مقدمه: ترکخوردگی خط تا به عنوان یک مسئله پژوهشی نادیده گرفته شده
・ترکخوردگی و سفید شدن محل خط تا، یکی از رایجترین عیوب کیفی در صنعت طراحی و چاپ است که کمتر به صورت سیستماتیک مورد بحث قرار گرفته است. وقتی یک مقوای ضخیم یا گلاسه در امتداد خط تا خم میشود، لایهی رویی در محل تا دچار شکستگیهای ریز شده و رنگ لایهی زیرین (سفید) نمایان میشود که در صنعت به آن «شکستن رنگ» یا «ترکخوردگی» میگویند. این پدیده در ظاهر شبیه به مشکل کیفیت مرکب یا کاغذ است، اما در واقع ریشه در یک متغیر بنیادیتر دارد: جهت الیاف کاغذ (grain direction) یا همان مسیر اصلی قرارگیری الیاف در حین کاغذسازی
・پرسشهای محوری که این مقاله به آنها پاسخ میدهد عبارتند از:
・اول: چرا جهت الیاف تعیینکننده ترک خوردن یا نخوردن خط تا است؟
・دوم: مکانیسم فیزیکی منجر به شکستگی لایه رویی در تا زدن خلاف جهت الیاف چیست؟
・سوم: خط تا (creasing) به عنوان یک ابزار اصلاحی پس از چاپ، تا چه حد مؤثر است و محدودیتهای آن کجاست؟ دستاورد این مقاله، تلفیق منابع پراکنده از علوم مواد، اندازهگیری چوب و فرآیندهای کاغذسازی در قالب یک چارچوب عملی برای چاپ است تا پیامدهای کاربردی آن برای صنعت چاپ استخراج شود
・اهمیت این موضوع برای صنعت طراحی و چاپ در این است که ساختار مبتنی بر چاپخانههای کوچک و متوسط و طراحان آزاد، باعث شده تا مدیریت جهت الیاف به جای یک مشخصه فنی قابل کنترل و اعتبارسنجی، تنها به دانش تجربی استادکاران محدود بماند. با افزایش سفارشات محصولات دارای خط تا زیاد مانند دفترچههای جلد سخت، جعبههای بستهبندی برند و کارتویزیتهای با گرماژ بالا، هزینههای ناشی از ضایعات به دلیل تشخیص اشتباه جهت الیاف، بسیار بیشتر از هزینههای ارتباطی در مرحله انتخاب کاغذ است. این مقاله تأکید دارد که نگریستن به جهت الیاف به عنوان یک متغیر قابل مدیریت (نه یک مسئله شانس)، نقطه کلیدی در ارتقای کیفیت پس از چاپ است
مروری بر ادبیات موضوع و وضعیت فعلی: دستهبندی دانش از آرایش الیاف تا مکانیک خط تا
・مطالعات موجود را میتوان بر اساس تمرکزشان به سه دسته تقسیم کرد که اگرچه در زمینه «چگونگی تعریف و اندازهگیری جهت الیاف» مکمل یکدیگرند، اما در زمینه «چگونگی تأثیر آن بر تخریب خط تا» شکاف دارند
・دسته اول به اندازهگیری و تعریف جهت الیاف (grain direction) میپردازد. علم چوب از مدتها پیش در پژوهش Through-Bark Measurement of Grain Direction سعی کرده است بدون آسیب به پوست درخت، جهت الیاف داخلی را پیشبینی کند، که نشان میدهد جهت الیاف به عنوان یک کمیت فیزیکی، مدتهاست به عنوان یک ویژگی قابل اندازهگیری و پیشبینی برای مواد شناخته میشود [3]. ارزش این دیدگاه در تبدیل «بافت» از یک برداشت بصری مبهم به پارامترهای مهندسی جهتدار و قابل تکرار است. جهت الیاف کاغذ نیز، اگرچه ناشی از فرآیند تولید است، اما از همین پیشفرض بنیادی «داشتن جهت غالب الیاف» پیروی میکند
・دسته دوم بر تعریف فرآیندی و معنایی خط تا (creasing) تمرکز دارد. «فرهنگ لغت انگلیسی آکسفورد» به طور جداگانه به تعاریف اسمی creasing و وصفی creasing پرداخته است که نشاندهنده تکامل معنایی ایجاد یک خط تای کنترلشده روی مواد است [2][4]. تحلیل این مقاله نشان میدهد که دلیل تبدیل شدن خط تا به یک واژه تخصصی، این است که صرفاً یک «تا کردن» ساده نیست، بلکه عملیاتی برای هدایت عمدی مسیر شکستگی مواد است
・دسته سوم از لایه مکانیکی و فیزیکی به رفتار خط تا میپردازد. Creasing properties of carton board ویژگیهای خط تای مقوا را در یک چارچوب استاندارد قرار داده و نشان میدهد که قدرت خط تا، برگشتپذیری و شکستگی، تصادفی نیستند بلکه شاخصهای مهندسی قابل تنظیم و تست هستند [1]. دستهبندی فیزیکی نیز Creasing را به عنوان یک پدیده مکانیکی مستقل ذکر میکند، که بدین معناست که ایجاد چروک سطحی و خط تا، مکانیسمهای عام و قابل مطالعهای در مکانیک مواد دارند [5]
・با تلفیق این سه دسته، یک شکاف ساختاری دیده میشود: ادبیات اندازهگیری ثابت میکند جهت الیاف قابل تعریف است، ادبیات فرآیندی و مکانیکی ثابت میکند خط تا قابل استانداردسازی است، اما کمتر مطالعهای مستقیماً «جهت الیاف» و «ترکخوردگی خط تا» را در بافت عملیاتی چاپ به هم پیوند داده است. نکته ورود این مقاله، پر کردن همین شکاف توضیحی از ویژگیهای مواد تا عیوب خط تولید است
ماهیت فیزیکی و دستهبندی جهت الیاف
・در این بخش، ماهیت فیزیکی جهت الیاف را به عنوان پایه تحلیلهای بعدی خط تا تعریف میکنیم
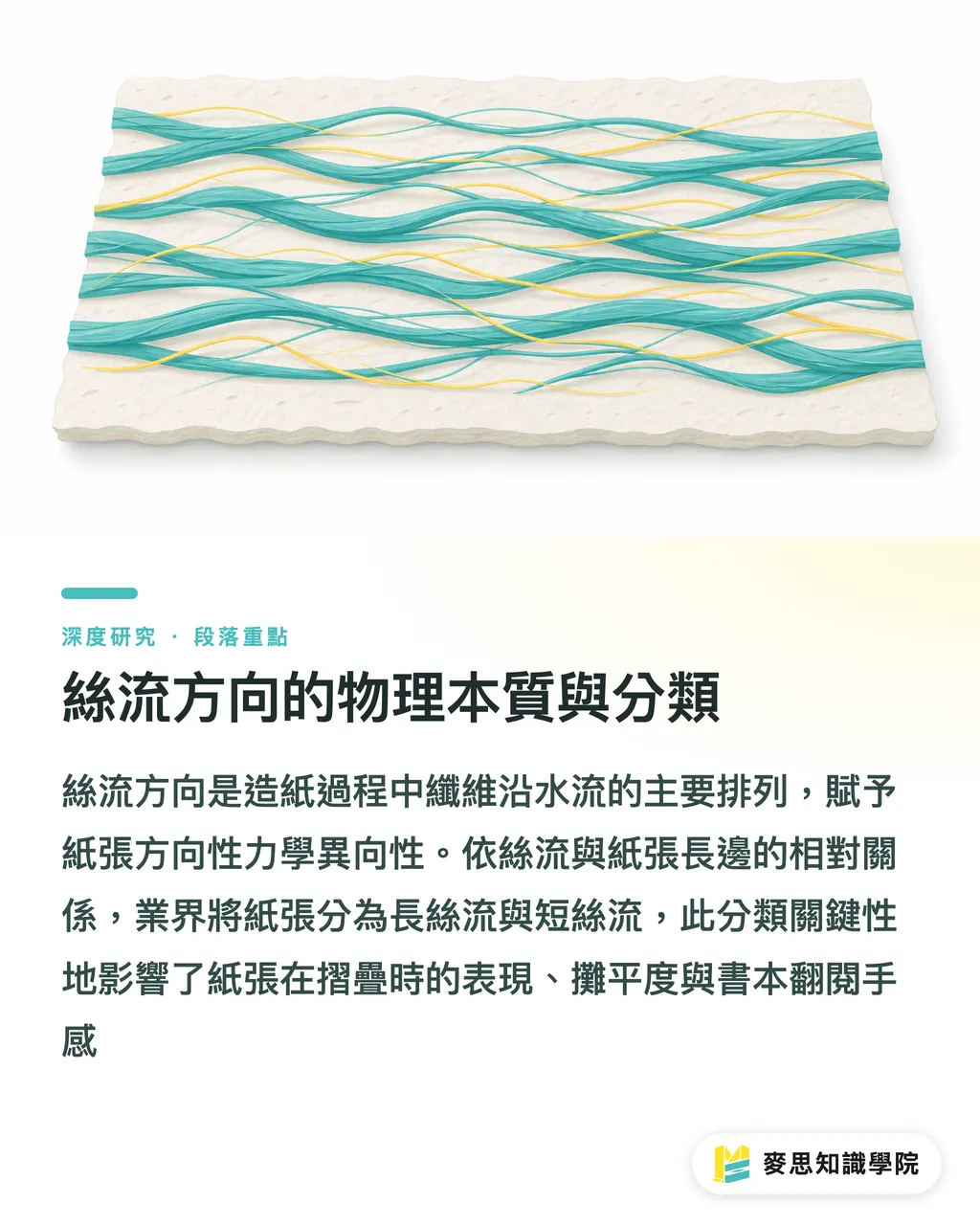
・جهت الیاف به سمتی اشاره دارد که الیاف در حین کاغذسازی در امتداد جریان آب روی توری کاغذسازی قرار میگیرند. از آنجایی که خمیر کاغذ در حین تولید در جهت حرکت ماشین کشیده میشود، الیاف تمایل دارند در جهت حرکت ماشین (machine direction) همراستا شوند و یک آرایش غالب ایجاد کنند. با تکیه بر این پیشفرض که جهت الیاف یک کمیت فیزیکی قابل اندازهگیری است [3]، کاغذ دارای ناهمسانگردی مکانیکی (mechanical anisotropy) وابسته به جهت است: مقاومت کششی در جهت الیاف بیشتر و ازدیاد طول کمتر است و در جهت عمود بر الیاف، برعکس است
・بر اساس نسبت جهت الیاف با ضلع بلند کاغذ، صنعت کاغذ را به دو دسته «الیاف بلند» (long grain) و «الیاف کوتاه» (short grain) تقسیم میکند. الیاف بلند یعنی جهت الیاف موازی با ضلع بلند کاغذ است و الیاف کوتاه یعنی جهت موازی با ضلع کوتاه است. اهمیت عملی این دستهبندی در این است که تعیین میکند در ابعاد برش خاص، خط تا در جهت همراستا با الیاف (顺丝流) میافتد یا خلاف آن (逆丝流). تحلیل این مقاله نشان میدهد که خود الیاف بلند یا کوتاه برتری مطلق ندارند، بلکه کلید اصلی این است که آیا خط تای محصول با جهت الیاف همخوانی دارد یا خیر
・ناهمسانگردی الیاف علاوه بر تا زدن، بر سایر ویژگیها نیز تأثیر میگذارد. کاغذهای همراستا با الیاف راحتتر باز میشوند، در حالی که در جهت خلاف الیاف، به دلیل فشار به الیاف برای خم شدن عرضی، بازگشتپذیری (فنر) و موج ایجاد میشود. این ویژگی بر میزان باز شدن کتاب و راحتی ورق زدن تأثیر میگذارد: وقتی جهت الیاف کتاب موازی با عطف باشد، مقاومت در برابر ورق زدن کمتر و باز شدن کتاب بهتر است؛ در غیر این صورت صفحات تمایل به ایستادن دارند و ورق زدن سفت است. بنابراین جهت الیاف نه تنها علت ترکخوردگی، بلکه متغیر پنهان در کیفیت صحافی است
مکانیسم تخریب در تا زدن خلاف جهت الیاف: شکستگی لایه رویی و سفید شدن رنگ
・این بخش مکانیسم اصلی ترکخوردگی خط تا را تحلیل میکند؛ یعنی چرا تا زدن خلاف جهت الیاف منجر به شکستگی الیاف سطحی و سفید شدن میشود
・تا زدن در ذات خود یک تغییر شکل خمشی است؛ مواد در سمت خارجی خط تا تحت کشش و در سمت داخلی تحت فشار قرار میگیرند. وقتی جهت خط تا موازی با الیاف باشد (تای همراستا)، خط تا در امتداد صفحات ضعیف بین الیاف جدا میشود و الیاف میتوانند به سادگی از هم جدا شوند بدون اینکه تحت فشار عرضی قرار گیرند، بنابراین لایه رویی یکپارچگی خود را حفظ میکند. برعکس، وقتی جهت خط تا عمود بر الیاف باشد (تای خلاف جهت)، تا زدن، مقدار زیادی از الیاف را در سمت خارجی خط تا مجبور میکند که به صورت عرضی کشیده و پاره شوند. لایهی پوششی (coating) و لایهی مرکب به دلیل از دست دادن تکیهگاه زیرین، در امتداد خط تا ترک خورده و شکافهای سفید قابل مشاهده و «شکست رنگ» ایجاد میکنند. با تکیه بر این دیدگاه که خط تا یک تخریب قابل استانداردسازی است [1]، ما این را به عنوان مسئلهای در این زمینه میدانیم که «آیا مسیر تخریب با صفحات ضعیف مواد همراستا است یا خیر»
・هرچه کاغذ ضخیمتر و گرماژ بالاتر باشد، این مکانیسم نمایانتر است. در مقوا و کارتن، فاصله لایه خارجی تا محور خنثی بیشتر است، یعنی در زاویه تای یکسان، کشش وارده به لایه رویی بیشتر است. وقتی این کشش از حد کشسانی لایهی پوششی و الیاف بیشتر شود، شکستگی رخ میدهد. این توضیح میدهد که چرا کاغذهای نازک در تای خلاف جهت فقط چروکهای خفیف نشان میدهند، اما مقواهای ضخیم مستقیماً دچار شکستگی رنگ میشوند. متون علمی ایجاد چروک و خط تا را به عنوان پدیدههای مکانیکی مستقل دستهبندی میکنند [5] که دقیقاً با توصیف تمرکز تنش و شکستگی لایه رویی همخوانی دارد
・ریسک در کاغذهای گلاسه (coated) بیشتر از کاغذهای بدون روکش (uncoated) است. لایهی گلاسه، پوششی معدنی با قابلیت انعطاف محدود است که روی الیاف را پوشانده و کرنش شکست آن از خود الیاف کمتر است. بنابراین در شرایط تای یکسان، سطح گلاسه زودتر دچار ترک میشود. به همین دلیل است که کاغذهای گلاسه با گرماژ بالا در محل خط تا زودتر سفید میشوند، اما کاغذهای هنری بدون روکش با بافت نرمتر، منعطفتر هستند. تحلیل ما این است که شدت ترکخوردگی خط تا، در واقع «اثر ضربی سه متغیر جهت الیاف، ضخامت کاغذ و لایه پوششی» است، نه یک عامل واحد
خط تا به عنوان راهکار اصلاحی: مکانیسمها، اثربخشی و محدودیتها
・این بخش به ارزیابی مکانیسم عمل و محدودیتهای «خط تا» به عنوان راهکار اصلاحی برای تای خلاف جهت الیاف میپردازد
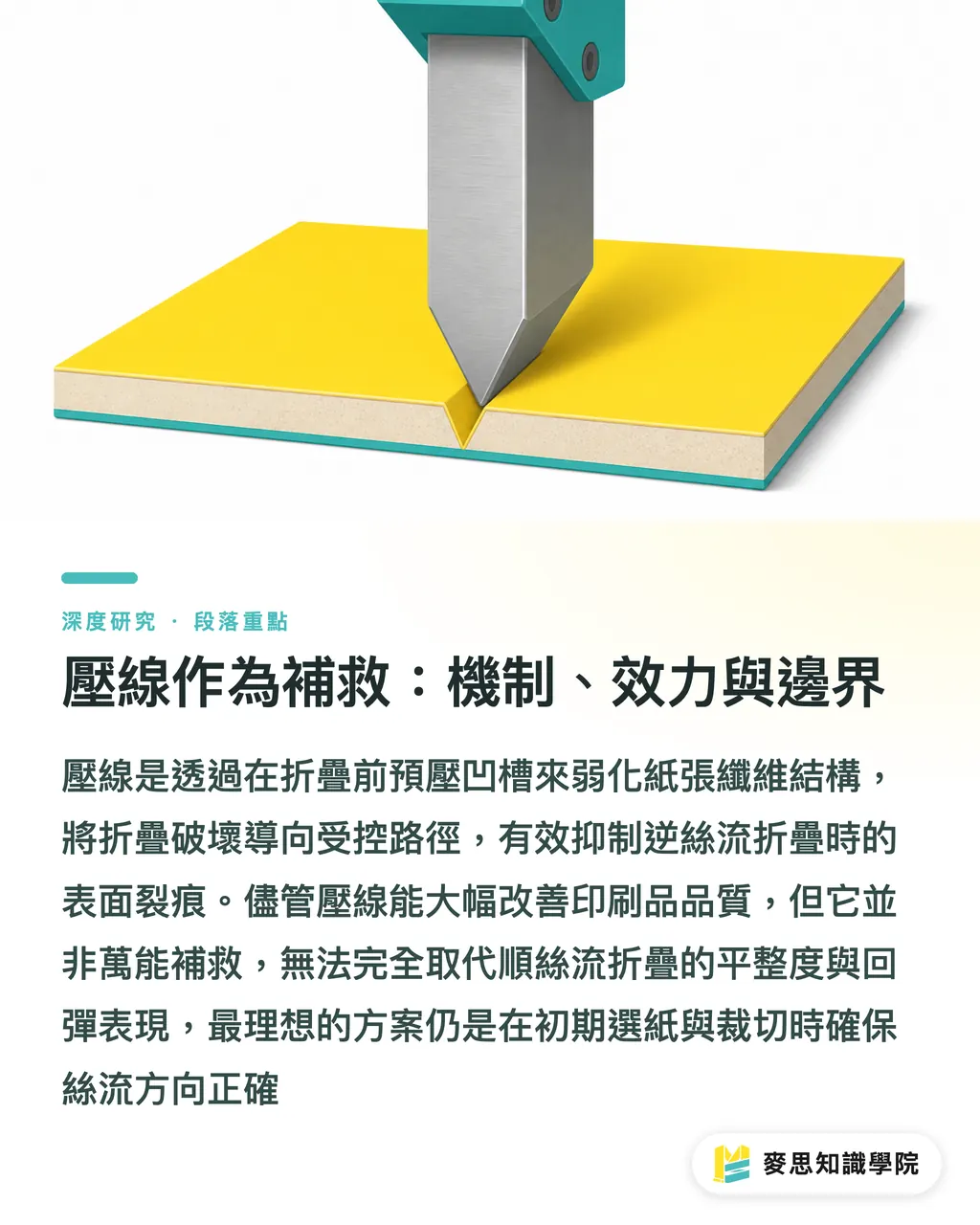
・خط تا عملیاتی است که قبل از تا زدن، با استفاده از نوار فولادی یا قالب روی محل خط تا، یک شیار فرو رفته ایجاد میکند. تعریف «creasing» در فرهنگ آکسفورد نشاندهنده ثبات این رفتار «ایجاد پیشفرض خط تای کنترلشده» است [2][4]. اصل مکانیکی آن در این است که خط تا، ساختار الیاف مقوا را در محل خط تا از قبل له کرده و ضخامت را بازتوزیع میکند، تا خم شدن بعدی در این شیار ضعیفشده متمرکز شود، نه اینکه لایه رویی در حالت بدون آمادگی مجبور به پارگی عرضی شود. به عبارت دیگر، خط تا تخریب را حذف نمیکند، بلکه آن را به مسیری داخلی و کنترلشده هدایت میکند
・اثربخشی خط تا در چارچوبهای مهندسی استاندارد شده است. استانداردسازی ویژگیهای خط تای مقوا نشان میدهد که قدرت خط تا و رفتار تخریب قابل تست و تنظیم است [1]. بر این اساس استنباط میکنیم که عمق خط تا، عرض نوار فولادی و فاصله شیار قالب، باید بر اساس ضخامت کاغذ و جهت الیاف تنظیم شود: خط تای خلاف جهت الیاف معمولاً به تنظیمات عمیقتر و عریضتری نیاز دارد تا سختی الیاف عرضی را جبران کند. وقتی پارامترها به درستی جفت شوند، ترکهای سطحی تای خلاف جهت به طور قابل توجهی کاهش مییابد و کیفیت محصول به حد قابل تحویل میرسد
・با این حال خط تا راهکار جادویی نیست و محدودیتهای آن باید صادقانه بیان شود:
・اول: خط تا نمیتواند به طور کامل صافی و رفتار برگشتپذیری تای همراستا را بازگرداند؛ تای خلاف جهت حتی پس از خط تا ممکن است همچنان بازگشتپذیری بیشتری داشته باشد و منجر به باز شدن جزئی تا شود
・دوم: خط تای بیش از حد عمیق خود ممکن است لایه رویی را پاره کند و «شکست رنگ پس از تا» را به «شکستن بلافاصله در حین خط تا» تبدیل کند
・سوم: خط تا هزینه ساخت قالب و فرآیند پس از چاپ را افزایش میدهد و برای سفارشهای کمتیراژ و ارزانقیمت، لزوماً صرفه اقتصادی ندارد. تحلیل مقاله این است که خط تا باید به عنوان جبران خسارت برای اشتباه در انتخاب جهت الیاف درک شود، نه جایگزین دستورالعمل اولیه جهت الیاف؛ مقرونبهصرفهترین روش، همچنان همراستا کردن خط تا با جهت الیاف در مرحله انتخاب کاغذ و برش است
・تشخیص جهت الیاف پیششرط تصمیمگیریهای فوق است. در عمل سه تست غیرمخرب یا نیمهمخرب استفاده میشود: تست پارگی (در جهت الیاف صافتر پاره میشود)، تست خمش (در جهت الیاف مقاومت کمتر و قوس ملایمتری دارد) و تست رطوبت (کاغذ در جهت عمود بر الیاف به دلیل تورم الیاف عرضی بیشتر تاب برمیدارد). با تکیه بر سنت قابلیت اندازهگیری جهت الیاف [3]، این تستها در ذات خود از طریق واکنشهای مکانیکی یا رطوبتی وابسته به جهت، الیاف داخلی را حدس میزنند
پیامدها برای صنعت طراحی و چاپ تایوان
・این بخش مکانیسمهای مذکور را به پیامدهای عملی برای سه گروه فعال در صنعت تایوان تبدیل میکند و تأثیر آنها بر فرآیند، هزینه و زمان را بررسی میکند
・برای چاپخانههای کوچک و متوسط، کلید مدیریت جهت الیاف تبدیل دانش تجربی به فرآیند قابل اعتبارسنجی است. اقدامات عملی عبارتند از: علامتگذاری جهت الیاف هر بند کاغذ هنگام ورود، اولویت دادن به همراستاسازی خط تای اصلی محصول با جهت الیاف در هنگام برش و چیدمان؛ و برای مواردی که ناچار به تای خلاف جهت هستند، پیشفرض قرار دادن عملیات خط تا و ایجاد جدول پارامترهای خط تا بر اساس گرماژ کاغذ. هزینه این کار عمدتاً افزایش زمان ارتباطات اولیه و چیدمان است، اما در مقایسه با چاپ مجدد کل سفارش به دلیل شکستگی، بازگشت سرمایه آن واضح است. مستندسازی پارامترهای جهت الیاف و خط تا همچنین به کاهش وابستگی به تجربه تکتک استادکاران کمک میکند
・برای طراحان، پیامد این است که جهت الیاف را در مرحله آمادهسازی فایل لحاظ کنند، نه اینکه پس از چاپ منفعلانه نتیجه را بپذیرند. طراحان در طراحی فولدر، جلد کتابهای نفیس یا بستهبندی، باید فعالانه محل و جهت خط تا را مشخص کنند و هنگام سفارش، با چاپخانه در مورد همراستایی جهت الیاف هماهنگ کنند. اگر جهت خط تای محصول ثابت است، باید هنگام انتخاب کاغذ و ابعاد، جهت الیاف بلند یا کوتاه متناسب با آن را درخواست کنند. با تکیه بر تحلیل محدودیت انعطاف لایه پوششی [1][5]، طراحان باید نسبت به طراحی خط تا برای مقواهای ضخیم بسیار محتاط باشند و در صورت نیاز، فعالانه خط تا بخواهند یا از متریال بدون روکش استفاده کنند
・برای برندها، هزینه اشتباه در جهت الیاف اغلب در زمان تحویل و یکپارچگی نمود پیدا میکند. شکستگی خط تا نه تنها کیفیت تکمحصول را کاهش میدهد، بلکه در تولید انبوه باعث نوسان نرخ سلامت کالا و تاخیر در تحویل میشود. برندها هنگام تنظیم مشخصات بستهبندی یا چاپ، باید تعیین جهت الیاف و نیازهای خط تا را به عنوان شرایط کیفی قابل قبول در قرارداد بنویسند. ما تأکید داریم که ارتقای جهت الیاف از یک «جزئیات فنی داخلی چاپخانه» به «بخشی از مشخصات خرید»، اهرم مؤثری برای برندها جهت تضمین یکپارچگی در چاپهای مختلف است
・به طور کلی، وجه اشتراک این سه گروه این است: جهت الیاف متغیری است که باید قبل از تعیین نهایی خط تا تصمیمگیری شود. وقتی ابعاد محصول و جهت خط تا قفل شد، جهت الیاف منفعلانه شکل میگیرد و بعد از آن فقط میتوان با خط تا به صورت موضعی جبران کرد. انتقال نقطه تصمیمگیری به مرحله انتخاب کاغذ و برش، کمهزینهترین نقطه ورود برای تضمین کیفیت است
نتیجهگیری و محدودیتها
・این مقاله به سه پرسش مطرح شده در مقدمه به شرح زیر پاسخ میدهد:
・اول: جهت الیاف تعیینکننده ترک خوردن خط تا است زیرا ناهمسانگردی مکانیکی کاغذ باعث میشود رابطه نسبی جهت خط تا و الیاف، تعیینکننده همراستایی مسیر تخریب با صفحات ضعیف مواد باشد [3][5]
・دوم: مکانیسم شکستگی لایه رویی در تای خلاف جهت، پاره شدن عرضی مقدار زیادی از الیاف در سمت خارجی خط تا و از دست رفتن تکیهگاه لایه پوششی است که این اثر با افزایش ضخامت و میزان پوشش تشدید میشود [1]
・سوم: اصل خط تا به عنوان راهکار، هدایت تخریب به شیارهای پیشفرض کنترلشده است که بسیار مؤثر است اما نمیتواند کیفیت تای همراستا را کاملاً بازیابی کند و دارای محدودیت هزینه و خطر پارگی است [1][2][4]
・محدودیتهای این پژوهش باید ذکر شود. نخست اینکه منابع ارجاعی عمدتاً در سطح تعریف، اندازهگیری و چارچوبهای استاندارد هستند و فاقد دادههای آزمایشگاهی کمی درباره آستانه ترکخوردگی برای نوع کاغذ و زوایای تای خاص هستند، بنابراین تحلیلهای مربوط به ضخامت و پوشش بیشتر جنبه استدلالی دارند. دوم، روشهای تشخیص جهت الیاف (تست پارگی، خمش و رطوبت) تجربی هستند و تفسیر آنها به تجربه اپراتور وابسته است و نیازمند ایجاد استانداردهای کمی هستند. سوم، این مقاله به تعامل رطوبت محیط، نوع الیاف و مواد بازیافتی با رفتار تا شدن نپرداخته است که در کاغذهای بازیافتی و خاص ممکن است پیچیدهتر باشد
・برای پژوهشهای آتی پیشنهاد میشود برای مقواهای متداول، کاغذهای هنری و بازیافتی، دادههای آزمایشی تطبیقی «گرماژ، جهت الیاف، پارامترهای خط تا، درجه ترکخوردگی» ایجاد شود تا چارچوبهای تئوریک این مقاله به پارامترهای قابل استعلام برای خط تولید تبدیل شوند. تنها با این روش میتوان مدیریت جهت الیاف را از حس استادکاران قدیمی، به مشخصات مهندسی قابل جستجو و اعتبارسنجی ارتقا داد
خلاصه نکات کلیدی
・علت اصلی شکستن رنگ در خط تا، مرکب یا کیفیت کاغذ نیست، بلکه عدم هماهنگی جهت خط تا با جهت الیاف (grain direction) است
・تا زدن خلاف جهت الیاف باعث پاره شدن عرضی الیاف در سمت خارجی خط تا میشود، لایه پوششی تکیهگاهش را از دست میدهد و رنگ سفید نمایان میشود. هرچه کاغذ ضخیمتر و پوشش بیشتر باشد، این اتفاق بدتر است
・خط تا (creasing) میتواند تخریب را به یک شیار کنترلشده هدایت کند تا ترکها کم شود، اما نمیتواند صافی تای همراستا را کاملاً بازگرداند و محدودیت هزینه و خطر پارگی دارد
・تستهای پارگی، خمش و رطوبت میتوانند به صورت نیمهکمی جهت الیاف را تخمین بزنند که پیشزمینه خوبی برای انتخاب کاغذ و چیدمان است
・مقرونبهصرفهترین روش، همراستا کردن خط تا با الیاف در مرحله انتخاب کاغذ و برش است، نه جبران با خط تا بعد از چاپ
تأملات تکمیلی
・برای تولید در چاپ، گام بعدی مدیریت جهت الیاف، تبدیل حس استادکاران به کتابخانه پارامترهای خط تا قابل جستجو است تا بر اساس گرماژ و جهت الیاف، عمق و عرض خط تا مشخص شود و وابستگی به یک نیروی انسانی کاهش یابد. از دیدگاه طراحی، جهت خط تا باید در مرحله آمادهسازی فایل مشخص شود و از آنجا جهت الیاف بلند یا کوتاه کاغذ تعیین گردد تا جهت الیاف به جای یک قمار پس از چاپ، به یک تصمیم طراحی تبدیل شود. برای ورود هوش مصنوعی (AI) و SaaS، امیدوارکنندهترین نقطه ورود، ایجاد مجموعه دادههای ساختاریافته از «نوع کاغذ، گرماژ، جهت الیاف، زاویه تا، درجه ترکخوردگی» است تا نرمافزارهای چیدمان بتوانند پیش از قفل شدن طرح، در مورد خط تای خلاف جهت هشدار داده و تنظیمات خط تا را پیشنهاد کنند. مسئله حلنشده فعلی این است که برای تشخیص جهت الیاف و آستانه ترکخوردگی هنوز شاخصهای کمی عمومی وجود ندارد که هم یک شکاف پژوهشی است و هم پیشنیاز کلیدی برای ابزارهای صنعتی
منابع
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- چرا مقوای ضخیم هنگام تا زدن ترک میخورد و سفید میشود؟
- زیرا جهت خط تا با جهت الیاف کاغذ (grain direction) عمود است. هنگام تا زدن، الیاف در سمت خارجی خط تا به طور همزمان به صورت عرضی پاره میشوند و لایه پوششی سطحی تکیهگاه خود را از دست داده و خرد میشود و لایه سفید کاغذ نمایان میگردد. هرچه کاغذ ضخیمتر و میزان پوشش آن بیشتر باشد، این پدیده مشهودتر است
- الیاف بلند (long grain) و الیاف کوتاه (short grain) چیست؟
- الیاف بلند به این معنی است که جهت الیاف کاغذ موازی با ضلع بلند آن است و الیاف کوتاه یعنی جهت الیاف موازی با ضلع کوتاه است. این دو در ذات خود برتری ندارند، کلید اصلی این است که آیا خط تای اصلی محصول با جهت الیاف همراستا هست یا خیر
- آیا خط تا (creasing) میتواند ترکخوردگی خط تا را به طور کامل حل کند؟
- به طور کامل خیر، اما میتواند آن را به شدت کاهش دهد. خط تا با ایجاد یک شیار کنترلشده قبل از تا زدن، فشار خمشی را در این مسیر ضعیفشده متمرکز میکند. با این حال، خط تای خلاف جهت الیاف حتی پس از انجام خط تا ممکن است همچنان بازگشتپذیری (فنر) داشته باشد و همچنین عمق زیاد خط تا میتواند باعث پارگی سطح شود
- چگونه میتوان جهت الیاف کاغذ را تشخیص داد؟
- با سه تست: ۱. تست پارگی: پارگی در جهت الیاف صافتر است؛ ۲. تست خمش: در جهت الیاف مقاومت کمتر و قوس ملایمتری دارد؛ ۳. تست رطوبت: اگر یک طرف کاغذ مرطوب شود، کاغذ در جهت عمود بر الیاف تاب میخورد
- آیا هنگام سفارش چاپ باید جهت الیاف را به صورت ویژه مشخص کرد؟
- بله. اگر محصول دارای جهت خط تای ثابت است، هنگام انتخاب کاغذ و ابعاد باید درخواست جهت الیاف بلند یا کوتاه متناسب با آن را داد و نیاز به جهت الیاف و خط تا را در مشخصات قرارداد درج کرد؛ این کمهزینهترین راه برای جلوگیری از ترکخوردگی است