Въведение: Напукването при сгъване като подценен изследователски проблем
Напукването и излагането на белия вътрешен слой на хартията при сгъване са едни от най-честите, но системно слабо обсъждани дефекти в дизайна и печатарската индустрия. Когато дебел картон или меден картон се сгъне по линия, повърхностният слой се напуква и се появява бял ръб, което в индустрията често се нарича „протриване на цвета“ или „напукване“. Това явление повърхностно изглежда като проблем с качеството на мастилото или хартията, но в действителност се корени в по-фундаментален материален фактор: посоката на влакната на хартията (grain direction), т.е. основната посока на подреждане на влакната по време на производството на хартията
Основните въпроси, на които тази статия отговаря, са:
・Три:
・Първо, защо посоката на влакната определя дали сгъвката ще се напука
・Второ, какъв е физическият механизъм на повърхностното разрушаване при сгъване срещу посоката на влакната
・Трето, каква е ефективността и границата на биговането (creasing) като метод за коригиране след печат. Приносът на тази статия се състои в интегрирането на разпръсната литература от областите на материалознанието, измерването на дървесината и обработката на картон в рамка за обяснение, насочена към практиката в печатарството, и извеждането на приложими изводи за индустрията
Значението на тази тема за индустрията се крие в структурата, доминирана от малки и средни печатници и дизайнери на свободна практика, поради което управлението на посоката на влакната често остава въпрос на субективен опит на майсторите, а не на специфицирани и проверими параметри. Когато поръчките включват продукти с плътни сгъвки като тефтери с твърди корици, брандирани опаковъчни кутии или визитки с високо тегло, разходите за бракуване на цели тиражи поради грешна преценка на посоката на влакната често са много по-високи от разходите за комуникация при избора на хартия. Тази статия защитава тезата, че третирането на посоката на влакната като управляем обект, а не като въпрос на късмет, е ключова отправна точка за подобряване на качеството на довършителните работи
Преглед на литературата и текущото състояние: Групиране на знанията от подреждането на влакната до механиката на сгъвката
Съществуващите дискусии могат да бъдат разделени на три групи според фокуса, които се допълват по отношение на това как се „дефинира и измерва посоката на влакната“, но оставят пропуски по отношение на това „как посоката на влакната влияе върху повредата при сгъване“
Първата група литература се фокусира върху измерването и дефинирането на посоката на влакната (grain direction). Още в изследването [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92) в областта на дървесинознанието се прави опит да се предвиди посоката на вътрешните влакна, без да се разрушава кората, което показва, че посоката на влакната като физическа величина дълго време се е разглеждала като измерим и предвидим материален атрибут [3]. Стойността на тази перспектива е, че превръща „шарката“ от неясен визуален отпечатък в инженерни параметри с посока и повторяемост. Въпреки че посоката на влакната на хартията произтича от процеса на производство, а не от растежа на дървото, тя споделя същото основно предположение
Втората група литература се фокусира върху занаятчийското определение и семантиката на биговането (creasing). „Оксфордският английски речник“ включва семантичната еволюция на сгъвката и бига, както в [creasing съществително значение](https://doi.org/:
・10.1093/oed/
・7741172096), така и в [creasing прилагателно значение](https://doi.org/
・10.1093/oed/
・9034901663), което отразява, че行为 (действието) „предварително изработване на контролирана сгъвка върху материал“ има стабилна езикова референция [2][4]. Този анализ предполага, че биговането може да стане независим занаятчийски термин точно защото не е просто „сгъване“, а процес на умишлено насочване на пътя на разрушаване на материала
Третата група литература третира акта на биговане от механична и физическа гледна точка. [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) включва свойствата на картона при биговане в стандартизирана рамка, показвайки, че якостта на сгъвката, възстановяването и разрушаването не са случайни, а инженерни показатели, които могат да бъдат нормативно уредени и тествани [1]. Тематичните рубрики по физика също изброяват [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) като самостоятелен механичен феномен, което означава, че образуването на гънки и сгъвки има универсални механизми, които могат да бъдат изследвани в механиката на материалите [5]
Комбинирането на трите групи литература разкрива структурен пропуск: литературата за измерване доказва, че посоката на влакната може да бъде дефинирана, а литературата за технологиите и механиката доказва, че биговането може да бъде стандартизирано, но малко изследвания директно свързват веригата от причини и следствия между „посоката на влакната“ и „напукването при сгъване“ в контекста на практиката в печатарството. Този анализ цели да запълни точно тази празнина в обяснението
Физическа същност и класификация на посоката на влакната
Този раздел дефинира физическата същност на посоката на влакната като основа за последващия анализ на сгъвките
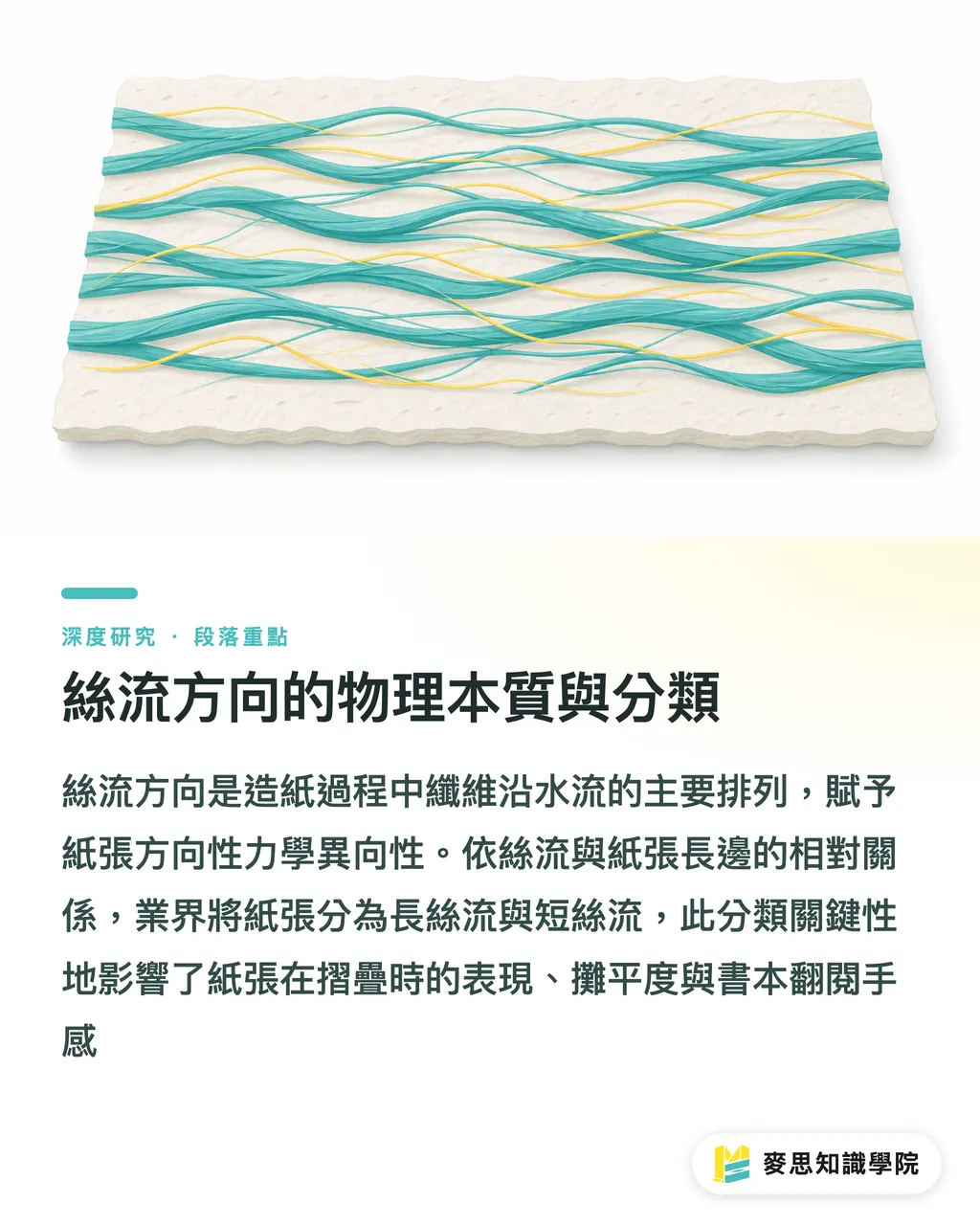
Посоката на влакната се отнася до основната посока, в която влакната се подреждат по течението на водата върху ситото на хартиената машина по време на процеса на производство. Тъй като хартиената маса се разстила по посока на движението на машината, влакната са склонни да се подравняват в машинната посока (machine direction), образувайки разпознаваема предимна ориентация. Приемайки, че посоката на влакната е измерима физическа величина [3], хартията притежава анизотропия: якостта на опън е по-висока, а удължението е по-ниско по посока на влакната, докато обратното е вярно в перпендикулярна посока
Според връзката между посоката на влакната и дългата страна на хартията, индустрията разделя хартията на дълговлакнеста (long grain) и късовлакнеста (short grain). Дълговлакнеста означава, че посоката на влакната е успоредна на дългата страна, а късовлакнеста – успоредна на късата страна. Практическото значение на тази класификация е, че тя определя дали при определен размер на рязане сгъвката ще бъде по посока на влакната или срещу нея. Нашият анализ показва, че няма предимство между дългите и късите влакна, а ключът е дали посоката на сгъвката на крайния продукт съвпада с посоката на влакната
Анизотропията на влакната влияе и върху много други показатели освен сгъването. Хартията с влакна по посока на сгъвката се разгръща по-равно, докато при сгъване срещу влакната се получава „отскачане“ и вълни поради напрежението при огъване. Този атрибут влияе върху това колко добре се отваря книгата: когато посоката на влакната е успоредна на гърба на книгата, съпротивлението при разлистване е по-ниско и отварянето е по-добро; в противен случай страниците лесно се издуват. Следователно посоката на влакната е не само причина за напукване при сгъване, но и потенциален фактор за качеството на подвързването
Механизъм на разрушаване при сгъване срещу посоката на влакната: Повърхностно напукване и протриване
Този раздел анализира основния механизъм на напукване при сгъване, т.е. защо сгъването срещу посоката на влакната води до разрушаване на повърхностния слой
Сгъването по същество е деформация при огъване, при която външният материал на сгъвката се разтяга, а вътрешният се компресира. Когато посоката на сгъвката е успоредна на влакната (сгъване по посока), сгъвката се разделя по протежение на слабите места между влакната, позволявайки им да се отделят естествено, вместо да бъдат напречно разкъсани, поддържайки целостта на повърхността. Напротив, когато посоката на сгъвката е перпендикулярна на влакната (сгъване срещу посока), сгъването принуждава голям брой влакна да бъдат напречно скъсани едновременно от външната страна на сгъвката, а повърхностният слой и мастилото, губейки опората на основата, се напукват, образувайки видими бели пукнатини. Приемайки биговането като нормативно уредено действие за предотвратяване на разрушаването [1], ние разбираме това като проблем: „дали пътят на разрушаване съвпада със слабите места на материала“
Колкото по-дебела е хартията и колкото по-високо е теглото (грамажът), толкова по-изразен е този механизъм. При дебелите картони разстоянието между повърхностния слой и неутралната ос е по-голямо, което означава, че при същия ъгъл на сгъване повърхностният слой е подложен на по-високо напрежение на опън. Когато това напрежение надвиши границата на удължение на покритието и влакната, настъпва разрушаване. Това обяснява защо тънката хартия, сгъната срещу посоката на влакната, често има само леки гънки, докато при дебелия картон директно се появяват бели пукнатини. Научната литература класифицира образуването на гънки и сгъвки като отделно явление [5], което съответства на описанието за напукване поради концентрирано напрежение
Рискът при хартия с покритие е по-висок, отколкото при без покритие. Покриващият слой е минерален материал, покриващ повърхността на влакната с ограничена разтегливост, чиято граница на напрежение при разрушаване е по-ниска от тази на самите влакна. Следователно при едни и същи условия на сгъване, повърхността с покритие показва пукнатини по-рано. Ето защо високият грамаж меден картон и хартия са най-склонни към поява на бели пукнатини при сгъвката, докато художествената хартия без покритие с мека текстура е относително по-толерантна. Нашият анализ заключава, че тежестта на напукването е резултат от „посоката на влакната, дебелината на хартията и повърхностното покритие“, а не от една причина
Биговането като превантивна мярка: Механизъм, ефективност и граници
Този раздел оценява механизма на биговането като метод за коригиране при сгъване срещу посоката на влакната
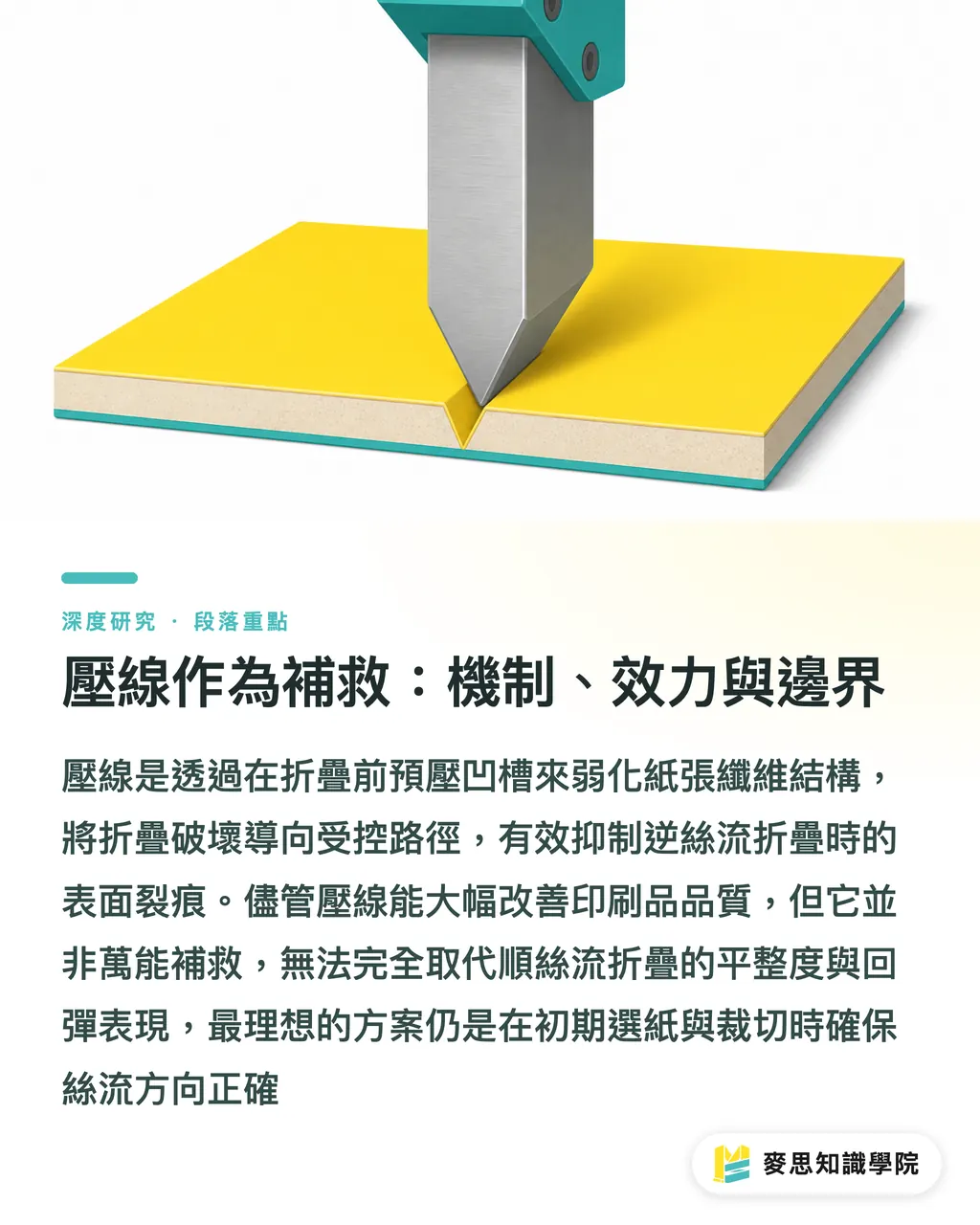
Биговането е процес, при който преди сгъването се пресова вдлъбнатина по линията на сгъване с помощта на стоманена линия или матрица. Семантиката на „creasing“ в „Оксфордския английски речник“ отразява, че това поведение на „предварително изработване на контролирана сгъвка“ има стабилно значение [2][4]. Механичният му принцип е, че биговането предварително пресова структурата на влакната на картона по линията на сгъване, преразпределяйки дебелината, така че последващото огъване да се концентрира в този отслабен жлеб, вместо повърхността да бъде насилствено напречно разкъсана. С други думи, биговането не елиминира разрушаването, а го насочва към вътрешен, контролиран път
Ефективността на биговането е включена в стандартизираната инженерна рамка. Нормативното уреждане на свойствата на картона при биговане показва, че якостта и разрушаването могат да бъдат тествани и зададени [1]. Въз основа на това правим извода, че двойката „дълбочина на биговане, ширина на стоманената линия и ширина на жлеба на матрицата“ трябва да се регулира според дебелината на хартията и посоката на влакната: сгъвките срещу посоката на влакната обикновено изискват по-дълбоки и по-широки настройки, за да се компенсира трудността на влакната да се разделят естествено. При правилно съчетани параметри, повърхностните пукнатини могат да бъдат значително потиснати
Въпреки това, биговането не е панацея и границите му трябва да бъдат признати:
・Първо, биговането не може напълно да възстанови плоскостта на сгъване по посока на влакната; сгъвките срещу посоката на влакната може все още да се „отскачат“ и да се разтварят леко
・Второ, твърде дълбокото биговане само по себе си може да спука повърхността, превръщайки „напукването след сгъване“ в „напукване още при биговане“
・Трето, биговането добавя допълнителни разходи за матрици и време. Нашият анализ предполага, че биговането трябва да се разбира като компенсация за грешна спецификация на посоката на влакната, а не като заместител на前期指定 (предварителното определяне); най-рентабилният подход е сгъвката да бъде по посока на влакната още на етап избор на хартия и рязане
Идентифицирането на посоката на влакната е предпоставка за тези решения. На практика често се използват три теста: тест за разкъсване (посока по влакната – права линия, срещу – крива), тест за огъване (съпротивлението е по-ниско по посока на влакната) и тест за влага (хартията се навива перпендикулярно на влакната). Традицията на измерване на влакната [3] потвърждава, че тези тестове се основават на реакцията на материала спрямо посоката
Последици за тайванската дизайнерска и печатарска индустрия
Този раздел превръща горните механизми в приложими изводи за три типа роли в тайванската индустрия, като обсъжда техните процеси, разходи и времеви график
За малките и средни печатници ключът към управлението на влакната е превръщането на „мълчаливото знание“ в проверим процес. Конкретни действия: маркиране на посоката на влакната при получаване на хартията; при рязане, даване на приоритет на сгъвките по посока на влакната; предварително планиране на биговане за всички сгъвки срещу посоката на влакната и създаване на таблица с параметри според грамажа. Разходите са основно време за комуникация и оформление, но ползата в сравнение с бракуването на целия тираж е очевидна. Документирането на параметрите помага за намаляване на зависимостта от опита на един майстор
За дизайнерите изводът е включването на посоката на влакната в подготовката на файловете, вместо пасивно приемане на резултатите. При проектиране на брошури, твърди корици и опаковки, дизайнерите трябва активно да маркират посоката на сгъване и да потвърждават с печатницата дали сгъвката е по посока на влакната. Ако посоката на сгъване е фиксирана, при избор на хартия трябва да се изисква съответната дължина на влакната. Предвид ограниченото разширение на покритието [1][5], дизайнерите трябва да бъдат особено внимателни при дебела хартия с покритие и при необходимост да изискват биговане
За брандовете цената на грешната посока на влакната се проявява в сроковете и консистенцията. Напукването влияе на качеството на бранда и може да доведе до забавяне на доставките. Брандовете трябва да включват изискванията за посоката на влакната и биговането в спецификациите за поръчка като задължителни условия за качество. Нашето предложение е превръщането на посоката на влакната от „вътрешен технически детайл“ в „част от спецификацията за поръчка“, което е ефективен лост за гарантиране на консистенцията между различните тиражи
Като цяло, общото послание за трите роли е: посоката на влакната е променлива, която трябва да се определи преди финализиране на сгъвката. Веднъж фиксирани размерите, посоката се определя пасивно, а след това може да се коригира само частично чрез биговане. Преместването на точката на вземане на решение към фазата на избор на хартия е най-рентабилната намеса в качеството
Заключение и ограничения
Тази статия отговаря на трите изследователски въпроса, представени във въведението:
・Първо, посоката на влакната определя дали сгъвката ще се напука, защото анизотропията на хартията прави връзката между посоката на сгъвката и подреждането на влакната водеща за това дали пътят на разрушаване съвпада със слабите места на материала [3][5]
・Второ, механизмът на разрушаване е напречното скъсване на голям брой влакна от външната страна на сгъвката, загубата на опора от покритието и ефектът се засилва с дебелината на хартията [1]
・Трето, биговането насочва разрушаването към контролиран жлеб, ефективността му е значителна, но не може напълно да възстанови плоскостта на сгъване по посока на влакната и има граници по отношение на разходите и риска от пробиване [1][2][4]
Трябва да се разкрият ограниченията на това проучване. Първо, литературата е предимно на ниво дефиниции и стандарти, липсват количествени експериментални данни за специфични видове хартия и ъгли на сгъване, така че изводите за влиянието на дебелината са предимно теоретични. Второ, методите за идентифициране на посоката на влакната (тестове) все още разчитат на опита на оператора. Трето, статията не обхваща взаимодействието на влажността на околната среда, видовете влакна и рециклираното съдържание
Бъдещите изследвания се препоръчват да се съсредоточат върху количествени експериментални данни за често използваните в Тайван хартии, за да се превърне теоретичната рамка на тази статия в реални параметри за производствените линии, превръщайки управлението на влакната от „усет на майстора“ в доказуема инженерна спецификация
Обобщение на ключовите точки
・Причината за напукването при сгъване не е мастилото или качеството на хартията, а несъответствието между посоката на сгъвката и посоката на влакната (grain direction)
・Сгъването срещу посоката на влакната принуждава влакната да се скъсат напречно, губейки опората на покритието; колкото по-дебела е хартията, толкова по-сериозен е проблемът
・Биговането (creasing) може да насочи разрушаването в контролиран жлеб, за да потисне напукването, но не може напълно да възстанови плоскостта и има граници по отношение на разходите и риска
・Трите теста (разкъсване, огъване, намокряне) могат полуколичествено да определят посоката на влакната като предварително условие за избор на хартия
・Най-рентабилният метод е сгъвката да бъде по посока на влакната още на етап планиране, а не чрез последващо биговане
Разширен размисъл
За печатарското производство следващата стъпка в управлението на влакната е превръщането на опита на майсторите в база данни с параметри за биговане, съответстващи на грамажа и посоката на влакната. За дизайна, посоката на сгъване трябва да бъде маркирана още във фазата на подготовка на файла, за да се определи изискването за дължина на влакната при поръчка на хартия, правейки посоката на влакната решение на дизайна, а не хазарт след печат. За внедряването на AI и SaaS най-големият потенциал е изграждането на структуриран набор от данни (вид хартия, грамаж, влакна, ъгъл, степен на напукване), който автоматично предупреждава за сгъвки срещу посоката на влакната в софтуера за предпечат. Проблемът е липсата на публични количествени стандарти за идентифициране на влакната, което е както празнина в изследванията, така и критична предпоставка за инструментализирането на индустрията
Референции
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
Въпроси
- Защо дебелият картон се напуква и побелява при сгъване?
- Защото посоката на сгъване е перпендикулярна на посоката на влакната на хартията (grain direction). При сгъване влакната от външната страна се разкъсват напречно едновременно, а повърхностното покритие губи опора и се напуква, разкривайки белия слой на хартията. Колкото по-дебела е хартията и колкото повече покритие има, толкова по-очевидно е това явление
- Какво са дълговлакнеста и късовлакнеста хартия?
- Дълговлакнеста означава, че посоката на влакната е успоредна на дългата страна на хартията, а късовлакнеста – успоредна на късата страна. Няма предимство между двете, ключът е в съответствието на посоката на основната сгъвка на продукта с посоката на влакната
- Може ли биговането напълно да реши проблема с напукването при сгъване?
- Не напълно, но значително го потиска. Биговането създава предварително контролиран жлеб, който концентрира сгъването в отслабения път, но сгъвките срещу посоката на влакната все още могат да „отскачат“ след биговане, а твърде дълбокото биговане може допълнително да спука повърхността
- Как сам да определя посоката на влакната на хартията?
- Има три теста: разкъсване (по посока на влакната е по-право), огъване (по-малко съпротивление по посока на влакната) и намокряне (хартията се навива перпендикулярно на влакната при влага)
- Трябва ли специално да указвам посоката на влакната при поръчка на печат?
- Да. Ако продуктът има фиксирана посока на сгъване, трябва да изискате съответната дължина на влакната при избор на хартия и размер, и да включите изискванията за посоката на влакната и биговането в спецификациите за поръчка. Това е най-рентабилният начин за предотвратяване на напукването