Las grietas en el plegado como problema de investigación subestimado
Las grietas y el blanqueamiento en la zona del pliegue son uno de los defectos de calidad más frecuentes, y a la vez menos discutidos de forma sistemática, en la industria del diseño y la impresión. Cuando una cartulina gruesa o una cartulina couché se pliega sobre una línea, la capa superficial puede abrirse en microfisuras y dejar a la vista el núcleo blanco del papel. En el sector se suele hablar de quiebre del color o agrietamiento. A simple vista parece un problema de tinta o de calidad del papel, pero su raíz está en una variable material más básica: la dirección de la fibra del papel (grain direction), es decir, la orientación principal de las fibras durante la fabricación del papel
Las preguntas centrales que este artículo busca responder son:
・Tres:
・Primera, por qué la dirección de la fibra determina si un pliegue se agrieta o no
・Segunda, cuál es el mecanismo físico por el que el plegado a contrafibra provoca la rotura de la capa superficial
・Tercera, cuál es la eficacia y cuáles son los límites del hendido (creasing) como medida correctiva de postimpresión. La contribución de este artículo consiste en reunir literatura dispersa de ciencia de materiales, medición de la orientación de la madera y transformación de cartón en un marco explicativo orientado a la práctica de impresión, y a partir de ahí derivar implicaciones aplicables para la industria taiwanesa
Este tema importa para la industria taiwanesa del diseño y la impresión porque su estructura, dominada por imprentas pequeñas y medianas y diseñadores que trabajan por encargo, ha dejado la gestión de la fibra durante mucho tiempo en el terreno del conocimiento tácito de los maestros de taller, no como un parámetro especificable y verificable. Cuando los pedidos se orientan hacia libretas de tapa dura, cajas de marca o tarjetas de visita de alto gramaje, todos productos con muchas líneas de plegado, el costo de desechar una tirada completa por una lectura incorrecta de la fibra suele superar con creces el costo de comunicar la especificación del papel desde el inicio. Este artículo sostiene que tratar la fibra como un objeto de gestión, y no como una cuestión de suerte, es una vía clave para mejorar la calidad local de postimpresión
Agrupación del conocimiento: de la alineación de fibras a la mecánica del pliegue
La discusión existente puede agruparse en tres bloques según su foco. Estos se complementan en cómo definen y miden la fibra, pero dejan una brecha en cómo la fibra afecta la falla durante el plegado
El primer grupo de literatura se centra en la medición y definición de la orientación de la veta o fibra (grain direction). La ciencia de la madera ya intentaba, en el estudio "Through-Bark Measurement of Grain Direction"
・10.1093/forestscience/
・15
・1
・92), inferir la orientación interna de las fibras sin dañar la corteza, lo que muestra que la dirección de la fibra, como magnitud física, se considera desde hace tiempo una propiedad material medible y predecible [3]. El valor de esta mirada está en que convierte la "veta" de una impresión visual vaga en un parámetro de ingeniería con dirección y medición repetible. Aunque la fibra del papel proviene del proceso de formación de la hoja y no del crecimiento del árbol, comparte la premisa básica de que las fibras tienen una orientación dominante
El segundo grupo de literatura se enfoca en la definición técnica y semántica del hendido (creasing). El Oxford English Dictionary recoge por separado la acepción nominal de "creasing"
・10.1093/oed/
・7741172096) y la acepción adjetiva de "creasing"
・10.1093/oed/
・9034901663), registrando la evolución semántica de pliegue, marca e hendido, y reflejando que la acción de prefabricar una línea de plegado controlada sobre un material cuenta desde hace tiempo con una referencia lingüística estable [2][4]. El análisis de este artículo considera que el hecho de que el hendido se haya convertido en un término técnico independiente sugiere justamente que no es un simple "doblez", sino una operación destinada a guiar de forma deliberada la ruta de falla del material
El tercer grupo aborda el hendido desde la mecánica y la física. "Creasing properties of carton board"
・10.3403/bs
・6965) incorpora las propiedades de hendido del cartón a un marco de estandarización, mostrando que la resistencia del pliegue, la recuperación elástica y la falla no son aleatorias, sino indicadores de ingeniería que pueden normalizarse y ensayarse [1]. La clasificación temática de física también incluye "Creasing"
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) como una entrada independiente de fenómeno mecánico, lo que implica que la formación de arrugas superficiales y pliegues tiene, en mecánica de materiales, mecanismos generales estudiables [5]
Al integrar estos tres grupos aparece una brecha estructural: la literatura de medición demuestra que la dirección de la fibra puede definirse; la literatura técnica y mecánica demuestra que el hendido puede normalizarse; pero pocos estudios conectan de forma directa la cadena causal entre "dirección de la fibra" y "si el pliegue se agrieta" dentro del contexto real de la impresión. El punto de entrada de este artículo es precisamente cerrar esa discontinuidad explicativa entre la propiedad material y el defecto de producción
Naturaleza física y clasificación de la dirección de la fibra
Esta sección define primero la naturaleza física de la dirección de la fibra, como base para el análisis posterior del pliegue
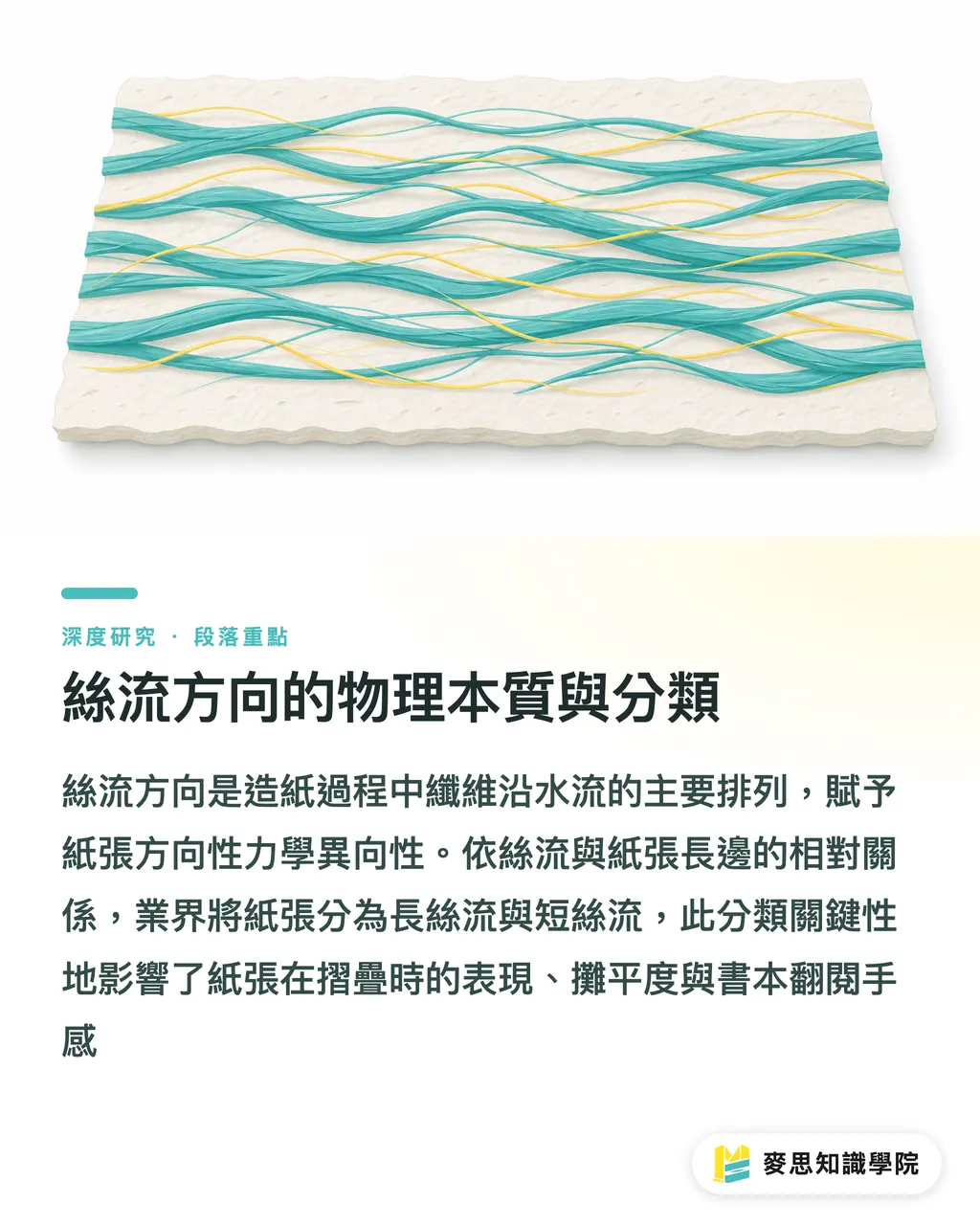
La dirección de la fibra se refiere a la orientación principal que toman las fibras sobre la tela de formación durante la fabricación del papel, arrastradas por el flujo de agua. Como la pasta se extiende en la dirección de avance de la máquina, las fibras tienden a alinearse con la machine direction, formando una orientación dominante reconocible. Heredando la premisa de que la dirección de la fibra es una magnitud física medible [3], el papel presenta una anisotropía mecánica dependiente de la dirección: en el sentido de la fibra tiene mayor resistencia a la tracción y menor elongación, mientras que en la dirección perpendicular ocurre lo contrario
Según la relación entre la fibra y el lado largo de la hoja, el sector clasifica el papel como long grain o short grain. Long grain significa que la dirección de la fibra es paralela al lado largo de la hoja; short grain, que la dirección de la fibra es paralela al lado corto. La importancia práctica de esta clasificación está en que determina, para un formato de corte específico, si la línea de plegado caerá a favor de fibra o a contrafibra. El análisis de este artículo considera que long grain y short grain no son mejores o peores en sí mismos. Lo decisivo es si la dirección del pliegue del producto terminado coincide con la fibra
La anisotropía de la fibra también afecta varias prestaciones fuera del plegado. El papel en el sentido de la fibra se abre con más facilidad y queda más plano; a contrafibra, las fibras se ven forzadas a doblarse transversalmente, generando recuperación elástica y ondulación. Esta característica afecta a su vez la apertura de los libros y la comodidad al pasar páginas: cuando la fibra de las páginas corre paralela al lomo, la resistencia al hojeo es menor y la apertura es mejor; en sentido contrario, las páginas tienden a arquearse y se sienten rígidas al pasar. Por eso la fibra no solo causa grietas en los pliegues, también es una variable latente en la calidad de encuadernación
Mecanismo de falla del plegado a contrafibra: rotura superficial y quiebre del color
Esta sección analiza el mecanismo central de las grietas en el plegado: por qué plegar a contrafibra provoca rotura de fibras superficiales y blanqueamiento
El plegado es, en esencia, una deformación por flexión: el material del lado exterior del pliegue se somete a tracción, y el lado interior a compresión. Cuando la línea de plegado es paralela a la fibra, es decir, se pliega a favor de fibra, el pliegue se abre siguiendo los planos débiles entre fibras. Las fibras pueden separarse en su dirección natural en lugar de desgarrarse transversalmente, de modo que la superficie conserva mejor su integridad. En cambio, cuando la línea de plegado es perpendicular a la fibra, es decir, a contrafibra, el plegado obliga a muchas fibras del lado exterior a romperse transversalmente al mismo tiempo. La capa de estuco y la capa de tinta pierden soporte del sustrato y se fragmentan a lo largo del pliegue, formando grietas blancas visibles y quiebre del color. Siguiendo la idea de que el hendido es una conducta de falla que puede normalizarse [1], este artículo entiende el problema como una cuestión de si la ruta de falla se alinea o no con el plano débil del material
Cuanto más grueso y de mayor gramaje es el papel, más evidente se vuelve este mecanismo. En cartulinas gruesas y cartones, la distancia entre la capa exterior y el eje neutro durante el plegado es mayor. Eso significa que, con el mismo ángulo de plegado, la capa superficial soporta una deformación por tracción más alta. Cuando esa deformación supera el límite de elongación de la capa de estuco y de las fibras superficiales, aparece la rotura. Esto explica por qué un papel fino plegado a contrafibra suele mostrar solo arrugas leves, mientras que una cartulina gruesa plegada a contrafibra se abre directamente, con quiebre del color y blanco visible. La literatura física clasifica la formación de arrugas y pliegues como fenómenos mecánicos independientes [5], lo que coincide con esta descripción de una falla superficial causada por concentración de deformación
El riesgo es aún mayor en papeles estucados que en papeles no estucados. La capa de estuco es una cobertura mineral sobre la superficie de las fibras, con elongación limitada, y su deformación de rotura es inferior a la de las fibras mismas. Por eso, bajo las mismas condiciones de plegado, la superficie estucada muestra grietas antes. Esa es también la razón por la que los papeles couché de alto gramaje y las cartulinas couché son los más propensos a blanquear en la línea de plegado, mientras que los papeles artísticos no estucados, de textura más blanda, toleran mejor el pliegue. Este artículo considera que la gravedad de las grietas en el plegado es, en realidad, el efecto multiplicado de tres variables: dirección de la fibra, espesor del papel y estucado superficial. No una causa única
El hendido como corrección: mecanismo, eficacia y límites
Esta sección evalúa el mecanismo de acción y los límites del hendido como medida correctiva para el plegado a contrafibra
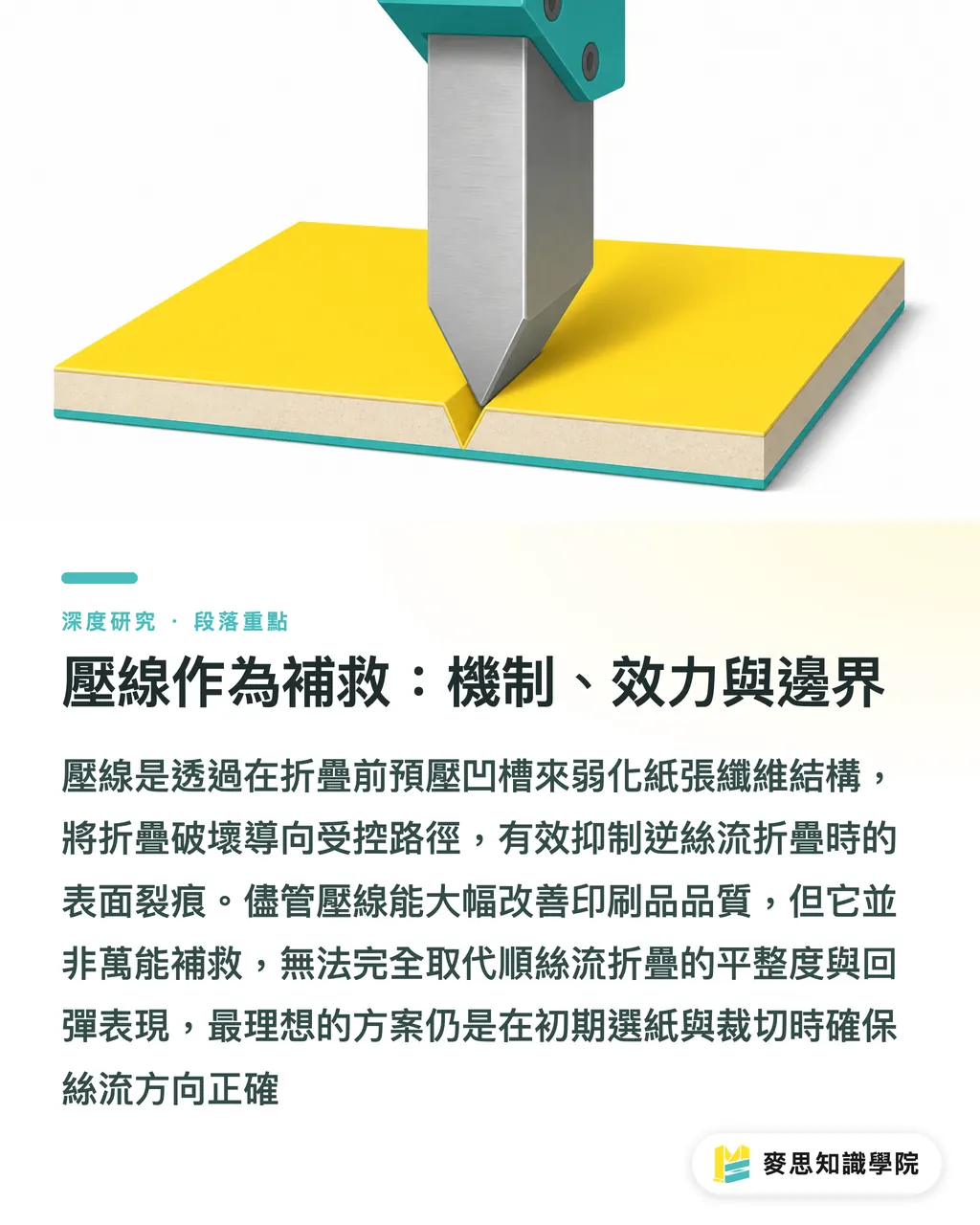
El hendido es la operación de marcar previamente una ranura en la línea de plegado, antes de doblar, mediante un fleje de hendido o una matriz. La entrada semántica de creasing en el Oxford English Dictionary refleja que esta acción de prefabricar una línea de plegado controlada cuenta desde hace tiempo con una referencia estable [2][4]. Su principio mecánico consiste en aplastar de antemano la estructura fibrosa del cartón en la línea de plegado y redistribuir el espesor, de modo que el doblado posterior se concentre en esa ranura ya debilitada, en lugar de obligar a la capa superficial a desgarrarse transversalmente sin preparación. En otras palabras, el hendido no elimina la falla. La redirige hacia una ruta interior y controlada
La eficacia del hendido ya forma parte de un marco de ingeniería estandarizado. La normalización de las propiedades de hendido del cartón muestra que la resistencia del pliegue y el comportamiento de falla pueden ensayarse y configurarse [1]. A partir de esto, este artículo infiere que la profundidad del hendido, el ancho del fleje y el canal de la contraforma deben ajustarse según el espesor del papel y la dirección de la fibra: una línea de plegado a contrafibra suele requerir un hendido más profundo y más ancho para compensar la menor facilidad con que las fibras transversales se separan de forma natural. Cuando los parámetros están bien emparejados, las grietas superficiales de un pliegue a contrafibra pueden reducirse de forma notable, devolviendo un borde originalmente inaceptable a una calidad entregable
Sin embargo, el hendido no es una solución universal. Sus límites deben exponerse con claridad:
・Primero, el hendido no puede restaurar por completo la planitud y la recuperación elástica de un plegado a favor de fibra. Incluso después de hendir, una línea a contrafibra puede conservar más recuperación y quedar ligeramente abierta tras el plegado
・Segundo, un hendido demasiado profundo puede romper por sí mismo la capa superficial, adelantando el problema de "quiebre después del plegado" a "grieta en el hendido"
・Tercero, el hendido añade operaciones de troquelado y postimpresión. En pedidos cortos o productos de bajo precio unitario, el costo puede no justificarse. Este artículo considera que el hendido debe entenderse como una compensación posterior ante una mala combinación de fibra, no como un sustituto de especificar la fibra desde el inicio. La práctica más rentable sigue siendo orientar el pliegue a favor de fibra desde la selección del papel y el corte
Identificar la dirección de la fibra es la condición previa para tomar esas decisiones. En la práctica se usan tres pruebas no destructivas o semidestructivas: la prueba de desgarro, en la que el desgarro a favor de fibra es más recto y a contrafibra más curvo e irregular; la prueba de flexión, doblando la hoja en ambas direcciones, donde la dirección con menor resistencia y curva más suave corresponde al sentido de fibra; y la prueba de humectación, en la que al mojar una sola cara el papel se curva en la dirección perpendicular a la fibra, porque la expansión por absorción de agua es mayor en sentido transversal. Siguiendo la tradición de inferir y medir la dirección de la fibra [3], estas pruebas deducen la orientación interna de las fibras a partir de respuestas mecánicas o higroscópicas dependientes de la dirección
Implicaciones para la industria taiwanesa del diseño y la impresión
Esta sección traduce los mecanismos anteriores en implicaciones aplicables para tres tipos de actores de la industria taiwanesa, distinguiendo sus efectos sobre proceso, costo y plazo
Para las imprentas pequeñas y medianas, la clave de la gestión de la fibra está en convertir el conocimiento tácito en un flujo verificable. Medidas concretas incluyen marcar la dirección de la fibra de cada resma al recibir el material y, durante el corte e imposición, priorizar que las principales líneas de plegado del producto terminado queden a favor de fibra. Para diseños que deban plegarse a contrafibra, conviene incorporar por defecto una operación de hendido y construir una tabla de parámetros de hendido según el gramaje del papel. El costo principal está en el aumento de comunicación previa y tiempo de imposición, pero frente a la reimpresión y pérdida de material tras una tirada completa con quiebre en los pliegues, el retorno es claro. Este artículo considera que documentar la fibra y los parámetros de hendido también ayuda a reducir la dependencia de la experiencia de una sola persona en taller
Para los diseñadores, la implicación es incorporar la fibra al pensamiento previo de preparación de archivos, no aceptar pasivamente el resultado después de mandar a imprimir. Al planificar folletos plegados, tapas de libros de tapa dura o desarrollos de cajas, el diseñador debe marcar de forma activa la posición y dirección de las líneas de plegado, y confirmar con la imprenta al hacer el pedido si esos pliegues quedan a favor de fibra. Si la dirección del pliegue del producto está fija, entonces al elegir el papel y especificar el formato debe solicitarse el long grain o short grain correspondiente. A partir del análisis de la limitada elongación de las capas estucadas [1][5], los diseñadores deben ser especialmente cuidadosos con los pliegues en papeles estucados de alto gramaje, y pedir hendido o cambiar a un material no estucado más tolerante cuando sea necesario
Para las marcas, el costo de una mala lectura de la fibra suele aparecer en plazos y consistencia. El quiebre de color en el plegado no solo afecta la calidad percibida de una pieza individual, también provoca variaciones de rendimiento y retrasos en producciones grandes. Al definir especificaciones de packaging o publicación, las marcas deberían incluir la dirección de la fibra y los requisitos de hendido en el pliego de condiciones, como cláusulas de calidad verificables y no como acuerdos verbales. Este artículo sostiene que elevar la fibra de "detalle técnico interno de imprenta" a "parte de la especificación de compra" es una palanca eficaz para asegurar consistencia entre lotes
En conjunto, la enseñanza común para los tres actores es esta: la fibra es una variable que debe decidirse antes de fijar la línea de plegado. Una vez bloqueados el formato final y la dirección del pliegue, la fibra queda condicionada, y después solo puede corregirse parcialmente mediante hendido. Mover el punto de decisión hacia la selección de papel y la etapa de corte es la intervención de calidad con menor costo
Conclusión
Este artículo responde a las tres preguntas de investigación planteadas en la introducción de la siguiente manera:
・Primera, la dirección de la fibra determina si un pliegue se agrieta porque la anisotropía mecánica del papel hace que la relación entre la línea de plegado y la orientación de las fibras gobierne si la ruta de falla se alinea con el plano débil del material [3][5]
・Segunda, el mecanismo por el que el plegado a contrafibra provoca rotura superficial consiste en que muchas fibras del lado exterior del pliegue se desgarran transversalmente al mismo tiempo, la capa de estuco pierde soporte y se fragmenta, y este efecto aumenta con el espesor del papel y el grado de estucado [1]
・Tercera, el hendido como medida correctiva funciona guiando la falla hacia una ranura precomprimida y controlada. Su eficacia es considerable, pero no puede restaurar por completo el comportamiento de un plegado a favor de fibra, y tiene dos límites: el riesgo de romper por presión y el costo [1][2][4]
Deben reconocerse las limitaciones de este estudio. Primero, la literatura citada pertenece en gran medida al nivel de definiciones, medición y marcos de estandarización, y carece de datos experimentales cuantitativos sobre umbrales de grieta para papeles y ángulos de plegado específicos. Por eso, los efectos del espesor y del estucado descritos aquí son principalmente inferencias mecanísticas, no conclusiones medidas. Segundo, las pruebas de identificación de fibra por desgarro, flexión y humectación son métodos empíricos, y su interpretación todavía depende de la experiencia del operador. Falta construir estándares cuantitativos en investigaciones posteriores. Tercero, este artículo no cubre la interacción entre humedad ambiental, tipo de fibra y contenido reciclado sobre el comportamiento de plegado, variables que pueden volverse más complejas en papeles reciclados y materiales especiales
Como línea de investigación futura, se recomienda construir datos experimentales comparativos para cartulinas couché, papeles artísticos y papeles reciclados de uso común en Taiwán, cruzando gramaje, dirección de la fibra, parámetros de hendido y nivel de grieta tras el plegado. Solo así el marco mecanístico de este artículo podrá convertirse en parámetros de producción consultables de forma directa. Ese es el paso necesario para llevar la gestión de la fibra desde el tacto del maestro de taller hacia una especificación de ingeniería buscable y verificable
Resumen de puntos clave
・La causa de fondo del quiebre de color en el plegado no es la tinta ni la calidad genérica del papel, sino la falta de coincidencia entre la dirección de la línea de plegado y la dirección de la fibra (grain direction)
・El plegado a contrafibra obliga a las fibras del lado exterior del pliegue a desgarrarse transversalmente al mismo tiempo. La capa de estuco pierde soporte y aparece el blanco. Cuanto más grueso el papel y mayor el estucado, más grave el problema
・El hendido (creasing) puede guiar la falla hacia una ranura controlada y reducir las grietas, pero no puede recuperar por completo la planitud de un plegado a favor de fibra, y tiene límites de rotura por presión y de costo
・Las pruebas de desgarro, flexión y humectación permiten inferir de forma semicuantitativa la dirección de la fibra, como criterio previo para elegir papel e imponer el diseño
・La práctica más rentable es orientar la línea de plegado a favor de fibra desde la selección del papel y el corte, no depender del hendido como rescate posterior
Reflexión ampliada
Para la fabricación impresa, el siguiente paso en la gestión de la fibra es convertir el tacto del maestro de taller en una base de parámetros de hendido consultable, relacionando gramaje y dirección de fibra con profundidad y ancho de hendido, para reducir la dependencia de una sola persona. Para el lado del diseño, la dirección de los pliegues debe marcarse ya en la etapa de preparación de archivos, y desde ahí deducir si se necesita long grain o short grain, de modo que la fibra sea una decisión de diseño y no una apuesta después de mandar a imprimir. Para la adopción de AI y SaaS, el punto de entrada con más potencial es crear un conjunto de datos estructurado de tipo de papel, gramaje, fibra, ángulo de plegado y nivel de grieta, para que el software de imposición pueda alertar automáticamente sobre pliegues a contrafibra antes de bloquear el diseño y sugerir ajustes de hendido. El problema pendiente es que la identificación de la fibra y los umbrales de grieta todavía carecen de referencias cuantitativas públicas. Esa es tanto la brecha de investigación como la condición previa para convertir esto en herramientas industriales
FAQ
- ¿Por qué una cartulina gruesa se agrieta y muestra blanco al plegarla?
- Porque la línea de plegado queda perpendicular a la dirección de la fibra del papel (grain direction). Al plegar, las fibras del lado exterior del pliegue se desgarran transversalmente al mismo tiempo, y la capa de estuco superficial pierde soporte, se fragmenta y deja ver el núcleo blanco del papel. Cuanto más grueso el papel y mayor el estucado superficial, más evidente es el fenómeno
- ¿Qué son long grain y short grain?
- Long grain significa que la dirección de las fibras del papel es paralela al lado largo de la hoja. Short grain significa que la dirección de las fibras es paralela al lado corto. Ninguno es mejor por sí mismo. Lo importante es si la línea principal de plegado del producto terminado coincide con la dirección de la fibra
- ¿El hendido puede resolver por completo las grietas en el plegado?
- No las resuelve por completo, pero puede reducirlas de forma notable. El hendido crea de antemano una ranura controlada en la línea de plegado y guía el doblez hacia una ruta debilitada. Aun así, una línea a contrafibra puede seguir recuperándose y quedar abierta tras el hendido, y si el hendido es demasiado profundo puede romper la capa superficial
- ¿Cómo puedo identificar por mi cuenta la dirección de la fibra del papel?
- Se pueden usar tres pruebas: al rasgar, el desgarro a favor de fibra es más recto y a contrafibra más irregular; al flexionar, la dirección con menor resistencia y curva más suave corresponde al sentido de fibra; al mojar una sola cara, el papel se curva en la dirección perpendicular a la fibra
- ¿Hace falta especificar la fibra al encargar una impresión?
- Sí. Si el producto tiene una dirección de plegado fija, conviene pedir el long grain o short grain correspondiente al elegir el papel y definir el formato, e incluir los requisitos de fibra y hendido en la especificación del pedido. Es la forma de menor costo para prevenir grietas
Fuentes citadas
Artículos relacionados




El boletín semanal de impresión × IA
El conocimiento práctico de impresión e IA que diseñadores, marcas y empresas pueden usar antes de actuar, en un solo correo, cada semana en tu bandeja de entrada
Herramientas gratis MINDS
Spine width and imposition calculators — skip the manual math, free in your browser.
Grupo MINDS
¿Necesita servicios reales de impresión o regalos?
Una vez leído el contenido, el siguiente paso queda en manos de las marcas hermanas del Grupo MINDS: desde impresión de alta calidad hasta pedidos en línea y regalos de temporada