisytesti (suora repeämä myötäkarvaan), taivutustesti (pienempi vastus myötäkarvaan) tai kostutustesti (paperi käyristyy kuidun suuntaa vasten)
- Pitääkö kuitusuunta erikseen määritellä painotilauksessa?
- Kyllä pitää. Jos tuotteella on kiinteä taitossuunta, tulee tilauksessa vaatia vastaava kuitusuunta ja kirjata nuuttausvaatimus spesifikaatioihin. Tämä on kustannustehokkain tapa estää laatuongelmat
Aiheeseen liittyvät artikkelit
- Valintalogiikka päällystetyn ja päällystämättömän paperin välillä: kiiltäväpäällysteisen, mattapäällysteisen ja päällystämättömän paperin mekanismit ja päätöksenteko
- Paperin gsm-painosmassa selitettynä – kuinka valita nimikorteille, esitteille ja julisteille oikein
- WrapFest 2026 -raportti: Mihin autojen teippausmarkkinat ovat menossa?