مقدمة: تشققات الطي كمسألة بحثية لم تحظَ بالاهتمام الكافي
تعد التشققات وفقدان اللون عند مناطق الطي من أكثر عيوب الجودة شيوعاً في صناعة التصميم والطباعة، ومع ذلك فهي الأقل مناقشة بشكل منهجي. عندما يتم طي ورق مقوى سميك أو ورق كوشيه (Coated Paper) على طول خط الطي، تظهر تشققات دقيقة على السطح وتنكشف المادة الأساسية البيضاء، وهو ما يعرف في الصناعة بـ "تشقق الحبر" أو "الكسر". تبدو هذه الظاهرة ظاهرياً كأنها مشكلة في جودة الحبر أو الورق، لكنها في الواقع نابعة من متغير مادي أكثر أساسية: اتجاه ألياف الورق (grain direction)، أي اتجاه الترتيب الرئيسي للألياف أثناء عملية صناعة الورق
الأسئلة الجوهرية التي تسعى هذه المقالة للإجابة عليها هي:
・ثلاثة:
・أولاً، لماذا يحدد اتجاه الألياف ما إذا كان خط الطي سيحدث فيه تشقق أم لا
・ثانياً، ما هي الآليات الفيزيائية التي تؤدي إلى تمزق السطح عند الطي عكس اتجاه الألياف
・ثالثاً، ما هي فعالية وحدود الحز (creasing) كإجراء علاجي لما بعد الطباعة. تكمن مساهمة هذه المقالة في تجميع الأدبيات المبعثرة حول علوم المواد، وقياس ألياف الخشب، ومعالجة الكرتون، لتكوين إطار تفسيري موجه لممارسات الطباعة، واستنباط دلالات قابلة للتنفيذ في الصناعة المحلية
تكمن أهمية هذا الموضوع لصناعة التصميم والطباعة في الهيكل الذي يهيمن عليه المطابع المتوسطة والصغيرة والمصممون المستقلون، حيث تظل إدارة اتجاه الألياف رهينة للمعرفة الضمنية للخبراء المخضرمين، بدلاً من كونها مواصفات قياسية يمكن تحديدها والتحقق منها. عندما تتوجه الطلبات نحو منتجات ذات خطوط طي مكثفة مثل دفاتر الملاحظات المجلدة، وعلب التغليف، وبطاقات العمل ذات الوزن الثقيل، فإن تكلفة إتلاف الكميات بالكامل بسبب سوء تقدير اتجاه الألياف غالباً ما تكون أعلى بكثير من تكلفة التواصل في مرحلة اختيار الورق. وتدعو هذه المقالة إلى التعامل مع اتجاه الألياف كمتغير قابل للإدارة، وليس مسألة حظ، كمدخل رئيسي لتحسين جودة ما بعد الطباعة
مراجعة الأدبيات والوضع الراهن: تصنيف المعرفة من ترتيب الألياف إلى ميكانيكا خط الطي
يمكن تقسيم المناقشات القائمة إلى ثلاث مجموعات بناءً على محور التركيز، حيث تتكامل فيما بينها حول "كيفية تعريف وقياس اتجاه الألياف"، لكنها تترك فجوات حول "كيفية تأثير اتجاه الألياف على أضرار الطي"
تركز المجموعة الأولى من الأدبيات على قياس وتعريف اتجاه الألياف (grain direction). في دراسة [Through-Bark Measurement of Grain Direction](https://doi.org/:
・10.1093/forestscience/
・15
・1
・92)، حاول الباحثون استنتاج اتجاه الألياف الداخلي دون إتلاف اللحاء، مما يدل على أن اتجاه الألياف، ككمية فيزيائية، كان يعتبر لفترة طويلة خاصية مادية قابلة للقياس والتنبؤ [3]. تكمن قيمة هذا المنظور في تحويل "نسيج الألياف" من انطباع بصري غامض إلى بارامتر هندسي له اتجاه وقابل للتكرار في القياس. وعلى الرغم من أن اتجاه ألياف الورق ينشأ من عملية التصنيع وليس من نمو الأشجار، إلا أنه يرث الفرضية الأساسية القائلة بأن "الألياف لها اتجاه ترتيب سائد"
تركز المجموعة الثانية من الأدبيات على التعريف التقني والدلالي للحز (creasing). قام قاموس أكسفورد الإنجليزي بتوثيق التطور الدلالي لمصطلحات الطي والتجاعيد في سياق [creasing كاسم](https://doi.org/:
・10.1093/oed/
・7741172096) و [creasing كصفة](https://doi.org/
・10.1093/oed/
・9034901663)، مما يعكس أن سلوك "صنع خط طي متحكم فيه مسبقاً على المادة" له دلالة مستقرة في اللغة [2][4]. وتجادل هذه المقالة بأن الحز أصبح مصطلحاً تقنياً مستقلاً لأنه يعني ضمناً أنه ليس مجرد "طي" بسيط، بل عملية متعمدة لتوجيه مسار تلف المادة
تعالج المجموعة الثالثة من الأدبيات سلوك الحز من منظور ميكانيكي وفيزيائي. أدرجت دراسة [Creasing properties of carton board](https://doi.org/:
・10.3403/bs
・6965) خصائص حز الكرتون ضمن إطار قياسي، مما يوضح أن قوة خط الطي، والارتداد، والتمزق ليست عشوائية، بل مؤشرات هندسية قابلة للضبط والاختبار [1]. كما أدرج تصنيف موضوعات الفيزياء [Creasing](https://doi.org/
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) كبند مستقل للظواهر الميكانيكية، مما يعني أن تشكل التجاعيد والخطوط على السطح له آليات عامة قابلة للدراسة في ميكانيكا المواد [5]
بالجمع بين مجموعات الأدبيات الثلاث، يظهر فجوة هيكلية: تثبت أدبيات القياس أن اتجاه الألياف قابل للتعريف، وتثبت أدبيات التكنولوجيا والميكانيكا أن الحز قابل للضبط، لكن نادراً ما يتم ربط "اتجاه الألياف" بـ "هل سيتمزق خط الطي" مباشرة في سياق ممارسات الطباعة. نقطة انطلاق هذه المقالة هي سد هذه الفجوة التفسيرية بين خصائص المواد وعيوب خط الإنتاج
الماهية الفيزيائية وتصنيف اتجاه الألياف
يحدد هذا القسم الماهية الفيزيائية لاتجاه الألياف كقاعدة لتحليل خطوط الطي لاحقاً
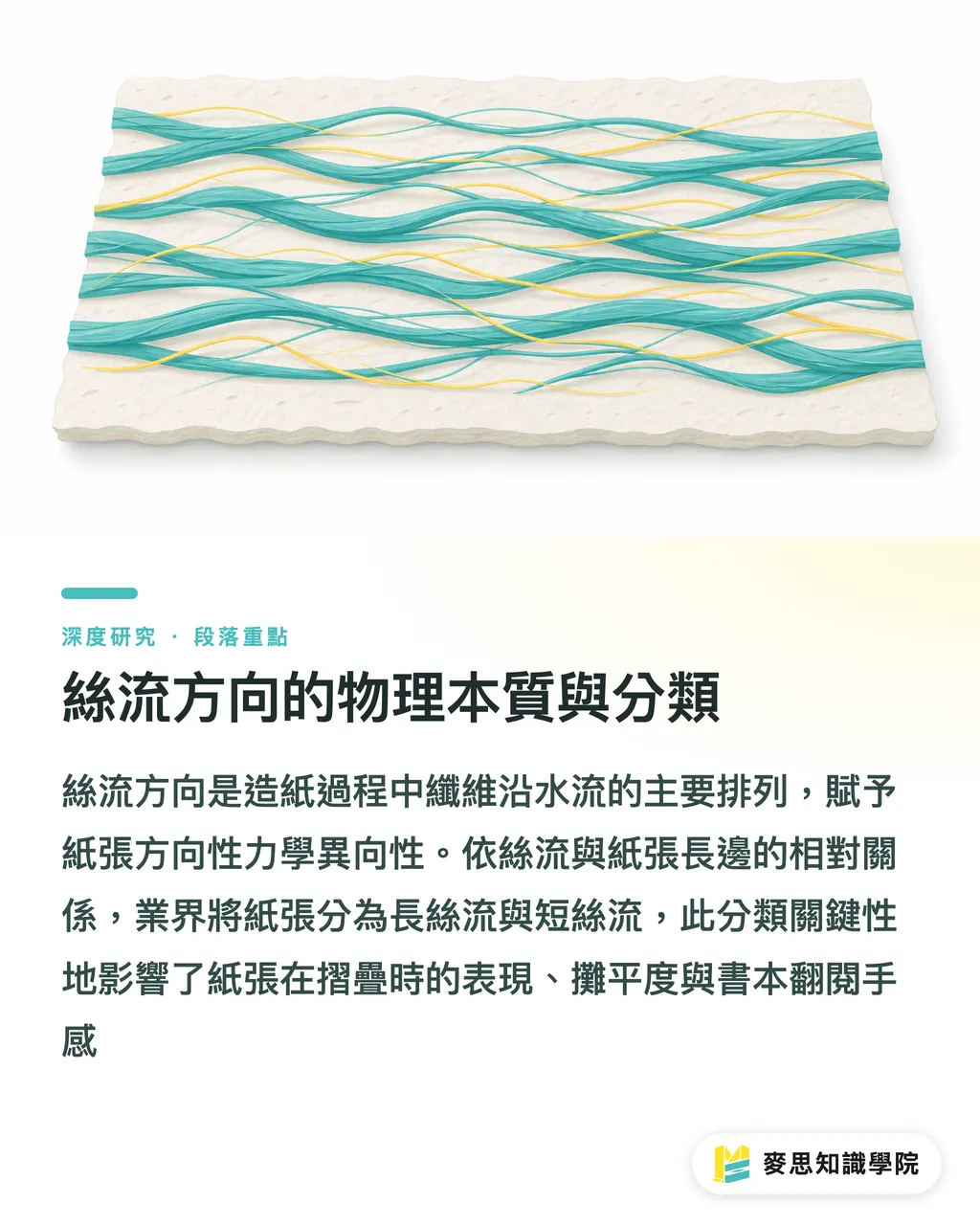
يشير اتجاه الألياف إلى الاتجاه الذي تصطف فيه الألياف بشكل رئيسي مع تدفق المياه أثناء عملية صناعة الورق على شبكة التصنيع. نظراً لأن لب الورق يمتد على طول اتجاه تدفق الشبكة أثناء التصنيع، تميل الألياف إلى الاصطفاف مع اتجاه دوران الماكينة (machine direction)، مما يشكل ترتيباً متفوقاً يمكن التعرف عليه. وتأسيساً على فرضية أن اتجاه الألياف كمية فيزيائية قابلة للقياس [3]، يتمتع الورق بتباين ميكانيكي يعتمد على الاتجاه: قوة الشد في اتجاه الألياف تكون أعلى والاستطالة أقل، والعكس صحيح في الاتجاه العمودي للألياف
بناءً على العلاقة بين اتجاه الألياف والحافة الطويلة للورق، تصنف الصناعة الورق إلى اتجاه ألياف طولي (long grain) واتجاه ألياف عرضي (short grain). يعني الاتجاه الطولي أن ألياف الورق موازية للحافة الطويلة، بينما يعني الاتجاه العرضي موازيتها للحافة القصيرة. المعنى العملي لهذا التصنيف هو أنه يحدد ما إذا كان خط الطي سيقع في اتجاه موازٍ أو عمودي على الألياف عند قياسات قص معينة. ترى هذه المقالة أن الاتجاه الطولي أو العرضي ليس أحدهما أفضل من الآخر، بل المفتاح هو ما إذا كان اتجاه خط طي المنتج يتوافق مع اتجاه الألياف
يؤثر تباين اتجاه الألياف أيضاً على أداء الورق بخلاف الطي. فالورق في اتجاه الألياف الطولي يسهل فرده، بينما يولد الورق في الاتجاه العرضي ارتداداً وتموجاً لأن الألياف تضطر للثني العرضي. وتؤثر هذه الخاصية على مدى سهولة فرد الكتب وسهولة تقليب الصفحات: عندما يكون اتجاه ألياف الورق موازياً لكعب الكتاب، تكون مقاومة التقليب أقل ويكون الفرد أفضل؛ والعكس صحيح حيث يسهل تقوس الصفحات وتصبح الحركة خشنة. لذا، فإن اتجاه الألياف ليس فقط سبباً لتشققات الطي، بل هو متغير كامن في جودة التجليد
آلية التلف عند الطي عكس اتجاه الألياف: تمزق السطح وتشقق الحبر
يحلل هذا القسم الآلية الجوهرية لتشققات الطي، ولماذا يؤدي الطي عكس اتجاه الألياف إلى تمزق ألياف السطح وانكشاف المادة البيضاء
الطي في جوهره هو تشوه ناتج عن الانحناء، حيث تتعرض المادة الموجودة خارج خط الطي للشد، بينما تتعرض المادة الموجودة بالداخل للضغط. عندما يكون اتجاه خط الطي موازياً لاتجاه الألياف، ينفصل خط الطي على طول الضعف الموجود بين الألياف، فتتمكن الألياف من الانفصال دون أن تضطر للتمزق العرضي، ويحافظ السطح على سلامته. على العكس من ذلك، عندما يكون اتجاه خط الطي عمودياً على اتجاه الألياف، يجبر الطي عدداً كبيراً من الألياف على التمزق عرضياً في آن واحد خارج خط الطي، مما يؤدي إلى تشقق طبقة الطلاء (الطبقة الخارجية) وطبقة الحبر لفقدانها الدعم الأساسي، وتتشكل تشققات بيضاء مرئية وتمزق في اللون. وتأسيساً على فكرة أن الحز فعل تدميري قابل للضبط [1]، نفهم هذا على أنه مشكلة "هل مسار التلف يتماشى مع مناطق ضعف المادة أم لا"
كلما زاد سمك الورق ووزنه (grammage)، زادت حدة هذه الآلية. عند طي الورق المقوى، تكون المسافة بين السطح الخارجي والمحور المحايد أكبر، مما يعني أن السطح يتعرض لإجهاد شد أعلى تحت نفس زاوية الطي. عندما تتجاوز هذه القوة حدود مرونة طبقة الطلاء وألياف السطح، يحدث التمزق. وهذا يفسر سبب ظهور تجاعيد طفيفة فقط عند طي الورق الخفيف عكس اتجاه الألياف، بينما يحدث تمزق كامل في الورق السميك. وتدرج أدبيات الفيزياء تشكل التجاعيد والخطوط كظواهر ميكانيكية مستقلة [5]، وهو ما يتردد صداه مع وصف تركيز الإجهاد هنا الذي يؤدي إلى تلف السطح
مخاطر الورق المطلي أعلى من الورق غير المطلي. طبقة الطلاء هي طلاء معدني محدود المرونة يغطي سطح الألياف، وإجهاد كسرها أقل من الألياف نفسها. لذلك، في ظل ظروف الطي نفسها، تظهر التشققات على السطح المطلي في وقت مبكر. وهذا هو السبب في أن أوزان ورق الكوشيه والورق المقوى هي الأكثر عرضة لانكشاف اللون الأبيض عند خط الطي، بينما يكون الورق الفني غير المطلي ذو الملمس الناعم أكثر تسامحاً. ترى هذه المقالة أن درجة خطورة تشقق الطي هي في الواقع التأثير المضاعف لثلاثة متغيرات: "اتجاه الألياف، سمك الورق، وطلاء السطح"، وليس بسبب عامل واحد
الحز كإجراء علاجي: الآلية، الفعالية، والحدود
يقيم هذا القسم ميكانيكية عمل الحز (creasing) كإجراء علاجي للطي عكس اتجاه الألياف وحدود هذا الإجراء
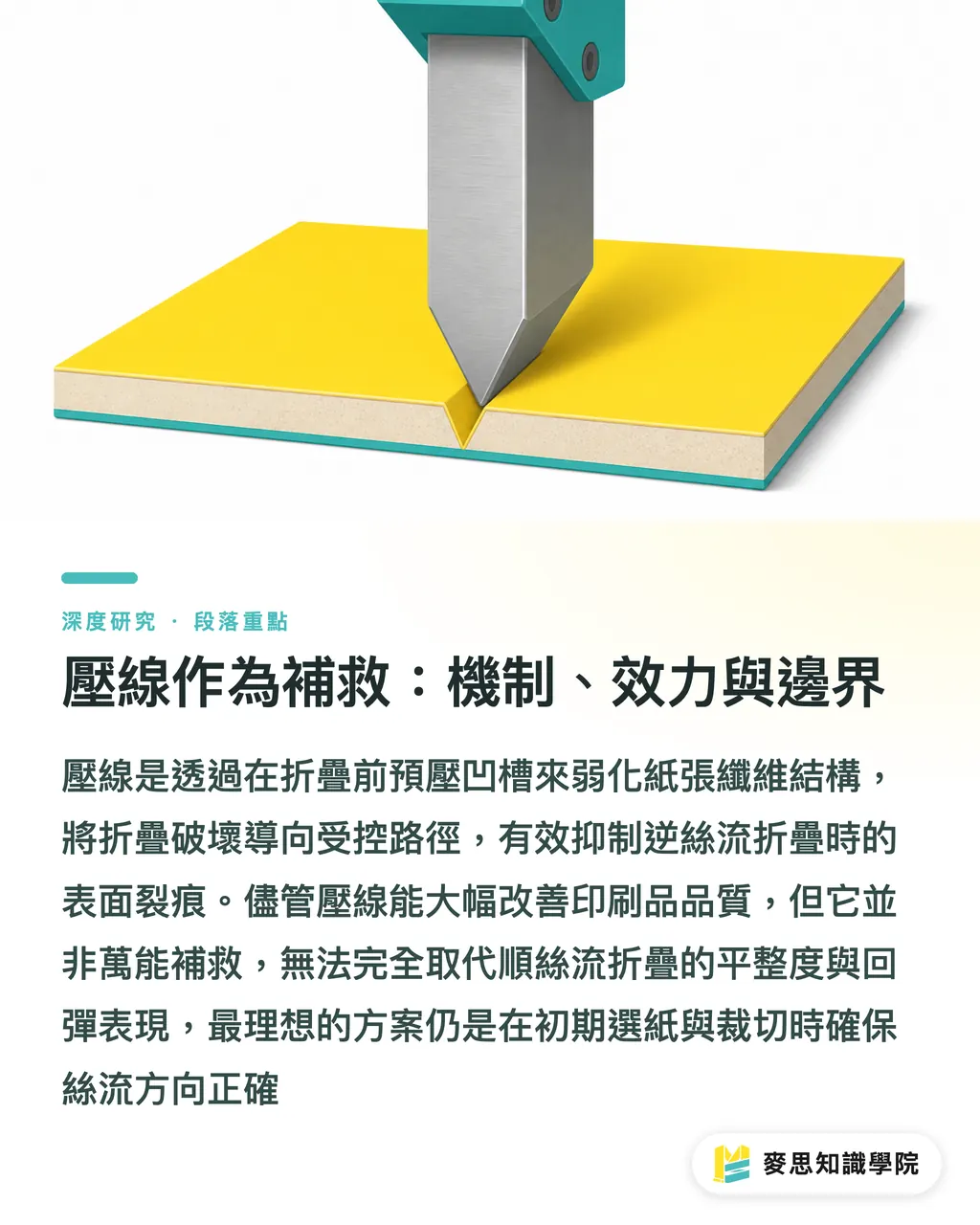
الحز هو عملية الضغط المسبق لأخدود في مكان خط الطي باستخدام سلك فولاذي أو قالب قبل الطي. إن إدراج قاموس أكسفورد لتعريف الحز يعكس أن سلوك "صنع خط طي محكم مسبقاً" كان له دلالة مستقرة [2][4]. تكمن المبادئ الميكانيكية في أن الحز يضغط ألياف الورق مسبقاً عند خط الطي ويعيد توزيع السمك، مما يجعل الانحناء اللاحق يتركز داخل هذا الأخدود المضعف مسبقاً، بدلاً من جعل السطح يضطر للتمزق عرضياً دون إعداد. بمعنى آخر، الحز لا يلغي التلف، بل يعيد توجيه التلف إلى مسار داخلي متحكم فيه
لقد تم إدراج فعالية الحز ضمن إطار هندسي قياسي. إن ممارسة تقنين خصائص حز الكرتون تظهر أن قوة خط الطي وسلوك التلف يمكن اختبارهما وضبطهما [1]. وبناءً على ذلك، نستنتج أن مطابقة عمق الحز، وعرض السلك الفولاذي، وأخدود القالب السفلي يجب تعديلها وفقاً لسمك الورق واتجاه الألياف: عادة ما يتطلب خط الطي العمودي على الألياف إعدادات حز أعمق وأعرض لتعويض صعوبة انفصال الألياف عرضياً بشكل طبيعي. عندما يتم مطابقة البارامترات بشكل صحيح، يمكن تثبيط تشققات سطح خط الطي العمودي بشكل كبير، مما يعيد الخطوط غير المقبولة إلى جودة قابلة للتسليم
ومع ذلك، الحز ليس علاجاً شاملاً، ويجب الكشف بصدق عن حدوده:
・أولاً، لا يمكن للحز استعادة مستوى الفرد والارتداد الموجود في الطي الموازي للألياف تماماً، فقد يظل خط الطي العمودي على الألياف محتفظاً بارتداد أعلى حتى بعد الحز، مما يؤدي إلى انفتاح بسيط بعد الطي
・ثانياً، قد يؤدي الحز العميق جداً بحد ذاته إلى كسر السطح، مما يحول "التمزق بعد الطي" إلى "تمزق عند الحز"
・ثالثاً، يزيد الحز من تكاليف صنع القوالب وعمليات ما بعد الطباعة، وهو أمر قد لا يكون مجدياً اقتصادياً للطلبات الصغيرة أو المنتجات ذات الأسعار المنخفضة. ترى هذه المقالة أن الحز يجب أن يُفهم كتعويض لاحق عن سوء مطابقة اتجاه الألياف، وليس كبديل لخطة تحديد اتجاه الألياف في المرحلة الأولى؛ وتظل الطريقة الأكثر فعالية من حيث التكلفة هي جعل خط الطي موازياً للألياف في مرحلة اختيار الورق والقص
ويعد التعرف على اتجاه الألياف شرطاً مسبقاً للقرارات المذكورة أعلاه. هناك ثلاث اختبارات شائعة غير مدمرة أو شبه مدمرة: اختبار التمزق، حيث يكون التمزق في اتجاه الألياف الطولي أكثر استقامة، بينما يكون في الاتجاه العرضي أكثر تعرجاً؛ اختبار الثني، حيث يتم ثني الورق في كل اتجاه، ويكون الاتجاه ذو المقاومة الأقل والقوس الأكثر سلاسة هو اتجاه الألياف؛ واختبار الترطيب، حيث يلتف الورق بعد تبلل جانب واحد منه في اتجاه عمودي على اتجاه الألياف بسبب تمدد الألياف العرضية عند امتصاص الماء. تأسيساً على التقليد القائل بأن اتجاه الألياف قابل للقياس [3]، فإن هذه الاختبارات في جوهرها تعتمد على التفاعل الميكانيكي أو امتصاص الرطوبة الذي يعتمد على الاتجاه لاستنتاج اتجاه الألياف الداخلي
الدلالات على صناعة التصميم والطباعة المحلية
يحول هذا القسم الآليات المذكورة إلى دلالات قابلة للتنفيذ لثلاث فئات في الصناعة، مناقشاً تأثيرها على سير العمل والتكلفة والجدول الزمني
بالنسبة للمطابع المتوسطة والصغيرة، تكمن إدارة اتجاه الألياف في تحويل المعرفة الضمنية إلى عملية قابلة للتحقق. تشمل الخطوات المحددة: تمييز اتجاه الألياف لكل رزمة ورق عند الاستلام، وإعطاء الأولوية لجعل خط الطي الرئيسي للمنتج موازياً للألياف عند ترتيب الصفائح (Imposition)؛ وبالنسبة للملفات التي يجب طيها عمودياً على الألياف، يجب إضافة عملية الحز مسبقاً وبناء جدول بارامترات حز متوافق مع وزن الورق. تكمن التكلفة بشكل رئيسي في زيادة وقت التواصل والتخطيط، ولكن مقارنة بإعادة الطباعة وخسارة الورق بعد حدوث التشققات، فإن العائد على الاستثمار واضح. ترى هذه المقالة أن توثيق اتجاه الألياف وبارامترات الحز يساعد أيضاً في تقليل الاعتماد على خبرة خبير واحد
بالنسبة للمصممين، تكمن الدلالة في إدراج اتجاه الألياف كاعتبار مسبق في تحضير الملفات، بدلاً من قبوله سلبياً بعد الطباعة. عند تخطيط منشورات الطي، وأغلفة الكتب المجلدة، ومخططات صناديق التغليف، يجب على المصممين تحديد موقع واتجاه خط الطي بنشاط، والتأكد مع المطبعة ما إذا كان خط الطي موازياً للألياف عند الطلب. إذا كان اتجاه خط الطي ثابتاً للمنتج، فيجب طلب اتجاه ألياف طولي أو عرضي مقابل عند اختيار الورق وتحديد قياساته. وتأسيساً على التحليل القائل بأن مرونة طبقة الطلاء محدودة [1][5]، يجب أن يكون المصممون حذرين بشكل خاص عند تصميم خطوط طي للورق المطلي ذي الوزن الثقيل، وطلب الحز بنشاط أو تغيير الورق إلى مادة غير مطلية أكثر تسامحاً عند الضرورة
بالنسبة للعلامات التجارية، غالباً ما يتجسد ثمن سوء تقدير اتجاه الألياف في مواعيد التسليم والاتساق. لا يؤثر تمزق الطي على جودة القطعة الواحدة فحسب، بل يسبب أيضاً تذبذب في معدل الإنتاجية وتأخيراً في المواعيد في الإنتاج الضخم. عند تحديد مواصفات التغليف أو النشر، يجب على العلامات التجارية إدراج تحديد اتجاه الألياف ومتطلبات الحز في مواصفات التعاقد كشروط جودة قابلة للقبول، بدلاً من الاتفاق الشفهي. تدعو هذه المقالة إلى ترقية اتجاه الألياف من "تفاصيل تقنية داخلية للمطبعة" إلى "جزء من مواصفات الشراء"، كأداة فعالة للعلامات التجارية لضمان الاتساق بين الدفعات
بشكل عام، الدرس المشترك للفئات الثلاث هو: اتجاه الألياف متغير يجب تقريره قبل تحديد خط الطي. بمجرد قفل قياس المنتج واتجاه خط الطي، يتشكل اتجاه الألياف سلبياً، ولا يمكن بعد ذلك إلا التخفيف الجزئي بالحز. تحريك نقطة اتخاذ القرار إلى مرحلة اختيار الورق والقص هو نقطة التدخل الأقل تكلفة في الجودة
الخلاصة والقيود
تستجيب هذه المقالة للأسئلة البحثية الثلاثة المطروحة في المقدمة كالتالي:
・أولاً، يحدد اتجاه الألياف ما إذا كان خط الطي سيحدث فيه تمزق لأن التباين الميكانيكي للورق يجعل العلاقة بين اتجاه خط الطي وترتيب الألياف تسيطر على ما إذا كان مسار التلف يتماشى مع مناطق ضعف المادة أم لا [3][5]
・ثانياً، آلية تمزق السطح عند الطي عمودياً على الألياف هي تمزق عدد كبير من الألياف خارج خط الطي عرضياً في آن واحد، وفقدان طبقة الطلاء للدعم وتفتتها، ويتضخم هذا التأثير مع سمك الورق ودرجة الطلاء [1]
・ثالثاً، مبدأ الحز كعلاج هو توجيه التلف إلى أخدود متحكم فيه، وفعاليته كبيرة ولكن لا يمكنه استعادة أداء الطي الموازي للألياف تماماً، وله حدود من حيث إمكانية الكسر والتكلفة [1][2][4]
يجب الكشف عن قيود هذه الدراسة. أولاً، معظم الأدبيات المستشهد بها في هذه المقالة تقع على مستوى أطر التعريف والقياس والتوحيد، وتفتقر إلى بيانات تجريبية كمية تستهدف أنواع ورق معينة وزوايا طي معينة، لذا فإن معظم التأثيرات المذكورة حول السمك والطلاء هي استنتاجات ميكانيكية وليست نتائج تجريبية. ثانياً، اختبارات التمزق، والثني، والترطيب لتعريف اتجاه الألياف هي طرق تجريبية، يعتمد تفسيرها على خبرة المشغل، ولا تزال المعايير الكمية تنتظر دراسات لاحقة. ثالثاً، هذه المقالة لم تغطِّ التفاعل بين رطوبة البيئة، وأنواع الألياف، والمحتوى المعاد تدويره مع سلوك الطي، وهي متغيرات قد تكون أكثر تعقيداً في الورق المعاد تدويره والمواد الخاصة
بالنسبة لاتجاهات البحث المستقبلية، يُقترح إجراء تجارب مقارنة لـ "الوزن، اتجاه الألياف، بارامترات الحز، مستوى تشقق ما بعد الطي" للورق المقوى، والورق الفني، والورق المعاد تدويره المستخدم محلياً، لتحويل الإطار الميكانيكي لهذه المقالة إلى بارامترات خط إنتاج قابلة للاستعلام المباشر. بهذه الطريقة فقط يمكن دفع إدارة اتجاه الألياف من مجرد "إحساس" لدى الخبراء إلى مواصفات هندسية قابلة للبحث والتحقق
ملخص النقاط
・السبب الجذري لتمزق الطي ليس الحبر أو نوعية الورق، بل عدم تطابق اتجاه خط الطي مع اتجاه ألياف الورق (grain direction)
・الطي عمودياً على الألياف يجبر الألياف على التمزق عرضياً خارج خط الطي في آن واحد، مما يفقد طبقة الطلاء الدعم وينكشف اللون الأبيض، ويزداد الوضع سوءاً كلما زاد سمك الورق وكمية الطلاء
・يمكن للحز (creasing) توجيه التلف إلى أخدود متحكم فيه لتثبيط التشققات، لكن لا يمكنه استعادة استواء الطي الموازي للألياف تماماً، وله حدود من حيث خطر الكسر والتكلفة
・يمكن لاختبارات التمزق والثني والترطيب الثلاثة استنتاج اتجاه الألياف شبه كمياً كحكم مسبق لاختيار الورق والتخطيط
・الطريقة الأكثر فعالية من حيث التكلفة هي جعل خط الطي موازياً للألياف في مرحلة اختيار الورق والقص، وليس الاعتماد على الحز كعلاج لاحق
تفكير ممتد
بالنسبة لتصنيع الطباعة، الخطوة التالية لإدارة اتجاه الألياف هي تحويل إحساس الخبراء إلى مكتبة بارامترات حز قابلة للاستعلام، تطابق عمق وعرض الحز بناءً على الوزن واتجاه الألياف، لتقليل الاعتماد على القوى البشرية الفردية. بالنسبة لجانب التصميم، يجب تحديد اتجاه خط الطي في مرحلة تحضير الملفات، واستنتاج تحديد اتجاه الألياف (طولي أو عرضي) للورق، لجعل اتجاه الألياف قراراً تصميمياً وليس مقامرة بعد الطباعة. بالنسبة لإدخال الذكاء الاصطناعي و (SaaS)، تكمن نقطة الدخول الأكثر إمكانية في بناء مجموعة بيانات منظمة لـ "نوع الورق، الوزن، اتجاه الألياف، زاوية الطي، درجة التشقق"، لتمكين برامج التصميم من التحذير تلقائياً من خطوط الطي العمودية على الألياف واقتراح إعدادات الحز قبل قفل التصميم. تكمن المشكلة التي يجب حلها في أن تعريف اتجاه الألياف ومعايير التمزق تفتقر حالياً إلى معايير كمية عامة، وهذا يعد فجوة بحثية وشرطاً مسبقاً أساسياً لأتمتة أدوات الصناعة
المراجع
[1] Creasing properties of carton board.. DOI: 10.3403/bs6965
[2] creasing, n.¹. Oxford English Dictionary. DOI: 10.1093/oed/7741172096
[3] Foulger A.(1969). Through-Bark Measurement of Grain Direction; Preliminary Results. Forest Science. DOI: 10.1093/forestscience/15.1.92
[4] creasing, adj.. Oxford English Dictionary. DOI: 10.1093/oed/9034901663
[5] Creasing. Physics Subject Headings (PhySH). DOI: 10.29172/deacc7ae-a243-460f-8072-56d5fd610cf3
FAQ
- لماذا يتمزق الورق المقوى السميك ويظهر اللون الأبيض عند طيه؟
- لأن اتجاه خط الطي عمودي على اتجاه ألياف الورق (grain direction)، مما يؤدي عند الطي إلى تمزق الألياف الموجودة خارج خط الطي عرضياً في آن واحد، وفقدان طبقة الطلاء الخارجية للدعم، مما يؤدي لتفتتها وانكشاف المادة البيضاء الأساسية. كلما زاد سمك الورق وزاد طلاؤه، أصبحت هذه الظاهرة أكثر وضوحاً
- ما الفرق بين اتجاه الألياف الطولي والاتجاه العرضي؟
- الاتجاه الطولي يعني أن ألياف الورق موازية للحافة الطويلة، والاتجاه العرضي يعني موازيتها للحافة القصيرة. لا يوجد أحدهما أفضل من الآخر، المفتاح هو ما إذا كان خط الطي الرئيسي للمنتج متوافقاً مع اتجاه الألياف
- هل يمكن للحز (creasing) حل مشكلة تمزق الطي تماماً؟
- لا يمكن حلها تماماً، ولكن يمكن تثبيطها بشكل كبير. يقوم الحز بصنع أخدود متحكم فيه مسبقاً لتوجيه الطي إلى مسار الضعف، لكن خطوط الطي العمودية على الألياف قد تظل ترتد وتفتح بعد الحز، كما أن الحز العميق جداً قد يكسر السطح
- كيف يمكنني الحكم على اتجاه ألياف الورق بنفسي؟
- هناك ثلاثة اختبارات: التمزق في اتجاه الألياف يكون أكثر استقامة، والتمزق عكسه يكون متعرجاً؛ عند الثني تكون المقاومة أقل والقوس أكثر سلاسة في اتجاه الألياف؛ عند تبلل جانب واحد يلتف الورق في اتجاه عمودي على اتجاه الألياف
- هل أحتاج إلى تحديد اتجاه الألياف عند تقديم طلب طباعة؟
- نعم. إذا كان للمنتج اتجاه طي ثابت، يجب طلب اتجاه ألياف طولي أو عرضي مقابل عند اختيار الورق وتحديد قياساته، وكتابة متطلبات اتجاه الألياف والحز في مواصفات التعاقد، فهذه هي الطريقة الأقل تكلفة لمنع التمزق