Úvod: Praskání v lomu jako podceňovaný problém
Praskliny a bílá místa v lomu papíru jsou jednou z nejčastějších, ale zároveň nejméně systematicky řešených vad kvality v designu a polygrafii. Když se silný karton nebo natíraný papír přeloží podél ohybu, povrchová vrstva v místě lomu drobně popraská a prosvitne spodní bílá vrstva papíru, což se v oboru často označuje jako „lámaní barvy“ nebo praskání. Tento jev se navenek jeví jako problém tiskové barvy nebo kvality papíru, ve skutečnosti má však kořeny v základní materiálové vlastnosti: směru vláken papíru (grain direction), tedy hlavním směru uspořádání vláken vzniklém při výrobě papíru
Hlavní otázky, na které článek odpovídá:
・Za prvé, proč směr vláken rozhoduje o tom, zda se lom při přeložení otevře,
・Za druhé, jaký je fyzikální mechanismus praskání povrchu při ohybu proti směru vláken,
・Za třetí, jaké jsou účinnost a limity rýhování (creasing) jako metody nápravy v dokončujícím zpracování. Přínosem článku je syntéza roztříštěných poznatků z materiálových věd, měření dřevních vláken a zpracování kartonu do uceleného rámce pro polygrafickou praxi
Důležitost tohoto tématu pro obor spočívá v tom, že vzhledem k převaze menších tiskáren a externích designérů zůstává správa směru vláken často doménou zkušeností starých mistrů, nikoli specifikovatelným a ověřitelným parametrem. U zakázek jako jsou vázané zápisníky, obalový design nebo vizitky s vysokou gramáží, kdy je ohybů mnoho, jsou náklady na zmetkovitost způsobenou chybným směrem vláken často mnohonásobně vyšší než náklady na komunikaci o papíru v přípravné fázi. Článek obhajuje přístup ke směru vláken jako k říditelnému objektu, nikoli jako k otázce náhody
Rešerše literatury a současný stav: Od uspořádání vláken po mechaniku lomu
Dosavadní diskuzi lze rozdělit do tří okruhů, které se doplňují v otázkách definice a měření směru vláken, ale ponechávají mezery v chápání jejich vlivu na destrukci při skládání
První skupina literatury se zaměřuje na měření a definici směru vláken (grain direction). Dřevařský výzkum již ve studii Through-Bark Measurement of Grain Direction zkoušel odhadovat směr vláken bez poškození kůry, což ukazuje, že směr vláken je dlouhodobě vnímán jako měřitelná a předpověditelná materiálová vlastnost [3]. Hodnota tohoto přístupu spočívá v transformaci „textury“ z mlhavého vizuálního dojmu na inženýrský parametr
Druhá skupina literatury se soustředí na definici a sémantiku rýhování (creasing). Oxfordský anglický slovník ve svých heslech pro creasing jako podstatné jméno a přídavné jméno mapuje vývoj významu, který odráží stabilní technický koncept „vytvoření řízeného ohybu v materiálu“ [2][4]. Článek analyzuje, že rýhování není jen „přeložení“, ale záměrné navedení cesty poškození materiálu
Třetí skupina literatury zpracovává rýhování z mechanického hlediska. Creasing properties of carton board začleňuje vlastnosti rýhování kartonu do standardizovaného rámce, což ukazuje, že pevnost a lámavost nejsou náhodné, ale testovatelné inženýrské ukazatele [1]. Fyzikální klasifikace rovněž řadí Creasing jako samostatný mechanický jev [5]
Souhrnně je patrná strukturní mezera: zatímco měření dokazuje, že směr vláken je definovatelný, a inženýrství potvrzuje standardizovatelnost rýhování, chybí výzkum přímo propojující „směr vláken“ s „praskáním v lomu“ v kontextu tiskové praxe. Cílem tohoto článku je tuto mezeru zaplnit
Fyzikální podstata a klasifikace směru vláken
Tato část definuje fyzikální podstatu směru vláken jako základ pro analýzu ohybů
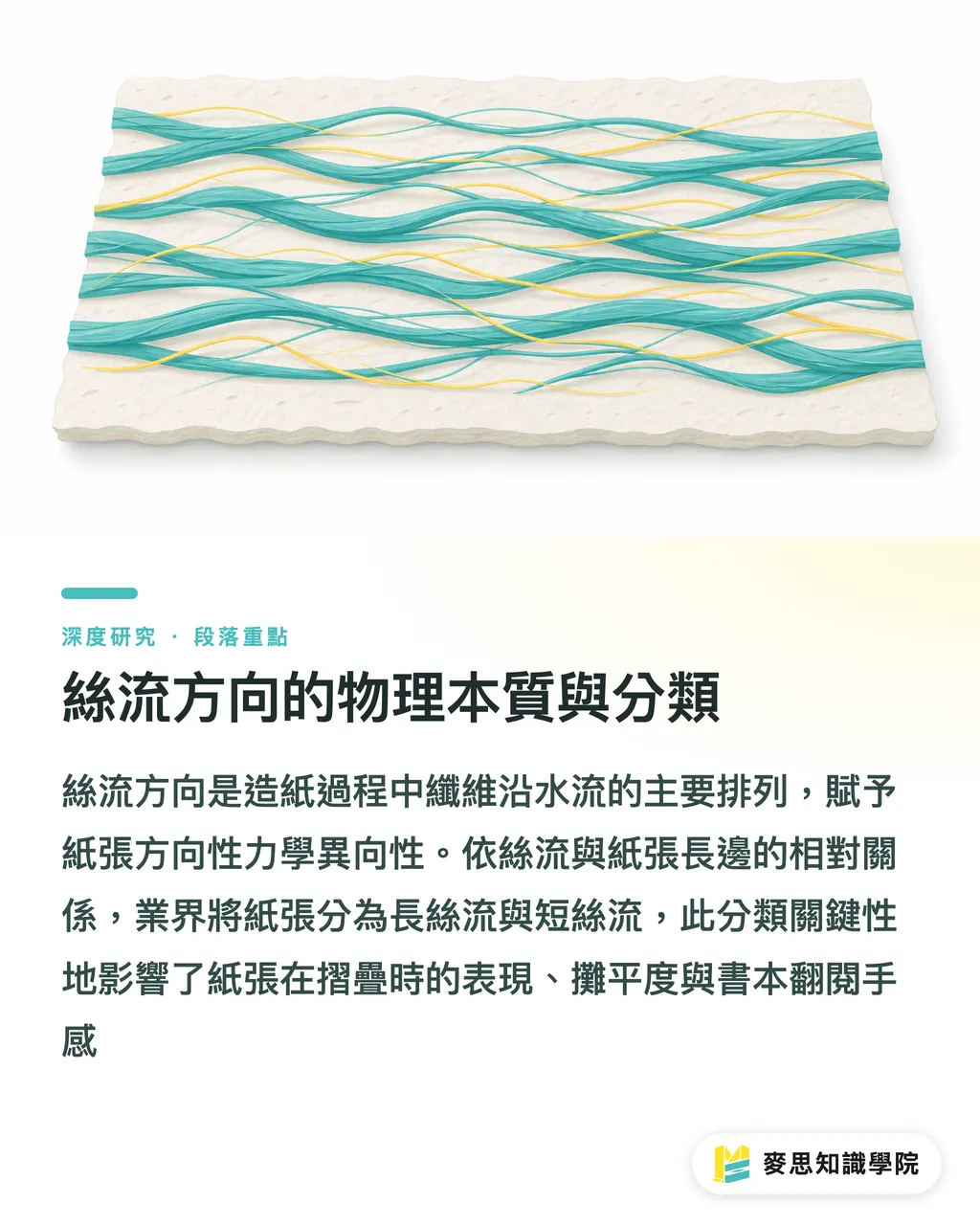
Směr vláken označuje orientaci, ve které se vlákna buničiny primárně uspořádají na sítu papírenského stroje vlivem proudu vody. Protože se papírovina při výrobě natahuje ve směru pohybu stroje (machine direction), mají vlákna tendenci se orientovat v tomto směru. Papír díky tomu vykazuje mechanickou anizotropii: pevnost v tahu je vyšší ve směru vláken, zatímco protažitelnost je vyšší napříč
Podle vztahu vláken k delší straně papíru dělíme papíry na dlouhovláknité (long grain) a krátkovláknité (short grain). Praktický význam tohoto dělení spočívá v tom, že určuje, zda výsledná linka ohybu bude probíhat po směru, nebo proti směru vláken. Článek tvrdí, že ani jeden směr není a priori špatný, klíčová je shoda s požadovaným ohybem
Anizotropie ovlivňuje i další projevy. Papíry s vlákny orientovanými po směru se lépe otevírají a méně pruží. To ovlivňuje např. otevírání knih: je-li směr vláken rovnoběžný s hřbetem, kniha se lépe otevírá a listuje, v opačném případě mají stránky tendenci se vracet do původní polohy
Mechanismus poškození při ohybu proti směru vláken: povrchové praskání
Tato část analyzuje, proč ohyb proti směru vláken vede k praskání povrchu a bílým lomům
Skládání je de facto ohybová deformace, kde vnější strana ohybu čelí tahu a vnitřní tlaku. Je-li linka ohybu rovnoběžná s vlákny, papír se podél vláken snadno rozdělí. Je-li však kolmá, ohyb nutí vlákna, aby se na vnější straně náhle přetrhla. Povrchová vrstva (nátěr) a tisková barva ztrácejí oporu v základním materiálu a praskají, což vytváří viditelný bílý lom. Přijímáme-li rýhování jako řízenou destrukci [1], jde zde o problém, kdy poškození není v souladu se slabinami materiálu
Čím je papír silnější a má vyšší gramáž, tím je tento jev výraznější. U silného kartonu je vzdálenost mezi povrchem a neutrální osou ohybu větší, což znamená vyšší tahové napětí. Jakmile toto napětí překročí limit pružnosti nátěru a vláken, dochází k lomu. To vysvětluje, proč tenký papír při ohybu proti směru jen lehce zvrásní, zatímco silná lepenka přímo praskne
Nejrizikovější je natíraný papír (křída), jehož minerální vrstva má velmi nízkou pružnost a praská dříve než samotná vlákna. Proto u vysoce gramážových křídových papírů dochází k bílým lomům nejsnadněji, zatímco nenatírané výtvarné papíry jsou v tomto ohledu mnohem tolerantnější
Rýhování jako náprava: mechanismy, účinnost a limity
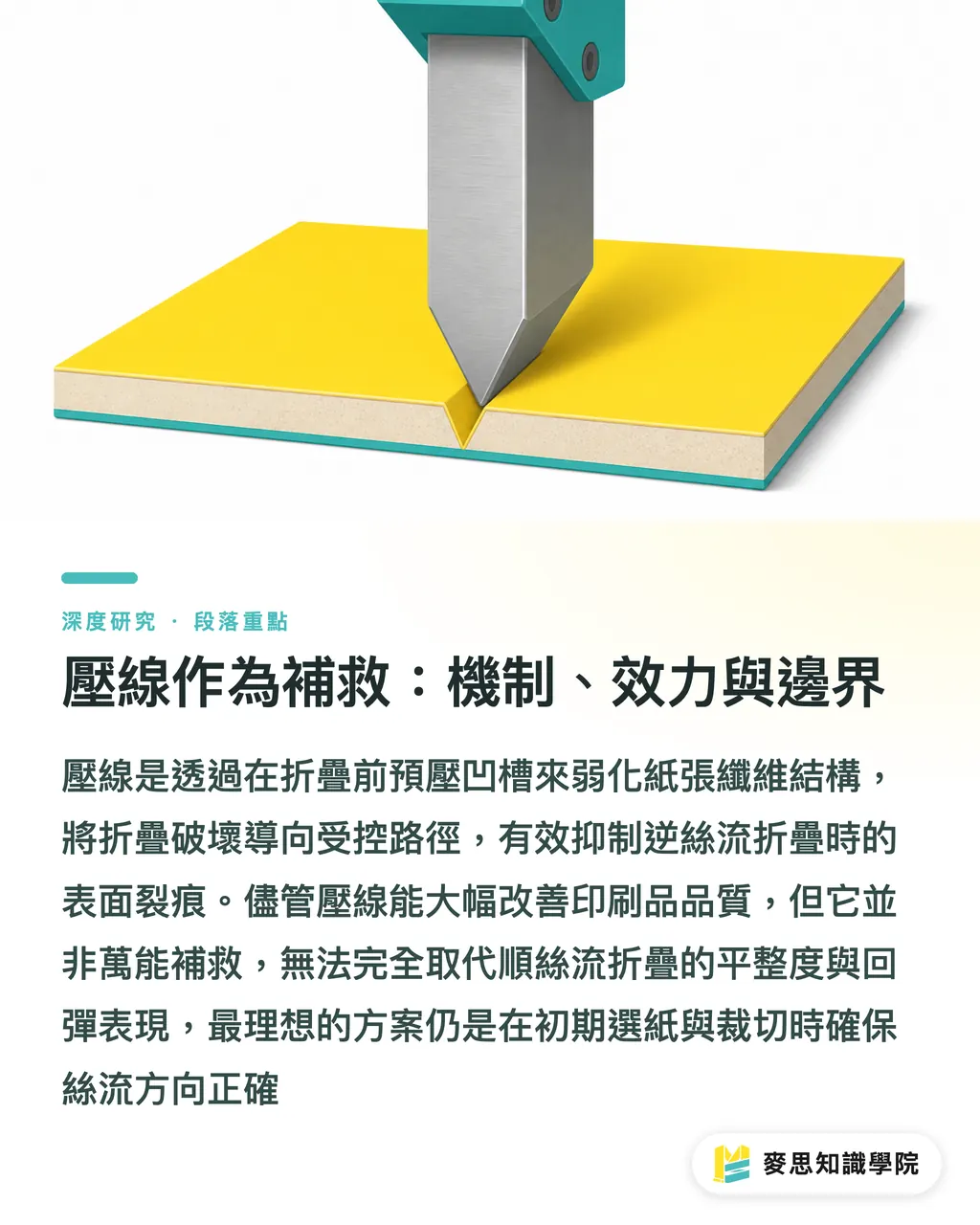
Rýhování je proces vytvoření drážky v papíru před samotným skládáním. Sémantický vývoj termínu „creasing“ potvrzuje, že jde o stabilní metodu „předpřípravy řízeného ohybu“ [2][4]. Mechanickým principem je předem narušit strukturu vláken a přerozdělit tloušťku materiálu tak, aby se ohyb soustředil do této oslabené drážky a neřešil se až v místě tlaku na vnější povrch
Účinnost rýhování je dnes standardizovaným inženýrským úkonem [1]. Nastavení hloubky drážky a šířky rýhovacích nožů musí odpovídat gramáži a směru vláken: ohyby proti směru vláken vyžadují obvykle hlubší a širší rýhy. Při správném nastavení lze i u ohybů proti směru vláken dosáhnout kvalitního výsledku
Rýhování však není všelékem a má své limity:
・Za prvé, nedokáže plně obnovit plochost a pružnost jako u ohybu po směru vláken – takové ohyby mají tendenci více pružit a otevírat se,
・Za druhé, příliš hluboká rýha může sama o sobě způsobit popraskání papíru již při rýhování,
・Za třetí, zvyšuje náklady na výrobu a čas, což u malých zakázek nemusí být efektivní. Rýhování by mělo být chápáno jako kompenzace chyby v plánování směru vláken, nikoliv jako náhrada za správnou specifikaci papíru
Pro určení směru vláken se v praxi využívají metody jako trhací test (trhání po směru je rovnější), ohybový test (odpor při ohýbání) nebo vlhkostní test (kroucení papíru při navlhčení)
Důsledky pro český design a polygrafii
Tento oddíl převádí mechanismy do praktických kroků pro tiskárny, designéry a zadavatele
Pro tiskárny je klíčové převést zkušenosti mistrů na verifikovatelné procesy: při příjmu papíru značit směr vláken a při plánování archů prioritně orientovat hlavní lomy po směru vláken. Pro ohyby proti směru vláken mít připraveny parametry rýhování podle gramáže
Pro designéry to znamená zahrnout směr vláken do úvah již při přípravě dat, nikoliv až po tisku. Při návrhu skládaček nebo obalů by měli aktivně značit linky ohybů a konzultovat jejich orientaci s tiskárnou. Pokud je směr ohybu fixní, musí při zadání formátu papíru specifikovat správný směr vláken
Pro zadavatele znamená špatný odhad směru vláken riziko zpoždění a kolísání kvality. Doporučuje se zahrnout specifikaci směru vláken a požadavky na rýhování přímo do zadávací dokumentace jako součást přejímacích podmínek kvality
Celkově platí: směr vláken je variabilní faktor, který musí být rozhodnut dříve, než se zafixuje formát a ohyby. Jakmile je hotovo, zbývá jen nákladnější náprava rýhováním
Závěr a omezení
Tento článek odpověděl na tři otázky:
・Směr vláken určuje praskání kvůli mechanické anizotropii, která vede destrukci papíru podél nebo proti slabinám vláken [3][5],
・Mechanismus destrukce při ohybu proti směru spočívá v nuceném přetržení vláken na vnější straně ohybu, což je umocněno tloušťkou papíru a typem nátěru [1],
・Rýhování funguje jako řízené navedení destrukce do drážky, má však své fyzikální limity a ekonomické náklady [1][2][4]
Omezením studie je nedostatek kvantitativních laboratorních dat pro konkrétní typy papírů a úhly ohybů, mnoho závěrů je tedy mechanistického rázu. Identifikace směru vláken pomocí manuálních testů je stále subjektivní a závislá na operátorovi. Budoucí výzkum by se měl zaměřit na vytvoření databází „gramáž – směr vláken – parametry rýhování – stupeň popraskání“ pro běžně dostupné materiály, což by umožnilo standardizovat procesy na inženýrskou úroveň
Klíčové shrnutí
・Příčinou praskání v lomu není barva ani kvalita papíru, ale neshoda mezi směrem ohybu a směrem vláken papíru (grain direction)
・Ohyb proti směru vláken nutí vlákna k prudkému přetržení, což vede k prasknutí nátěru; jev je horší u silnějších a natíraných papírů
・Rýhování (creasing) navádí destrukci do řízené drážky, čímž praskání potlačuje, ale není stoprocentní a zvyšuje náklady
・Směr vláken lze odhadnout pomocí trhacího, ohybového nebo vlhkostního testu
・Nejekonomičtější cestou je plánování směru ohybu po směru vláken již při výběru papíru a řezání archů
Další úvahy
Pro polygrafickou výrobu je dalším krokem vytvoření knihovny parametrů rýhování podle gramáže a směru vláken. Pro designéry by měla být specifikace směru vláken součástí přípravy dat, nikoliv sázkou do loterie. Pro nasazení AI a SaaS nástrojů existuje velký potenciál ve vytvoření strukturovaných datových sad pro automatické varování designérů v softwaru (např. Adobe InDesign) před nevhodnou orientací ohybů vůči vláknům, ještě než data odejdou do tiskárny. Chybějícím článkem zůstávají otevřené kvantitativní standardy pro měření prasklin, což je klíčový předpoklad pro budoucí automatizaci
Reference
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- Proč silný karton při přeložení praská a láme se barva?
- Protože linka ohybu je kolmá na směr vláken papíru (grain direction). Při přeložení jsou vlákna na vnější straně nucena se přetrhnout, což způsobí, že povrchová vrstva (nátěr) ztratí oporu a praskne, čímž odhalí bílou vrstvu papíru. U silnějších a více natíraných papírů je tento jev výraznější
- Co znamená dlouhovláknitý a krátkovláknitý papír?
- Dlouhovláknitý papír (long grain) má vlákna orientovaná rovnoběžně s delší stranou archu, krátkovláknitý (short grain) rovnoběžně s kratší stranou. Samy o sobě nejsou lepší ani horší, klíčové je, aby hlavní lom hotového výrobku souhlasil se směrem vláken
- Vyřeší rýhování problém praskání úplně?
- Ne úplně, ale výrazně jej potlačí. Rýhování vytvoří v papíru drážku, která vynutí ohyb v oslabeném místě. Nicméně i po rýhování může mít ohyb proti směru vláken tendenci pružit a otevírat se, a při příliš hluboké rýze může dojít k poškození povrchu již při rýhování
- Jak si můžu sám určit směr vláken papíru?
- Pomocí tří testů: trhací test (trhání po směru je rovnější), ohybový test (papír se snáze ohýbá po směru vláken) nebo navlhčení jedné strany, kdy se papír vlivem bobtnání vláken zkroutí do směru kolmého na směr vláken
- Musím při objednávce tisku specifikovat směr vláken?
- Určitě. Pokud má výrobek pevně dané ohyby, měli byste již při výběru papíru a zadání formátu požadovat správný směr vláken (dlouhovláknité/krátkovláknité) a požadavky na směr vláken a rýhování uvést do specifikace zakázky. Je to nejlevnější způsob, jak předejít problémům s praskáním