Giriş: Küçümsenmiş Bir Araştırma Sorunu Olarak Katlama Çatlakları
Katlama yerlerindeki çatlaklar ve beyazlamalar, tasarım ve baskı endüstrisinde en yaygın ancak sistematik olarak en az tartışılan kalite kusurlarından biridir. Kalın bir karton veya kuşe kâğıt kat çizgisi boyunca katlandığında, yüzeyde ince kırılmalar oluşur ve alt tabaka beyaz görünür; sektörde buna genellikle "renk atması" veya "çatlama" denir. Bu fenomen yüzeysel olarak mürekkep veya kâğıt kalitesi sorunu gibi görünse de, aslında daha temel bir malzeme değişkeninden kaynaklanır: kâğıdın lif yönü (grain direction), yani kâğıt yapım sürecinde liflerin temel dizilim yönü
Bu makalede yanıtlanması hedeflenen temel sorular şunlardır:
・Birincisi, lif yönü katlamanın çatlayıp çatlamayacağını neden belirler?
・İkincisi, lif yönüne ters katlamanın yüzey kırılmasına yol açan fiziksel mekanizması nedir?
・Üçüncüsü, bir baskı sonrası çözüm yöntemi olarak pilyajın (creasing) etkinliği ve sınırları nelerdir? Bu makalenin katkısı, malzeme bilimi, ahşap ölçümü ve karton işleme alanlarındaki dağınık literatürü, baskı uygulamalarına yönelik bir açıklama çerçevesinde birleştirmek ve buradan yerel endüstri için uygulanabilir çıkarımlar yapmaktır
Bu konunun Tayvan'daki tasarım ve baskı endüstrisi için önemi, yerel yapının küçük ve orta ölçekli matbaalar ile freelance tasarımcılardan oluşmasından kaynaklanmaktadır. Bu yapı, lif yönetiminin uzun süredir doğrulanabilir şartnamelerden ziyade ustaların tecrübesiyle sınırlı kalmasına neden olmuştur. Siparişler ciltli defterler, markalı ambalaj kutuları ve kalın kartvizitler gibi yoğun kat çizgili ürünlere kaydığında, lif yönünün yanlış belirlenmesinden kaynaklanan toplu hurda maliyetleri, genellikle kâğıt belirtme aşamasındaki iletişim maliyetinden çok daha yüksek olmaktadır. Bu makale, lif yönünü bir şans sorunu değil, yönetilebilir bir araştırma konusu olarak görmenin yerel baskı kalitesini artırmak için kilit bir nokta olduğunu savunmaktadır
Literatür ve Mevcut Durum İncelemesi: Lif Diziliminden Katlama Mekaniğine Bilgi Gruplaması
Mevcut tartışmalar odak noktalarına göre üç gruba ayrılabilir; bunlar "lif yönünün nasıl tanımlanıp ölçüldüğü" konusunda birbirini tamamlarken, "lif yönünün katlama hasarını nasıl etkilediği" konusunda boşluklar bırakmaktadır
Birinci grup literatür, doku yönünün (grain direction) ölçümü ve tanımı ile ilgilidir. Ahşap bilimi, kabuğa zarar vermeden iç lif yönünü tahmin etmeye yönelik [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92) araştırmasında olduğu gibi, lif yönünün fiziksel bir nicelik olarak uzun süredir ölçülebilir ve öngörülebilir bir malzeme özelliği olduğunu göstermiştir [3]. Bu bakış açısının değeri, "doku"yu bulanık bir görsel izlenimden, yönlü ve tekrar ölçülebilir bir mühendislik parametresine dönüştürmesidir. Kâğıdın lif yönü her ne kadar ağaç büyümesinden değil kâğıt üretiminden kaynaklansa da, "liflerin baskın bir dizilim yönüne sahip olması" temel önermesini devralır
İkinci grup literatür, pilyajın (creasing) süreç tanımı ve anlambilimi üzerine odaklanır. Oxford English Dictionary, [creasing isim anlamı](https://doi.org/:
・10.1093/oed/
・7741172096) ve [creasing sıfat anlamı](https://doi.org/
・10.1093/oed/
・9034901663) ile kat izi ve pilyajın anlamsal evrimini kaydetmiştir; bu durum, "malzeme üzerinde önceden kontrollü bir kat çizgisi oluşturma" eyleminin dilde istikrarlı bir referansa sahip olduğunu yansıtır [2][4]. Bu makale, pilyajın bağımsız bir süreç terimi haline gelmesinin, onun basit bir "katlama" değil, malzemenin kırılma yolunu kasten yönlendiren bir işlem olduğunu ima ettiğini analiz etmektedir
Üçüncü grup literatür ise pilyaj eylemini mekanik ve fiziksel düzeyde ele alır. [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965), kartonun pilyaj özelliklerini standardize edilmiş bir çerçeveye dahil ederek kat izi mukavemeti, geri esneme ve kırılmanın rastgele olmadığını; ölçülebilir mühendislik göstergeleri olduğunu göstermiştir [1]. Fiziksel konu sınıflandırması da [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) maddesini bağımsız bir mekanik fenomen olarak listeler; bu da yüzey kırışması ve kat izi oluşumunun malzeme mekaniğinde evrensel olarak araştırılabilir mekanizmalara sahip olduğu anlamına gelir [5]
Üç grup literatür birleştirildiğinde yapısal bir boşluk görülmektedir: ölçüm literatürü lif yönünün tanımlanabileceğini, süreç ve mekanik literatürü pilyajın standardize edilebileceğini kanıtlamaktadır. Ancak "lif yönü" ile "katlama çatlaması" arasındaki nedensellik zincirini baskı uygulaması bağlamında birleştiren çok az çalışma vardır. Bu makalenin odak noktası, malzeme özelliklerinden üretim hattındaki kusurlara kadar olan bu açıklama kopukluğunu doldurmaktır
Lif Yönünün Fiziksel Doğası ve Sınıflandırması
Bu bölüm, sonraki katlama analizinin temeli olarak lif yönünün fiziksel doğasını tanımlamaktadır
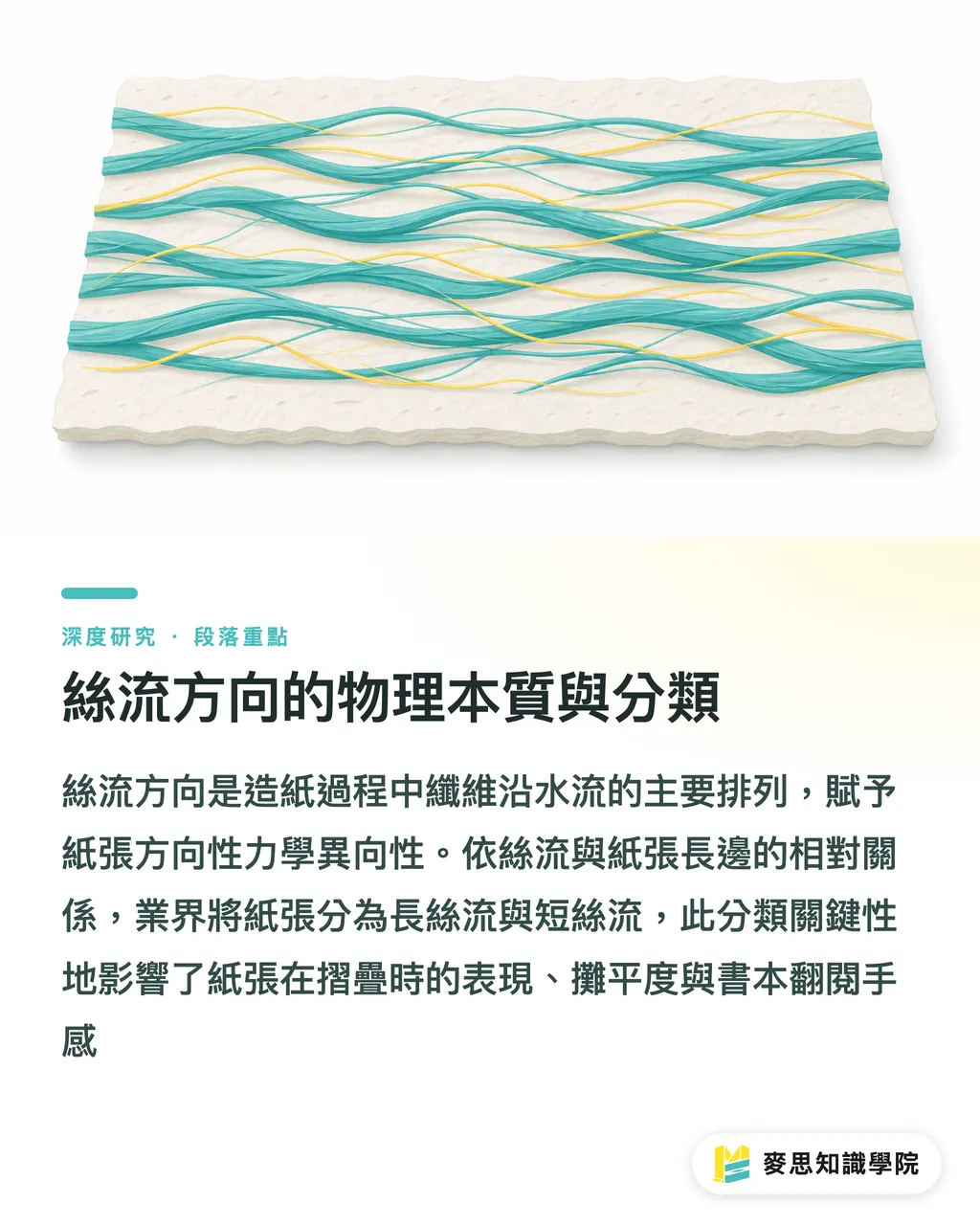
Lif yönü, kâğıt yapım sürecinde kâğıt hamurunun su akışıyla birlikte ağ üzerinde temel olarak dizildiği yönü ifade eder. Kâğıt hamuru üretim sırasında makine yönünde (machine direction) uzandığı için lifler, makinenin çalışma yönüne paralel hizalanma eğilimindedir ve tanımlanabilir bir baskın dizilim oluşturur. Lif yönünün ölçülebilir bir fiziksel nicelik olduğu önermesini devralan [3] kâğıt, dolayısıyla yöne bağlı mekanik anizotropiye sahiptir: Lif yönünde çekme mukavemeti daha yüksek ve uzama oranı daha düşüktür; lif yönüne dikey yönde ise durum tam tersidir
Lif yönü ile kâğıdın uzun kenarı arasındaki ilişkiye göre sektör, kâğıdı uzun lif (long grain) ve kısa lif (short grain) olarak sınıflandırır. Uzun lif, lif yönünün kâğıdın uzun kenarına paralel olduğu; kısa lif ise kısa kenara paralel olduğu durumu ifade eder. Bu sınıflandırmanın pratik önemi, belirli bir kesim boyutunda kat çizgisinin lif yönüne paralel mi yoksa dikey mi düşeceğini belirlemesidir. Bu makale, uzun veya kısa lifin kendi başına bir üstünlüğü olmadığını, anahtar noktanın ürünün kat çizgisinin lif yönüyle uyumlu olup olmadığını analiz etmektedir
Liflerin anizotropisi, katlamanın ötesinde birçok performansı etkiler. Lif yönündeki kâğıtlar daha kolay düzleşir; lif yönüne ters olanlar ise lifler zorla enlemesine büküldüğü için geri esneme ve dalgalanma gösterir. Bu özellik, kitapların düz durma ve sayfa çevirme kolaylığını doğrudan etkiler: Kitap sayfalarının lif yönü sırt ile paralel olduğunda çevirme direnci düşüktür; aksi durumda sayfalar kolayca kabarır ve hareket sertleşir. Bu nedenle lif yönü sadece katlama çatlaklarının nedeni değil, aynı zamanda cilt kalitesinin de potansiyel bir değişkenidir
Lif Yönüne Ters Katlamanın Kırılma Mekanizması: Yüzey Kırılması ve Renk Atması
Bu bölüm, katlama çatlağının temel mekanizmasını, yani lif yönüne ters katlamanın neden yüzey lif kırılmasına ve beyazlamaya yol açtığını analiz etmektedir
Katlama temelde bir bükülme deformasyonudur; kat çizgisinin dış tarafı gerilir, iç tarafı sıkışır. Kat çizgisi lif yönüyle paralel olduğunda (lif yönüne paralel katlama), kat izi lifler arasındaki zayıf düzlemi takip ederek ayrılır ve lifler enlemesine yırtılmak yerine birbirinden ayrılabilir, böylece yüzey daha bütün kalır. Aksine, kat çizgisi lif yönüne dikey olduğunda (lif yönüne ters katlama), katlama dış taraftaki çok sayıda lifi enlemesine kopmaya zorlar; yüzey kaplama ve mürekkep tabakası, alt katman desteğini kaybettiği için kat izi boyunca parçalanır ve çıplak gözle görülebilen beyaz çatlaklar ve renk atması oluşur. Pilyajın standardize edilebilir bir hasar davranışı olduğu görüşünü [1] devralan bu makale, durumu "hasar yolunun malzemenin zayıf düzlemleriyle hizalanıp hizalanmadığı" sorunu olarak anlamaktadır
Kâğıt kalınlaştıkça ve gramaj arttıkça bu mekanizma daha belirgin hale gelir. Kalın karton ve mukavva katlandığında dış yüzey ile tarafsız eksen arasındaki mesafe daha fazladır; bu da aynı katlama açısında yüzeyin maruz kaldığı gerilmenin daha yüksek olduğu anlamına gelir. Bu gerilme, kaplama tabakasının ve yüzey liflerinin uzama sınırını aştığında kırılma meydana gelir. Bu durum, ince kâğıtların lif yönüne ters katlandığında genellikle sadece hafif kırışıklıklar gösterirken, kalın kartonların doğrudan çatlayıp beyazladığını açıklar. Fiziksel literatürün kırışma ve kat izi oluşumunu bağımsız bir mekanik fenomen olarak listelemesi [5], burada gerilme yoğunlaşmasının yol açtığı yüzey hasarını yansıtmaktadır
Kuşe kâğıdın riski, kuşesiz kâğıttan daha yüksektir. Kuşe tabakası, liflerin üzerini kaplayan ve sınırlı sünekliğe sahip mineral bir kaplamadır; kırılma gerilimi liflerin kendisinden düşüktür. Bu nedenle aynı katlama koşullarında kuşe yüzeyinde çatlaklar daha erken ortaya çıkar. Yüksek gramajlı kuşe ve kartonların kat yerlerinde en çok beyazlamasının nedeni budur; gevşek dokulu kuşesiz sanat kâğıtları ise nispeten daha toleranslıdır. Bu makale, katlama çatlağının şiddetinin aslında "lif yönü, kâğıt kalınlığı, yüzey kaplaması" olmak üzere üç değişkenin çarpımsal etkisi olduğunu, tek bir nedenden kaynaklanmadığını analiz etmektedir
Çözüm Olarak Pilyaj: Mekanizma, Etkinlik ve Sınırlar
Bu bölüm, lif yönüne ters katlamaya bir çözüm olarak pilyajın çalışma mekanizmasını ve sınırlarını değerlendirmektedir
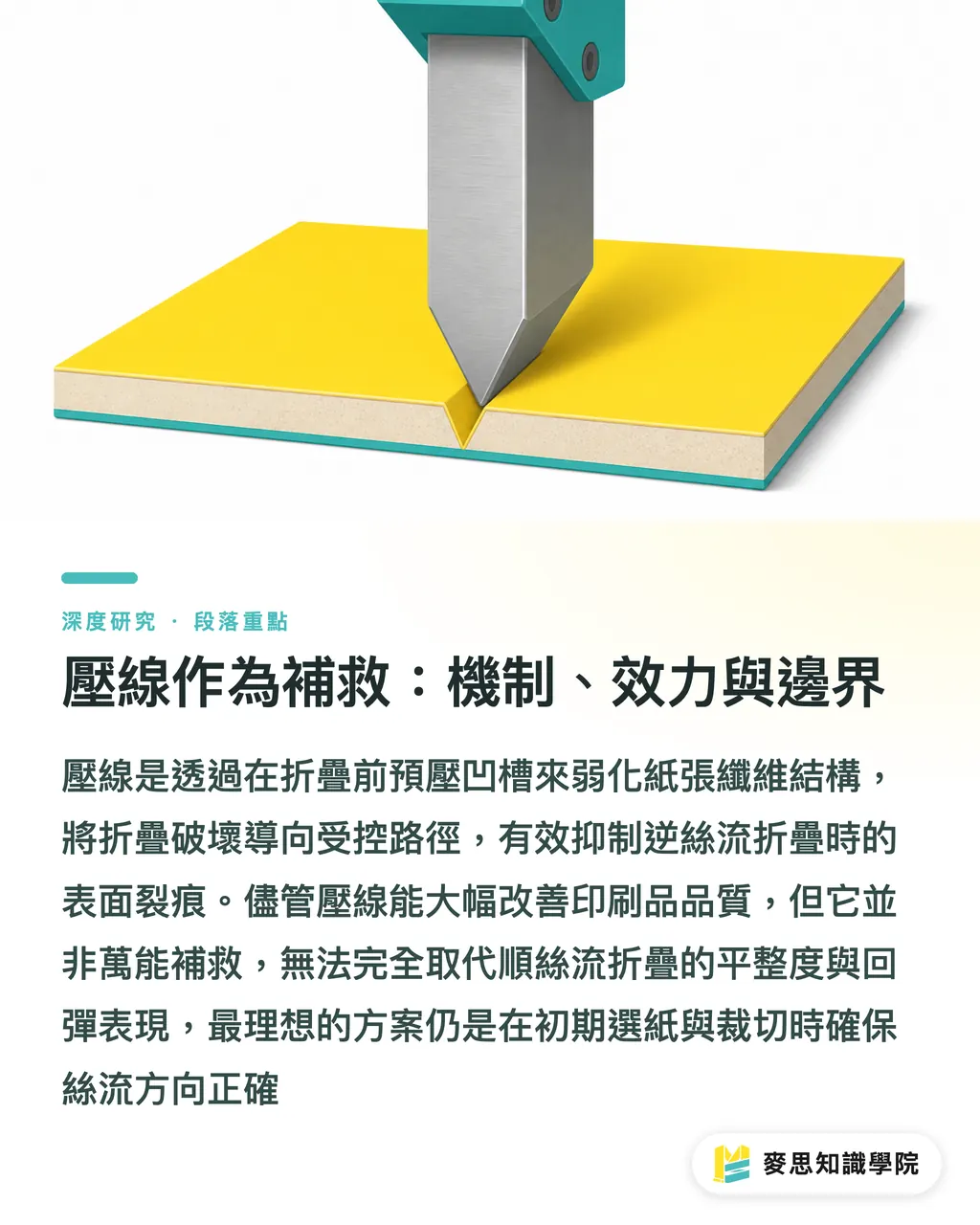
Pilyaj, katlamadan önce çelik bir hat veya pilyaj kalıbı ile kat yerinde önceden bir oluk açma işlemidir. Oxford English Dictionary'nin creasing terimini kaydetmesi, bu "kontrollü bir kat izi oluşturma" eyleminin uzun süredir istikrarlı bir referansa sahip olduğunu yansıtır [2][4]. Mekanik prensibi şudur: Pilyaj, kartonun lif yapısını kat yerinde önceden ezer ve kalınlığı yeniden dağıtır, böylece sonraki katlama sırasındaki bükülme, yüzeyin hazırlıksız bir şekilde enlemesine kopmaya zorlanması yerine bu zayıflatılmış olukta yoğunlaşır. Yani pilyaj hasarı ortadan kaldırmaz, hasarı iç taraftaki kontrollü bir yola yönlendirir
Pilyajın etkinliği standardize edilmiş mühendislik çerçevesine dahil edilmiştir. Kartonun pilyaj özelliklerini standardize etme uygulaması, kat izi mukavemetinin ve hasar davranışının test edilip ayarlanabileceğini göstermektedir [1]. Bu makale buradan hareketle, pilyaj derinliği, çelik hat genişliği ve alt kalıp oluğu eşleşmesinin kâğıt kalınlığına ve lif yönüne göre ayarlanması gerektiği sonucuna varmaktadır: Lif yönüne ters katlar, enlemesine liflerin doğal olarak birbirinden ayrılmasının zorluğunu telafi etmek için genellikle daha derin ve geniş pilyaj ayarları gerektirir. Parametreler doğru eşleştiğinde, lif yönüne ters katların yüzey çatlakları önemli ölçüde engellenebilir ve başlangıçta kabul edilemez olan kenarlar teslim edilebilir kaliteye döner
Ancak pilyaj her derde deva bir çözüm değildir, sınırları dürüstçe açıklanmalıdır:
・Birincisi, pilyaj, lif yönüne paralel katlamanın düzlüğünü ve geri esneme performansını tam olarak geri kazandıramaz; lif yönüne ters katlar pilyaj sonrası bile daha fazla geri esneme gösterebilir, bu da katlama sonrası hafif bir açılmaya neden olabilir
・İkincisi, çok derin pilyajın kendisi yüzeyi kırabilir ve "katlama sonrası renk atması"nı "pilyaj anında çatlama"ya dönüştürebilir
・Üçüncüsü, pilyaj kalıp ve baskı sonrası maliyetleri artırır; kısa süreli ve düşük fiyatlı ürünlerde maliyet etkin olmayabilir. Bu makale, pilyajın lif yönü yanlış eşleşmesinin bir telafisi olarak anlaşılması gerektiğini, erken aşamada lif yönü belirleme yerine geçecek bir alternatif olmadığını savunmaktadır; en maliyet etkin yaklaşım, kâğıt seçimi ve kesim aşamasında kat çizgisini lif yönüne paralel getirmektir
Lif yönünü tanımlamak, yukarıdaki kararların ön koşuludur. Uygulamada üç yaygın tahribatsız veya yarı tahribatlı test kullanılır: Yırtılma testi (lif yönüne paralel yırtılma daha düz, dikey yırtılma daha engebeli olur); bükülme testi (kâğıdı her iki yönde bükün, direnci daha az ve arkı daha düzgün olan lif yönüdür); ıslatma testi (kâğıdın bir tarafı ıslandığında lif yönüne dikey olarak kıvrılır, çünkü enlemesine lifler su emince daha fazla şişer). Lif yönünün ölçülebileceği geleneğini [3] devralan bu testler, aslında yöne bağlı mekanik veya nem emme tepkileri aracılığıyla iç lif yönünü tersine mühendislik yöntemiyle bulmaktadır
Tayvan Tasarım ve Baskı Endüstrisi İçin Çıkarımlar
Bu bölüm, yukarıdaki mekanizmaları Tayvan endüstrisindeki üç rol için uygulanabilir çıkarımlara dönüştürerek süreç, maliyet ve zaman çizelgesi etkilerini tartışmaktadır
Küçük ve orta ölçekli matbaalar için lif yönetiminin anahtarı, örtük bilgiyi doğrulanabilir bir sürece dönüştürmektir. Somut uygulamalar şunlardır: Malzeme girişi sırasında her top kâğıdın lif yönünü not etmek ve kesim/sayfa düzeni sırasında ürünün ana kat çizgilerini öncelikli olarak lif yönüne paralel hizalamak; lif yönüne ters katlanması zorunlu olan sayfalar için önceden pilyaj işlemini eklemek ve kâğıt gramajına göre bir pilyaj parametre tablosu oluşturmak. Bunun maliyeti, artan ön iletişim ve dizgi süresidir, ancak toplu katlama çatlaması sonrası yeniden baskı ve kâğıt kaybına kıyasla yatırım getirisi nettir. Bu makale, lif ve pilyaj parametrelerinin belgelenmesinin, tek bir ustaya olan bağımlılığı azaltmaya yardımcı olacağını analiz etmektedir
Tasarımcılar için çıkarım, lif yönünü dosya hazırlamanın öncü bir düşüncesi haline getirmektir, baskı sonrası sonucu pasif bir şekilde kabul etmek değil. Tasarımcılar katlanır broşürler, ciltli kapaklar ve ambalaj kutuları tasarlarken kat çizgisi konumlarını ve yönlerini proaktif olarak işaretlemeli ve sipariş verirken matbaa ile kat çizgisinin lif yönüne paralel olup olmadığını teyit etmelidir. Ürünün kat çizgisi sabitse, kâğıt seçimi ve boyut belirtme aşamasında ilgili uzun veya kısa lifi talep etmelidir. Kaplama tabakasının sınırlı sünekliği analizini [1][5] devralan tasarımcılar, yüksek gramajlı kuşe kâğıtların kat çizgisi tasarımı konusunda özellikle dikkatli olmalı, gerekirse proaktif olarak pilyaj talep etmeli veya daha toleranslı kuşesiz malzemelere yönelmelidir
Marka sahipleri için lif yönü yanlışının bedeli genellikle teslimat süresi ve tutarlılıkta kendini gösterir. Katlama çatlaması sadece tek bir parçanın dokusunu etkilemekle kalmaz, aynı zamanda toplu üretimde verim dalgalanmalarına ve teslimat gecikmelerine neden olur. Marka sahipleri ambalaj veya yayın standartlarını belirlerken, lif yönü belirleme ve pilyaj gereksinimlerini sözel bir anlaşma yerine sözlü veya yazılı şartnameye dahil etmelidir. Bu makale, lif yönünü "matbaa içi teknik bir ayrıntı" seviyesinden "satın alma şartnamesinin bir parçası" seviyesine çıkarmanın, marka sahiplerinin partiler arası tutarlılığı sağlaması için etkili bir kaldıraç olduğunu savunmaktadır
Genel olarak, üç rol için ortak ders şudur: Lif yönü, kat çizgisi belirlenmeden önce karar verilmesi gereken bir değişkendir. Ürün boyutu ve kat çizgisi kilitlendikten sonra lif yönü pasif bir şekilde oluşur ve sonrasında sadece pilyaj ile yerel olarak telafi edilebilir. Karar noktasını kâğıt seçimi ve kesim aşamasına taşımak, en düşük maliyetli kalite müdahale noktasıdır
Sonuç ve Sınırlamalar
Bu makale, giriş bölümünde öne sürülen üç araştırma sorusuna şu şekilde yanıt vermektedir:
・Birincisi, lif yönünün katlamanın çatlayıp çatlamayacağını belirlemesinin nedeni, kâğıdın mekanik anizotropisinin, kat çizgisi yönü ile lif dizilimi arasındaki bağıl ilişkinin, hasar yolunun malzemenin zayıf düzlemiyle hizalanıp hizalanmadığını yönetmesidir [3][5]
・İkincisi, lif yönüne ters katlamanın yüzey kırılmasına yol açan mekanizma, kat çizgisinin dışındaki çok sayıda lifin enlemesine eşzamanlı olarak koparılması ve kaplama tabakasının desteğini kaybederek parçalanmasıdır; bu etki kâğıt kalınlığı ve kaplama derecesiyle artar [1]
・Üçüncüsü, bir çözüm olarak pilyajın prensibi, hasarı önceden preslenmiş kontrollü bir oluğa yönlendirmektir; etkinliği önemlidir ancak lif yönüne paralel performansını tam olarak geri kazandıramaz ve hem kırma hem de maliyet sınırlarına sahiptir [1][2][4]
Bu çalışmanın sınırlamaları açıklanmalıdır. Birincisi, alıntılanan literatür çoğunlukla tanım, ölçüm ve standardizasyon çerçevesi düzeyindedir; belirli kâğıt türleri ve belirli katlama açıları altında çatlak eşikleri için nicel deneysel verilerden yoksundur, bu nedenle kalınlık ve kaplamanın etkisine ilişkin ifadeler mekanik çıkarımlardır, ölçülmüş sonuçlar değildir. İkincisi, lif yönünü tanımlamak için kullanılan yırtılma, bükülme ve ıslatma testleri ampirik yöntemlerdir; yorumları hala uygulayıcıların tecrübesine dayanmaktadır ve nicel standartların sonraki araştırmalarda kurulması gerekmektedir. Üçüncüsü, bu makale çevresel nem, lif türü ve geri dönüştürülmüş içeriğin katlama davranışı üzerindeki etkileşimini kapsamamaktadır; bu değişkenler geri dönüştürülmüş kâğıtlarda ve özel malzemelerde daha karmaşık olabilir
Gelecekteki araştırma yönleri için, Tayvan'da yaygın olarak kullanılan kuşe kartonlar, sanat kâğıtları ve geri dönüştürülmüş kâğıtlar için "gramaj, lif yönü, pilyaj parametreleri, katlama sonrası çatlak derecesi" karşılaştırmalı deneysel veri tabanı oluşturulması ve bu makalenin mekanik çerçevesinin doğrudan tablo haline getirilebilir üretim hattı parametrelerine dönüştürülmesi önerilmektedir. Ancak bu şekilde lif yönetimi, kıdemli ustaların hissiyatından çıkarılıp aranabilir ve doğrulanabilir mühendislik şartnamelerine dönüştürülebilir
Özet
・Katlama çatlamasının kök nedeni mürekkep veya kâğıt kalitesi değil, kat çizgisi yönü ile lif yönünün (grain direction) uyumsuzluğudur
・Lif yönüne ters katlama, lifleri kat çizgisinin dışında enlemesine eşzamanlı kopmaya zorlar, kaplama desteğini yitirir ve beyazlama yapar; kâğıt ne kadar kalın ve kaplama ne kadar yoğunsa, durum o kadar ciddidir
・Pilyaj (creasing), çatlakları engellemek için hasarı kontrollü bir oluğa yönlendirebilir ancak lif yönüne paralel katlamanın düzlüğünü tam olarak geri kazandıramaz; ayrıca kırma ve maliyet sınırları vardır
・Yırtılma, bükülme ve ıslatma testleri, kâğıt seçimi ve dizgi öncesinde lif yönünü yarı nicel olarak tahmin etmek için kullanılabilir
・En maliyet etkin yaklaşım, pilyajla sonradan telafi etmek yerine, kâğıt seçimi ve kesim aşamasında kat çizgisini lif yönüne paralel getirmektir
Genişletilmiş Düşünceler
Baskı üretimi için lif yönetiminin bir sonraki adımı, kıdemli ustaların tecrübesini sorgulanabilir pilyaj parametre kütüphanelerine dönüştürmek, gramaj ve lif yönüne göre pilyaj derinliğini ve genişliğini eşleştirmek ve tek bir insana olan bağımlılığı azaltmaktır. Tasarım tarafı için kat çizgisi yönü dosya hazırlama aşamasında işaretlenmeli, kâğıdın uzun/kısa lif seçimi buna göre yapılmalı ve lif yönü baskı sonrası bir kumar değil, bir tasarım kararı haline getirilmelidir. AI ve SaaS entegrasyonu için en potansiyel giriş noktası, "kâğıt türü, gramaj, lif yönü, katlama açısı, çatlak derecesi" yapılandırılmış veri setlerini oluşturarak dizgi yazılımının sayfa düzeni kilitlenmeden önce lif yönüne ters kat çizgileri konusunda otomatik uyarı vermesini ve pilyaj ayarları önermesini sağlamaktır. Çözülmesi gereken sorun, lif tanımlama ve çatlak eşiklerinin şu anda genel nicel kriterlerden yoksun olmasıdır; bu hem bir araştırma boşluğu hem de endüstriyel araçsallaştırmanın temel bir ön koşuludur
Referanslar
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
TSS
- Kalın kartonlar katlandığında neden çatlar ve beyazlar?
- Çünkü kat çizgisi yönü kâğıt lif yönüne (grain direction) dikey düşer. Katlama sırasında kat çizgisinin dışındaki lifler enlemesine eşzamanlı kopar, yüzey kaplama tabakası desteğini kaybeder ve kâğıdın beyaz iç tabakası açığa çıkar. Kâğıt ne kadar kalın ve yüzey kaplaması ne kadar yoğunsa bu fenomen o kadar belirgindir
- Uzun lif ve kısa lif nedir?
- Uzun lif, lif yönünün kâğıdın uzun kenarına paralel olduğu; kısa lif, lif yönünün kısa kenara paralel olduğu durumu ifade eder. İkisinin de kendi başına bir üstünlüğü yoktur; anahtar nokta ürünün ana kat çizgisinin lif yönüyle uyumlu olup olmadığıdır
- Pilyaj katlama çatlaklarını tamamen çözebilir mi?
- Tamamen çözemez ancak önemli ölçüde engelleyebilir. Pilyaj, kat yerinde kontrollü bir oluk oluşturarak katlamayı zayıflatılmış yol üzerinde yoğunlaştırır. Ancak lif yönüne ters katlar pilyaj sonrası bile geri esneyebilir ve çok derin pilyaj yüzeyi kırabilir
- Kâğıdın lif yönünü kendi başıma nasıl anlarım?
- Üç test kullanılabilir: Lif yönüne paralel yırtılma daha düz, dikey olan daha engebeli olur; bükülürken direnci daha az ve arkı daha düzgün olan lif yönüdür; tek taraflı ıslandığında kâğıt lif yönüne dikey olarak kıvrılır
- Baskı siparişi verirken lif yönünü özel olarak belirtmem gerekir mi?
- Evet, gerekir. Ürünün sabit bir kat çizgisi yönü varsa, kâğıt seçimi ve boyut belirtme aşamasında ilgili uzun veya kısa lifi talep etmeli ve lif yönü ile pilyaj gereksinimlerini üretim şartnamesine yazmalısınız; bu, çatlamayı önlemenin en düşük maliyetli yoludur
Əlaqəli məqalələr
- Kağızın seçilməsi məntiqi: 'Coated' (örtüklü) və 'Uncoated' (örtüksüz) kağızlar, kuşe, mat kuşe və ofset kağızının mexanizmləri və qərarlar
- Kağız çəkisi gsm necə oxunur? Vizitka, DM, poster üçün neçə pound istifadə etməli — bütün məlumat
- WrapFest 2026 Hesabatı: Avtomobil örtükləri bazarı hansı istiqamətə gedir