折页裂纹作为一个被低估的研究问题
折页处的裂纹与露白,是设计印刷行业中最常见、却最少被系统讨论的质量缺陷之一。当一张厚卡或铜版卡纸沿折线折起,表层沿折痕出现细微断裂、底色露出白色纸芯,业内常称为“爆白”“爆线”或“开裂”。这一现象表面上像是油墨或纸张质量问题,实则根源于一个更基础的材料变量:纸张的丝缕方向(grain direction),也就是造纸过程中纤维的主要排列方向
本文要回答的核心问题有:
・三:
・其一,丝缕方向为什么会决定折页是否开裂
・其二,逆丝缕折叠导致表层断裂的物理机制是什么
・其三,压痕(creasing)作为印后补救手段,其效果与限制边界在哪里。本文的贡献在于,将分属材料科学、木材测量与纸板加工的零散文献,综合成一个面向印刷实务的解释框架,并据此推导出对大陆产业可操作的意义
这个问题对大陆设计印刷行业之所以重要,在于本地以中小型印刷厂与接单设计师为主体的结构,使得丝缕管理长期停留在老师傅的经验性默会知识,而不是可以被指定、可以被验证的规格参数。当订单逐渐转向精装笔记本、品牌包装盒、高克重名片等折线密集的产品时,丝缕误判造成的整批报废成本,往往远高于前期指定纸张时的沟通成本。本文主张,把丝缕视为一个可管理的研究对象,而不是运气问题,是提升本地印后质量的关键切入点
从纤维排列到折痕力学的知识分群
既有讨论可按关注焦点分为三类,它们在“丝缕如何被定义与测量”上彼此互补,却在“丝缕如何影响折叠破坏”上留下缺口
第一类文献关注纹理方向(grain direction)的测量与定义。木材科学早在 “Through-Bark Measurement of Grain Direction”
・10.1093/forestscience/
・15
・1
・92) 的研究中,便尝试在不破坏树皮的前提下推测内部纤维走向,显示纤维方向作为一个物理量,长期被视为可测量、可预测的材料属性 [3]。这一视角的价值在于,它把“纹路”从模糊的视觉印象,转化为具有方向性且可重复测量的工程参数。纸张的丝缕虽源于造纸抄造而非树木生长,但同样承袭了“纤维具有主导排列方向”这一基本前提
第二类文献聚焦压痕(creasing)的工艺定义与语义。《牛津英语词典》分别就 “creasing 名词义”
・10.1093/oed/
・7741172096) 与 “creasing 形容词义”
・10.1093/oed/
・9034901663) 收录了折痕、压痕的语义演进,反映“在材料上预制一条受控折线”这一行为,在语言中早已有稳定指涉 [2][4]。本文分析认为,压痕之所以能成为独立的工艺术语,正暗示它并非单纯的“折”,而是一道有意引导材料破坏路径的工序
第三类文献则从力学与物理层面处理压痕行为。“Creasing properties of carton board”
・10.3403/bs
・6965) 将纸板的压痕性能纳入标准化框架,显示折痕强度、回弹与破坏并非随机,而是可以被规范、可以被测试的工程指标 [1]。物理主题分类也将 “Creasing”
・10.29172/deacc7ae-a243-460f-8072-56d5fd610cf
・3) 列为独立的力学现象条目,意味着表面起皱与折痕形成,在材料力学上具有可被研究的普遍机制 [5]
综合三类文献可以看到一个结构性缺口:测量文献证明纤维方向可以被定义,工艺与力学文献证明压痕可以被规范,但很少有研究直接把“丝缕方向”与“折页是否开裂”这条因果链,放在印刷实务语境中完整串接。本文的切入点,正是补足这一从材料属性到生产线缺陷之间的解释断层
丝缕方向的物理本质与分类
本节先界定丝缕方向的物理本质,作为后续折痕分析的基础
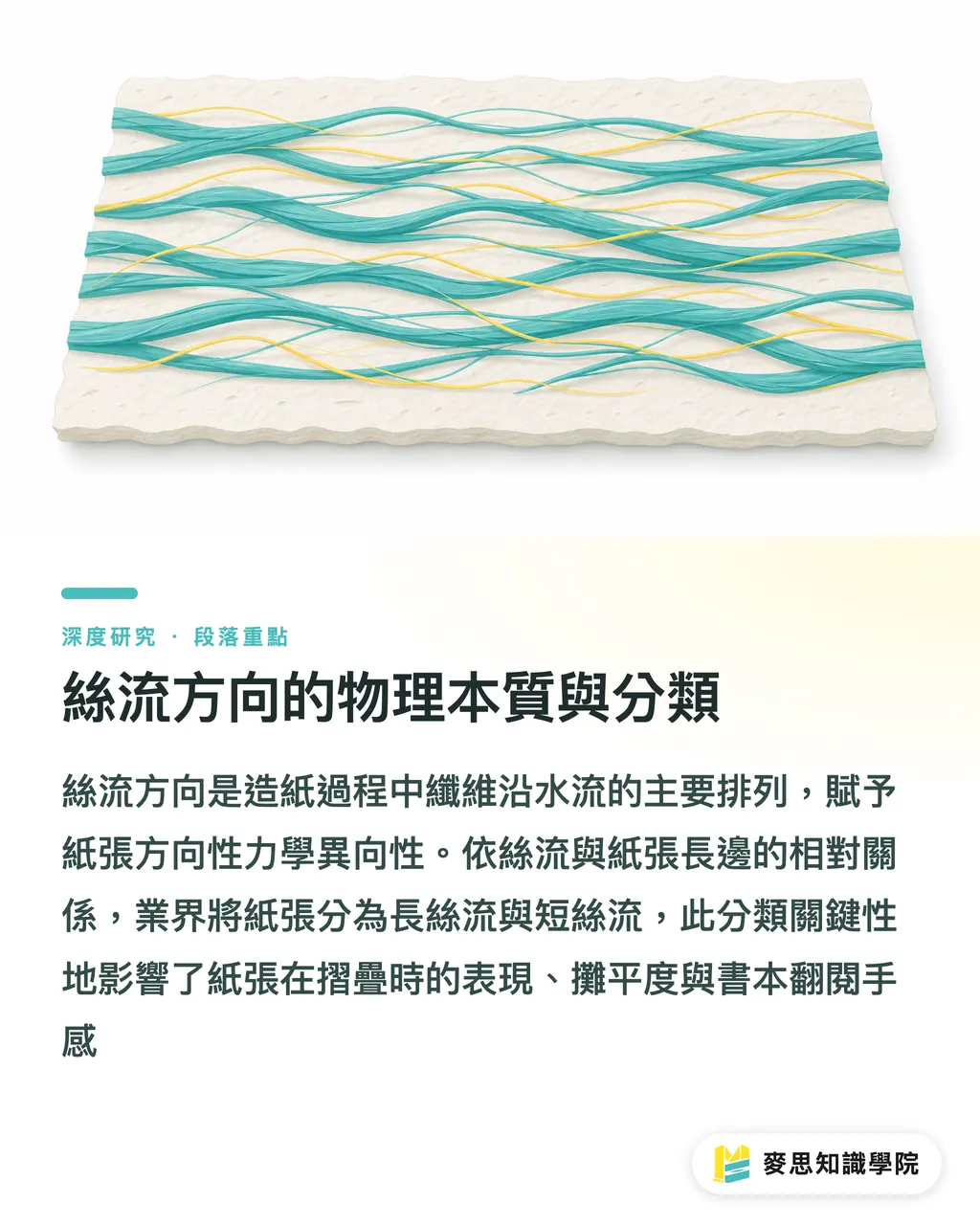
丝缕方向指造纸过程中,纤维在抄纸网上随水流主要排列的方向。由于纸浆在抄造时沿网部运行方向延展,纤维倾向于顺着机器运行方向(machine direction)对齐,形成可识别的优势排列。承袭纤维方向作为可测量物理量的前提 [3],纸张因此具有方向相关的力学各向异性:顺纤维方向的抗张强度较高、伸长率较低,而垂直纤维方向则相反
按照丝缕与纸张长边的相对关系,业内将纸张分为长丝缕(long grain)与短丝缕(short grain)。长丝缕指纤维方向平行于纸张长边,短丝缕则指纤维方向平行于短边。这一分类的实务意义在于,它决定了在特定裁切尺寸下,折线到底会落在顺丝缕还是逆丝缕方向上。本文分析认为,长丝缕与短丝缕本身没有优劣,关键在于成品折线方向是否与丝缕一致
丝缕的各向异性也会影响折叠以外的多项表现。顺丝缕方向的纸张更容易平整摊开,逆丝缕方向则因纤维被迫横向弯折而产生回弹与波浪。这一特性还会影响书本的摊平度与翻页顺滑度:当书页丝缕平行于书脊时,翻阅阻力较低、摊平度较好;反之则页面容易拱起、翻动生硬。因此,丝缕不仅是折页裂纹的成因,也是装订质量的潜在变量
逆丝缕折叠的破坏机制:表层断裂与露白
本节分析折页裂纹的核心机制,即逆丝缕折叠为什么会导致表层纤维断裂与露白
折叠本质上是一种弯曲变形,折线外侧的材料受拉伸,内侧受压缩。当折线方向与丝缕平行(顺丝缕折)时,折痕沿着纤维之间的弱面分离,纤维得以顺势分开,而不是被横向扯断,表层更能保持完整。相反,当折线方向与丝缕垂直(逆丝缕折)时,折叠会迫使大量纤维在折线外侧同时被横向拉断,表层涂布层与油墨层因失去基材支撑而沿折痕碎裂,形成肉眼可见的白色裂纹与露白。承袭压痕作为可被规范之破坏行为的观点 [1],本文将其理解为一种“破坏路径是否与材料弱面对齐”的问题
纸张越厚、克重越高,这一机制越明显。厚卡与纸板在折叠时,外侧表层与中性轴之间的距离更大,意味着在相同折角下,表层承受的拉伸应变更高。当这股应变超过涂布层与表层纤维的延伸极限,断裂便会发生。这解释了为什么薄纸逆丝缕折叠往往只出现轻微皱褶,而厚卡逆丝缕折叠则会直接爆白露底。物理文献将起皱与折痕形成列为独立力学现象 [5],正呼应了这里对应变集中导致表层破坏的描述
涂布纸的风险又高于非涂布纸。涂布层是覆盖在纤维表面、延展性有限的矿物涂料,其断裂应变低于纤维本身。因此在相同折叠条件下,涂布面更早出现裂纹。这也是为什么高克重铜版纸、铜版卡纸一类纸张在折线处最容易露白,而质地松软的非涂布艺术纸相对宽容。本文分析认为,折页裂纹的严重程度,其实是“丝缕方向、纸张厚度、表面涂布”三项变量的乘积效应,而不是单一原因造成
压痕作为补救:机制、效果与边界
本节评估压痕作为逆丝缕折叠补救手段的作用机制与限制边界
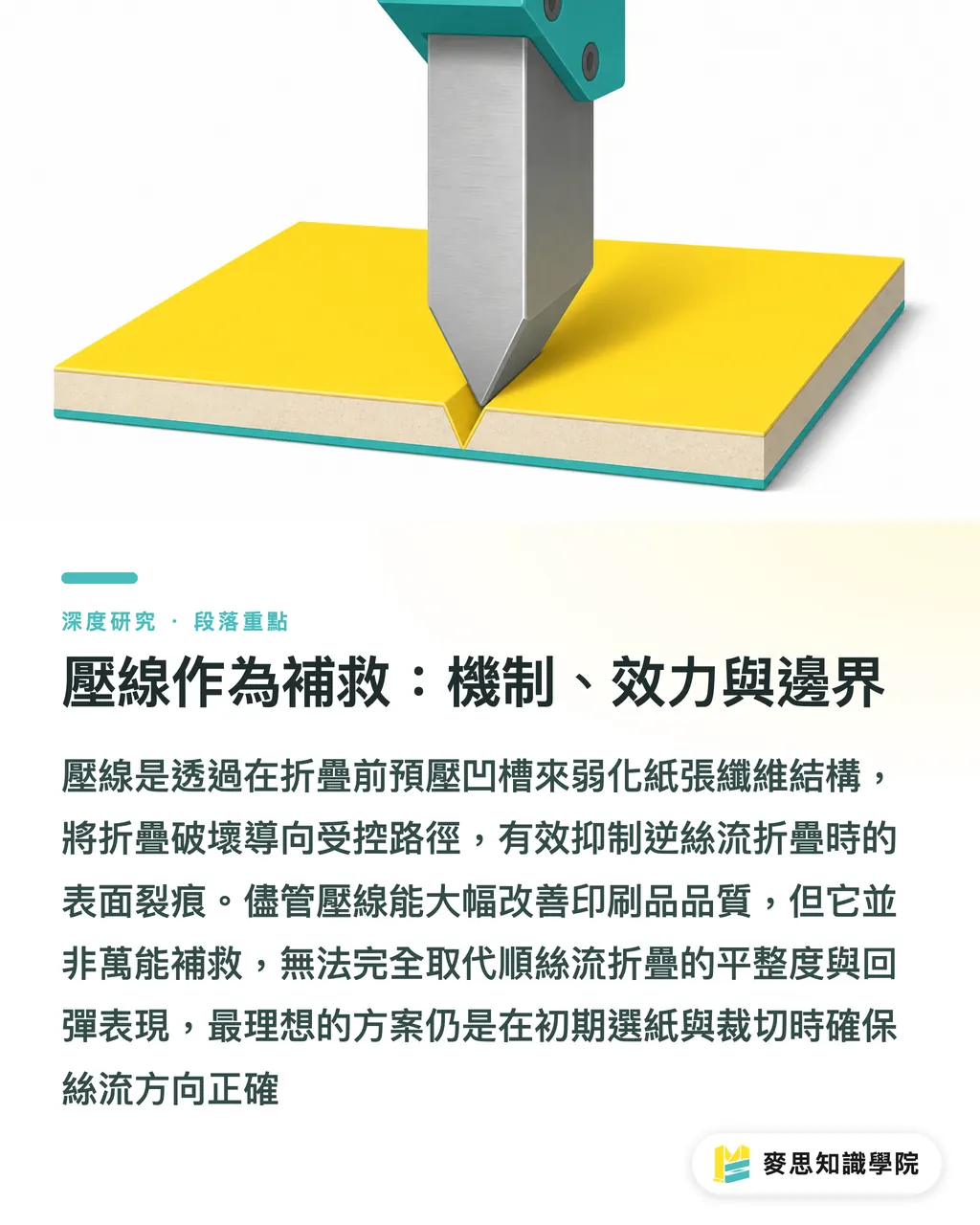
压痕是在折叠前,用钢线或压痕模在折线位置预先压出一道凹槽的工序。《牛津英语词典》对 creasing 的语义收录,反映这一“预制受控折线”的行为早已有稳定指涉 [2][4]。其力学原理在于,压痕将纸板的纤维结构在折线处预先压溃、重新分配厚度,使后续折叠时的弯折集中在这条已经被弱化的沟槽内,而不是让表层在没有准备的状态下被迫横向扯断。换句话说,压痕并不是消除破坏,而是把破坏重新引导到内侧、受控的路径上
压痕的效果已经被纳入标准化的工程框架。将纸板压痕性能规范化的做法,显示折痕强度与破坏行为可以被测试与设定 [1]。本文据此推论,压痕深度、钢线宽度与底模沟槽的匹配,需要根据纸张厚度与丝缕方向调整:逆丝缕折线通常需要更深、更宽的压痕设置,以补偿横向纤维较难自然分离的劣势。当参数匹配得当,逆丝缕折线的表层裂纹可以被显著抑制,使原本无法接受的折边回到可交付质量
然而压痕并不是万能补救,它的边界必须如实说明:
・其一,压痕无法完全还原顺丝缕折叠的平整度与回弹表现,逆丝缕折线即使压痕后仍可能有较高回弹,导致折后微微张开
・其二,过深的压痕本身可能压破表层,把“折后爆白”提前成“压痕即裂”
・其三,压痕会增加制版与印后工序,对短单和低单价产品而言,成本未必划算。本文分析认为,压痕应被理解为对丝缕误配的事后补偿,而不是取代前期丝缕指定的替代方案;最具成本效益的做法,仍是在选纸与裁切阶段就让折线顺丝缕
识别丝缕方向则是上述决策的前提。实务中常用三种非破坏或半破坏测试:撕裂测试,顺丝缕方向撕裂较直,逆丝缕方向撕裂较曲折参差;弯曲测试,将纸张两个方向各弯一次,阻力较小、弧度较顺者为顺丝缕;润湿测试,纸张单面沾湿后会沿垂直丝缕方向卷曲,因为横向纤维吸水膨胀更大。承袭纤维方向可被测量推测的传统 [3],这些测试本质上都是借由方向相关的力学或吸湿反应,反推出内部纤维走向
对大陆设计印刷行业的意义
本节将前述机制转化为对大陆行业三类角色可操作的意义,分层讨论其流程、成本与周期影响
对中小印刷厂而言,丝缕管理的关键在于把默会知识转为可验证流程。具体做法包括:在收料时即标注每令纸的丝缕方向,并在裁切拼版时,将成品主要折线优先安排为顺丝缕;对必须逆丝缕折叠的版面,默认加入压痕工序,并建立按纸张克重对应的压痕参数表。这一做法的成本主要是前期沟通与拼版时间增加,但相对于整批折页爆白后的重印与纸料损失,投资回报很明确。本文分析认为,将丝缕与压痕参数文件化,也有助于降低对单一老师傅经验的依赖
对设计师而言,意义在于把丝缕纳入文件准备阶段的前置思考,而不是送印后才被动接受结果。设计师在规划折页宣传单、精装书封、包装盒展开图时,应主动标示折线位置与方向,并在下单时与印厂确认折线是否顺丝缕。若产品折线方向固定,则应在选纸与指定纸张尺寸时,要求对应的长丝缕或短丝缕。承袭涂布层延展性有限的分析 [1][5],设计师对高克重涂布纸的折线设计尤其需要谨慎,必要时主动要求压痕,或改用更宽容的非涂布材质
对品牌方而言,丝缕误判的代价往往体现在交期与一致性上。折页爆白不仅影响单件质感,更会在大批量生产中造成良率波动与交期延误。品牌方在制定包装或出版规格时,宜将丝缕指定与压痕要求写入采购规格书,作为可验收的质量条款,而不是口头约定。本文主张,将丝缕从“印厂内部技术细节”提升为“采购规格的一部分”,是品牌方确保跨批次一致性的有效杠杆
整体而言,三类角色的共同启示是:丝缕是一个应该在折线确定之前就被决定的变量。一旦成品尺寸与折线方向锁定,丝缕也就被动成形,事后只能用压痕做局部补救。将决策点前移到选纸与裁切阶段,是成本最低的质量介入点
结论
本文回应绪论提出的三个研究问题如下:
・其一,丝缕方向之所以决定折页是否开裂,在于纸张的力学各向异性使折线方向与纤维排列的相对关系,主导了破坏路径是否与材料弱面对齐 [3][5]
・其二,逆丝缕折叠导致表层断裂的机制,是折线外侧大量纤维被横向同时拉断、涂布层失去支撑而碎裂,并且这一效应会随纸张厚度与涂布程度而放大 [1]
・其三,压痕作为补救,其原理是把破坏引导至预压出的受控沟槽,效果可观,但无法完全还原顺丝缕的表现,并存在压破与成本两重边界 [1][2][4]
本研究的限制需要说明。首先,本文引用的文献多属定义、测量与标准化框架层级,缺乏针对特定纸种、特定折角下裂纹阈值的量化实验数据,因此文中关于厚度与涂布影响的论述,多为机制性推论而非实测结论。其次,丝缕识别中的撕裂、弯曲、润湿测试属于经验性方法,其判断仍依赖操作者经验,量化标准有待后续研究建立。第三,本文未涵盖环境湿度、纤维种类与回收成分对折叠行为的交互作用,这些变量在再生纸与特殊材质上可能更加复杂
后续研究方向,建议针对大陆常用的铜版卡纸、艺术纸与再生纸,建立“克重、丝缕方向、压痕参数、折后裂纹等级”的对照实验数据,将本文的机制框架转化为可直接查表的生产线参数。只有这样,才能把丝缕管理从资深师傅的手感,真正推进为可检索、可验证的工程规格
重点整理
・折页爆白的根因不是油墨或纸质,而是折线方向与丝缕(grain direction)方向不一致
・逆丝缕折叠会迫使纤维在折线外侧被横向同时拉断,涂布层失去支撑而露白,纸越厚、涂布越多越严重
・压痕(creasing)能把破坏引导到受控沟槽以抑制裂纹,但无法完全还原顺丝缕的平整度,且有压破与成本两重边界
・撕裂、弯曲、润湿三种测试可半量化地反推丝缕方向,作为选纸与拼版的前置判断
・最具成本效益的做法是在选纸与裁切阶段就让折线顺丝缕,而不是事后靠压痕补救
延伸思考
对印刷制造而言,丝缕管理的下一步是把老师傅的手感转为可查表的压痕参数库,按克重与丝缕方向对应压痕深宽,降低对单一人力的依赖。对设计端而言,折线方向应在文件准备阶段就标示,并反推出纸张的长短丝缕指定,让丝缕成为设计决策,而不是送印后的赌注。对 AI 与 SaaS 导入而言,最具潜力的切入点是建立“纸种、克重、丝缕、折角、裂纹等级”的结构化数据集,使排版软件能在版面锁定前自动预警逆丝缕折线,并建议压痕设置。待解问题在于,丝缕识别与裂纹阈值目前仍缺乏公开量化基准,这既是研究缺口,也是行业工具化的关键前置条件
FAQ
- 为什么厚卡纸折起来会开裂、露白?
- 因为折线方向与纸张丝缕(grain direction)垂直,折叠时折线外侧的纤维被横向同时拉断,表面涂布层失去支撑后碎裂,露出白色纸芯。纸张越厚、表面涂布越多,这种现象越明显
- 什么是长丝缕和短丝缕?
- 长丝缕指纸张纤维方向平行于长边,短丝缕指纤维方向平行于短边。两者本身没有优劣,关键在于成品的主要折线是否与丝缕方向一致
- 压痕能完全解决折页裂纹吗?
- 不能完全解决,但能显著抑制。压痕会在折线处预先压出受控沟槽,引导折叠集中于弱化路径,但逆丝缕折线压痕后仍可能回弹张开,且压痕过深反而会压破表层
- 如何自己判断纸张的丝缕方向?
- 可用三种测试:顺丝缕方向撕裂较直,逆丝缕较参差;弯曲时阻力较小、弧度较顺者为顺丝缕;单面沾湿后,纸张会沿垂直丝缕方向卷曲
- 下单印刷时需要特别指定丝缕吗?
- 需要。若产品有固定折线方向,应在选纸与指定纸张尺寸时要求对应的长丝缕或短丝缕,并把丝缕与压痕要求写入采购规格,这是成本最低的防裂做法
引用来源
相关文章




印刷 × AI 数字化转型周报
把设计师、品牌方与企业出手前用得上的印刷与 AI 实战,整理成一封信,每周寄到你邮箱
麦思免费工具
Spine width and imposition calculators — skip the manual math, free in your browser.
麦思集团
需要实际的印刷或礼品服务?
知识看完,下一步交给麦思集团的姊妹品牌——从精致印刷到线上下单与年节礼赠