
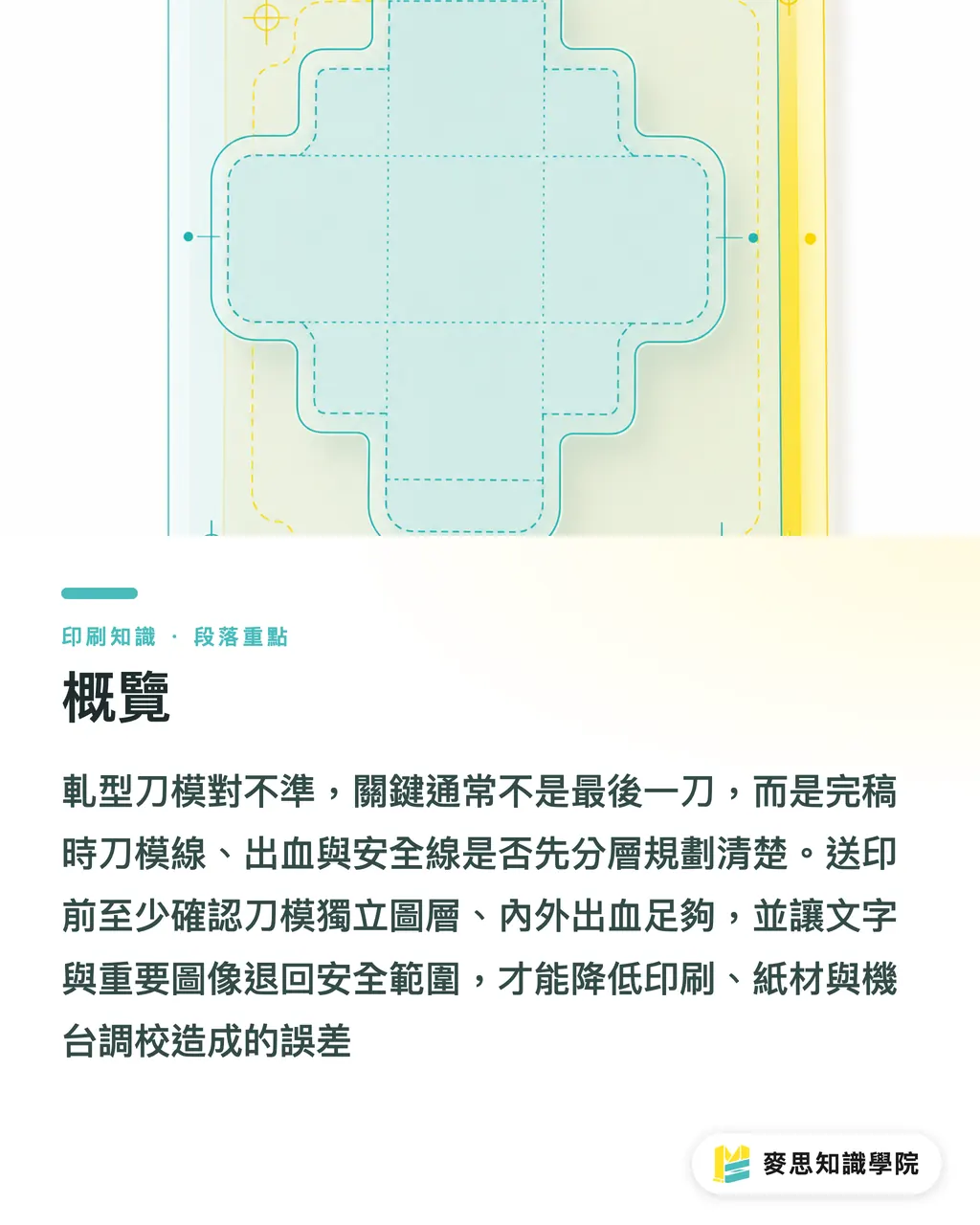
軋型刀模總是對不準,先檢查「刀模線、出血、安全線」有沒有分層做清楚,再用麥思送印三道關確認 ①刀模獨立圖層 ②內外出血足夠 ③文字與重要圖像退回安全範圍,複雜造型不要把希望押在最後一刀
軋型(Die-cut)是用刀模把紙張、貼紙或包裝材料壓切成指定外形的加工方式,常用在立體桌牌、造型明信片、吊牌、貼紙與紙盒,精度受完稿、印刷、貼合、紙材與機台調校共同影響
刀模線(Dieline)是印刷廠與軋型師傅判讀加工位置的專用線稿,通常要獨立圖層、特別色標示、設定 overprint,並清楚區分切線、折線、壓線與安全線
為什麼軋型刀模會對不準?
我看過最多的刀模位移,不是師傅不會軋,是檔案把「視覺完成」誤當成「加工完成」。畫面看起來漂亮,刀模線卻跟出血、拼版、紙紋、接點沒有講同一件事,機台一開跑,問題就會浮出來
以立體桌牌為例,正面圖案、背面摺線、底部插槽、外框刀線至少牽涉 4 種位置關係。只要其中一個圖層沒有鎖定座標,或完稿時把刀線跟圖像一起縮放過一次,輸出後就可能出現 1 個邊準、3 個邊跑的狀況
麥思送印三道關會先看 3 件事:刀模線是不是獨立、出血是不是跟著外形走、安全線是不是避開切口。這 3 件事沒過,我通常不建議直接進大貨,因為刀模錯一次,損失不只是紙,還有重製刀模、重排印刷與交期延誤
・刀模線:放在獨立圖層,使用明確名稱,例如 Dieline 或 Cut
・印刷圖:CMYK 圖文留在印刷圖層,不要跟刀模線混在同一層
・安全線:內縮一圈標示文字、Logo、QR code 不該越過的位置
・折線與壓線:用不同線型或不同特別色區分,避免被當成切線
・輸出檔:PDF 送印前確認刀模線沒有被轉成四色印刷內容
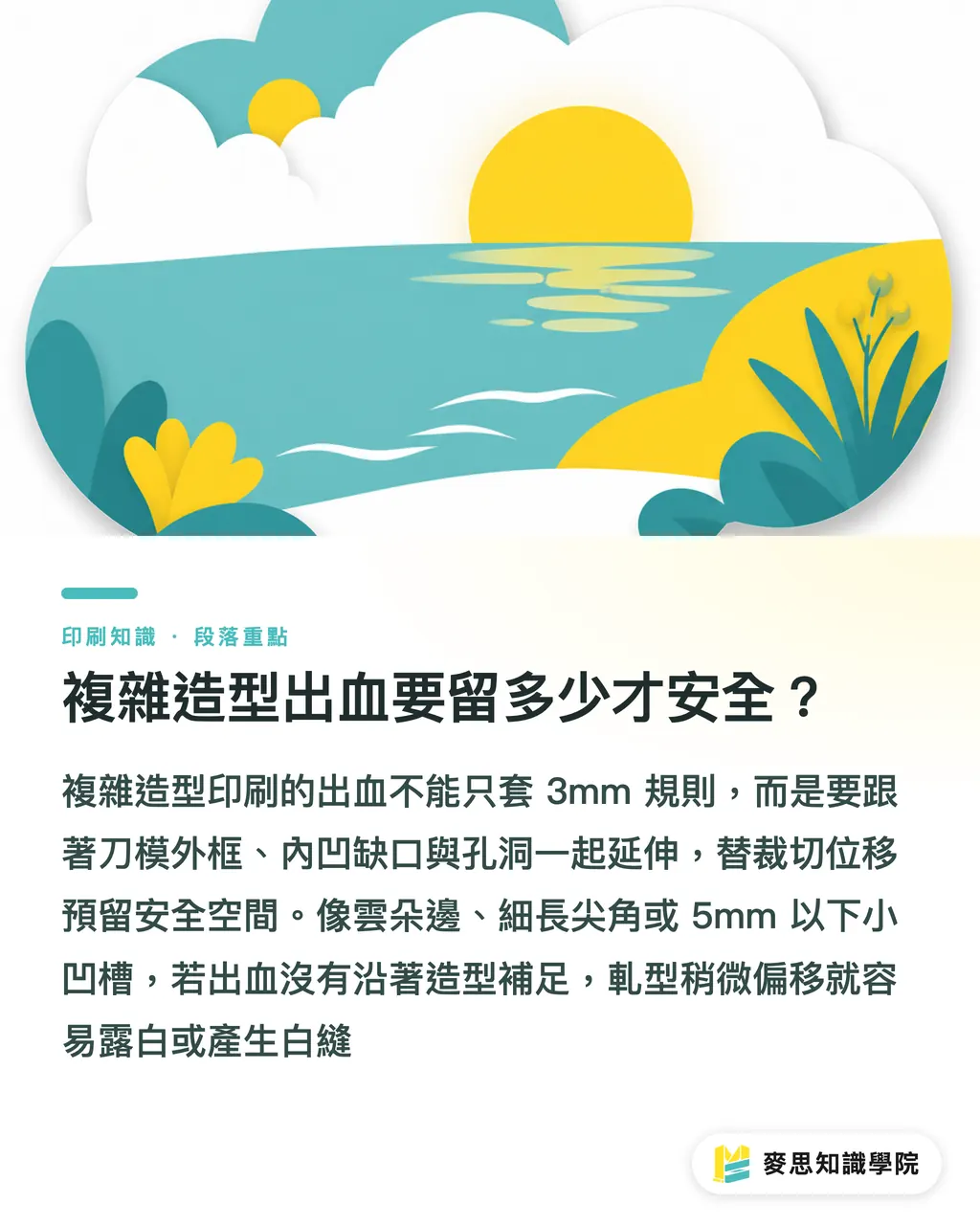
複雜造型出血要留多少才安全?
造型印刷的出血不能只套方形印刷常見的 3mm 規則。3mm 是好起點,卻不是萬用答案;遇到細長尖角、波浪邊、內凹缺口、連續小弧線,外出血要跟著造型往外延伸,內出血也要避免白邊露出來
麥思送印三道關處理複雜造型時,我會把出血拆成 2 種來看。外出血是刀模外側多放的圖像,防止切偏露白;內出血是孔洞、內凹、開窗或插槽周圍的延伸,防止內切口露出紙色
以造型明信片為例,外框是雲朵形狀時,圖案要沿著每一段弧線往外延伸,不能只拉一個大矩形背景就交差。遇到 5mm 以下的小凹槽,出血如果沒有跟進去,軋型稍微一偏,凹槽邊緣就會出現白縫
・一般外框:先抓 3mm 出血,再依紙材厚度與造型複雜度請印刷廠確認
・細長突出物:出血要沿外形延伸,不要只用背景色填滿矩形
・內凹缺口:內側也要做出血,尤其是插槽、手提孔、掛孔
・重要文字:建議至少離刀線 3mm 以上,QR code 與小字再更保守
・滿版底色:底色要超過刀模線,不要剛好貼齊刀模線
出血做太少,最常見的結果是白邊;出血做錯方向,最麻煩的是局部重做稿。我常提醒設計師,出血不是把圖變大而已,出血是替刀模位移預留呼吸空間
接點和橋位要怎麼藏才不醜?
接點,也常被現場叫橋位,是軋型後讓成品暫時留在紙張上的小連接處。它通常只有幾個位置,卻會直接影響撕下來的邊緣乾不乾淨、成品會不會掉片、後加工會不會卡住
造型貼紙、吊牌、桌牌都會碰到接點問題。接點如果放在主視覺正上方,客戶一拿到就看到毛邊;接點如果放在細尖角,撕開時容易把紙纖維一起拉裂。麥思送印三道關在看橋位時,會優先找 2 類位置:視覺不敏感處、受力比較穩的位置
以特殊造型明信片為例,人物頭髮尖角、Logo 外緣、主標題附近都不適合放接點。比較好的位置通常是底邊、深色背景區、背面不顯眼處,或折線附近但不影響摺合的位置
・接點避開主視覺:Logo、臉部、產品照片邊緣不要放橋位
・接點避開銳角:尖角本來就脆,橋位會讓撕裂風險更高
・接點靠近穩定邊:長直邊、底邊、深色區域通常比較好修
・接點先跟印刷廠確認:不同刀模廠習慣不同,完稿前講清楚比完工後修邊實際
・樣張要看邊緣:打樣時不要只看顏色,接點痕跡也要檢查
這裡有一個現場感很重的判斷:如果你自己拿樣張時會下意識去摳那個毛邊,客戶也會看到。橋位藏得好,成品才有乾淨的手感
為什麼銳角容易讓紙張撕裂?
銳角是複雜刀模最常被低估的風險。紙張有纖維方向,刀模壓切時又有壓力集中,角度太尖的地方容易起毛、裂開、翻邊,厚卡紙、裱貼紙板與上膜材質更明顯
我通常會請設計師把尖角想成衣服上的小缺口。缺口越尖,受力時越容易往內裂。印刷品也是同樣道理,尤其是立體桌牌、插卡、吊牌這類會被拿取、插拔、彎折的產品,銳角不只影響外觀,也影響使用壽命
麥思送印三道關會把複雜外形先做圓角優化。很多時候,0.5mm 到 2mm 的圓角肉眼看起來仍保留設計感,卻能讓刀模更順、紙邊更穩、成品較不容易從尖點開始裂
・外凸尖角:能導圓就導圓,尤其是手會接觸的位置
・內凹尖角:避免做成 V 字深切口,改成小圓弧比較穩
・細橋結構:寬度太窄時容易斷,應回頭檢查造型是否能簡化
・厚紙與裱板:紙越厚,尖角越需要保守處理
・上膜產品:亮膜、霧膜在尖角處也可能翹起,圓角能降低風險
設計師常怕圓角會破壞造型。我反而覺得,成熟的刀模設計會把圓角藏進造型語氣裡,讓客戶感覺成品順手,而不是看見加工妥協
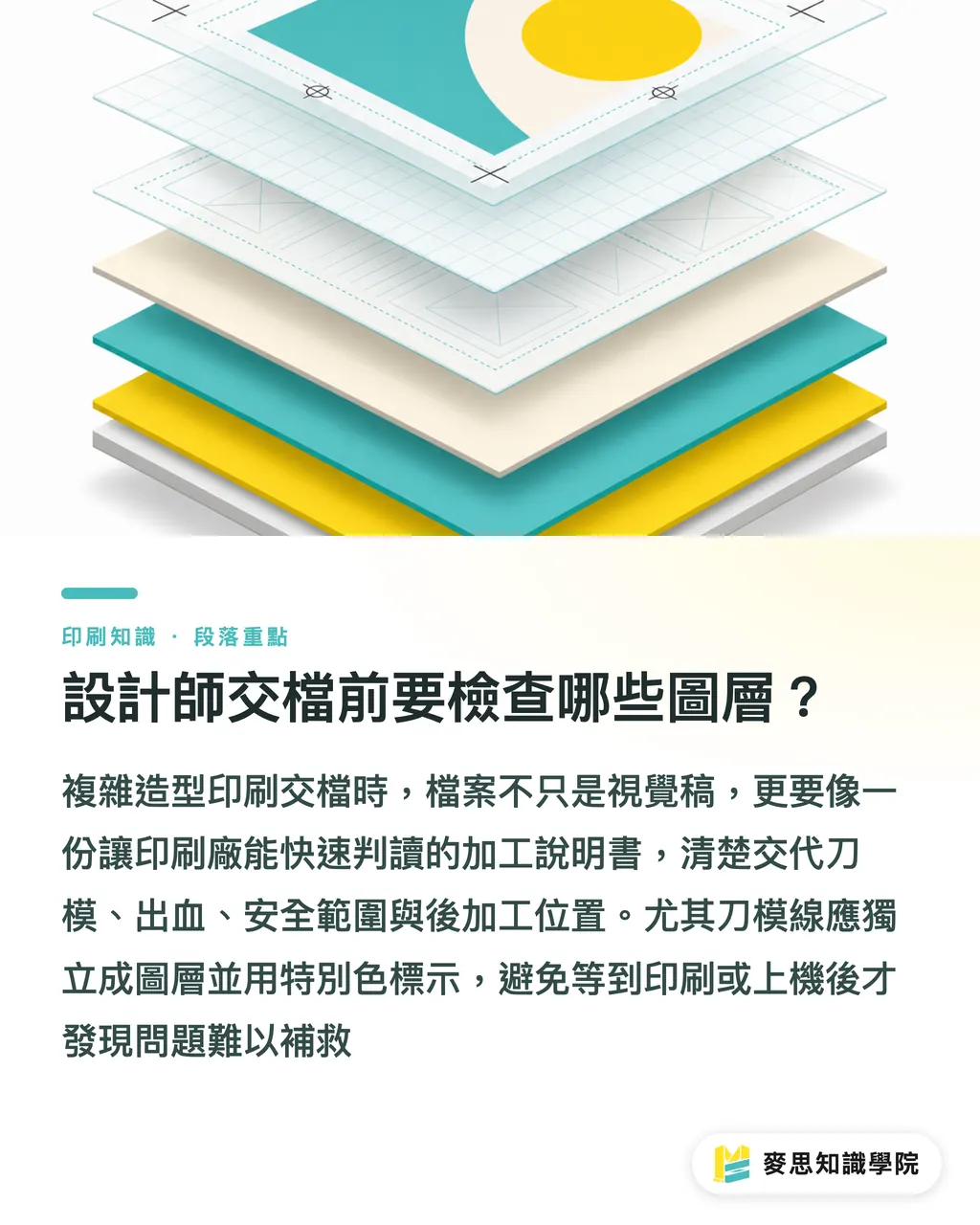
設計師交檔前要檢查哪些圖層?
複雜造型印刷交檔前,請把檔案當成一份加工說明書,不要只當成視覺稿。麥思知識學院顧問團隊在協助客戶檢查異形完稿時,通常會請設計師至少交出 4 個可判讀的資訊:刀模線、出血線、安全線、加工註記
最理想的檔案,是印刷廠打開後 30 秒內看得懂怎麼做。切線在哪裡、折線在哪裡、哪裡要開孔、哪裡要壓線、哪裡不能放接點,都要從圖層與標註看得出來。需要中高階全客製商業印刷時,麥思印刷也會依材質、數量與後加工方式再回推完稿限制
・檢查 1:刀模線是否獨立圖層,並用特別色標示
・檢查 2:刀模線是否設定 overprint,避免輸出時蓋掉印刷圖
・檢查 3:外出血是否沿造型延伸,內凹與孔洞是否也有內出血
・檢查 4:文字、Logo、QR code 是否退到安全線內
・檢查 5:切線、折線、壓線、打孔線是否用不同標示區分
・檢查 6:接點位置是否避開主視覺與銳角
・檢查 7:所有影像是否嵌入或連結完整,字型是否外框化或正確嵌入
・檢查 8:PDF 輸出後重新開檔,看刀模線是否仍在正確位置
檔案越複雜,越要把話講在圖層裡。等到紙已經印好、刀模已經上機,很多問題就不是改一條線能解決了
重點整理
・刀模位移常從完稿開始,刀模線、出血、安全線沒分清楚,後段加工只能補救
・造型出血要跟著外形走,外框、內凹、孔洞都要預留位移空間
・接點不是小事,放錯位置會讓成品第一眼就露出毛邊
・銳角越漂亮,產線越緊張;0.5mm 到 2mm 的圓角常能換來更穩的量產
・好的交檔檔案要讓印刷廠 30 秒內看懂加工方式
延伸思考
複雜造型印刷最值得導入流程化管理的地方,是完稿檢查,而不是等出包才追責。印刷製造端可以把刀模線、出血、安全線、接點、圓角做成標準檢查表;設計端可以在交檔前用固定命名與圖層規則降低溝通成本;AI 與 SaaS 工具若要真的幫上忙,應該先協助標記風險區,例如尖角、內凹、文字過近、刀線未分層,再交由設計師與印刷顧問判斷。下一步很實際:挑 3 件最近的異形稿,把失敗點回填成自己的送印前檢查清單
FAQ / 常見問題
- 軋型刀模對不準通常是誰的問題?
- 軋型刀模對不準通常是完稿、印刷、紙材、貼合與機台調整一起造成的結果。設計端最能先控制的是刀模線獨立、出血足夠、安全線清楚
- 造型貼紙或異形卡片出血一定要 3mm 嗎?
- 3mm 可以當起點,但複雜造型要看外形、紙材與加工方式調整。細尖角、內凹、孔洞與插槽周圍都要另外檢查內外出血
- 刀模線可以直接用 CMYK 黑線畫嗎?
- 不建議。刀模線應該放在獨立圖層,用特別色標示並設定 overprint,讓印刷圖文與加工線在輸出時清楚分開
- 為什麼異形刀模要避免太尖的角?
- 銳角會讓紙張纖維與膜料承受集中壓力,容易起毛、撕裂或翹邊。把尖角改成小圓角,通常能保留造型感並提高成品穩定度
- 設計師交付複雜刀模檔前最該檢查什麼?
- 先檢查刀模線、出血線、安全線與加工註記是否分層清楚,再確認文字、Logo、QR code 沒有太靠近刀線,最後輸出 PDF 後重新開檔檢查位置
相關文章



印刷 × AI 數位轉型週報
把設計師、品牌方與企業出手前用得上的印刷與 AI 實戰,整理成一封信,每週寄到你信箱
麥思免費工具
AI 去背、LINE 貼圖產生器、書背與拼版計算——全部免費,瀏覽器直接用、檔案不上傳。
麥思集團
需要實際的印刷或禮品服務?
知識看完,下一步交給麥思集團的姊妹品牌——從精緻印刷到線上下單與年節禮贈。