
概览
会,包装纸盒只看克重很容易踩坑;麦思选纸三维度会把克重、厚度、纸纹与加工条件一起评估,因为纸盒真正出问题的位置,常在压痕、开合、承重与陈列,不在报价单上的 1 个 gsm 数字
我在包装项目里最常看到的误区,是客户拿着“我要 350gsm”来问纸盒能不能更挺,听起来很精准,其实只问到一半。品牌小盒要看拿在手上的厚实感,电商出货盒要看堆叠与运输,两种盒子的风险完全不同
克重(gsm)是每平方米纸张的重量,也叫纸张定量;它能帮助采购估算纸价、印刷适性与报价档位,但不能单独代表厚度、挺度、耐折度或纸盒成型后的支撑力

为什么 300gsm 纸盒不一定更挺?
300gsm 只说明“1 平方米重 300 克”,没有说明纸张有多厚、纤维有多紧、压痕后会不会裂,这就是包装纸盒只看克重会踩坑的原因;麦思选纸三维度通常会把克重、厚度与纸性一起问清楚,再谈盒型
同样 300gsm,涂布纸常有平滑表面与较扎实的纸感,非涂布纸可能摸起来更松、更厚,但印刷吸墨与折痕表现不同;小型护肤品外盒追求视觉细腻,可能适合涂布纸,手作食品盒想要自然触感,可能会选择不同纸性
厚度是纸张实际的物理厚薄,常以 mm 或丝数沟通;松厚度则是重量与厚度之间的关系,松厚度高的纸在同样 gsm 下摸起来更有分量,但纸盒耐压与耐折仍要看纤维结构与加工条件
纸盒不是平面海报,做成盒子后会有 4 个侧面、至少 1 组糊口、好几条压痕线,纸材的挺度来自整个结构;单张纸拿起来很厚,不代表盒子站上货架后不会外扩或塌腰
我会建议采购在询价单上至少写 3 个条件,而不是只写 1 个克重
・纸材:例如铜版纸、白卡纸、牛皮卡纸、灰底白板纸或裱合纸板
・克重与厚度:例如 gsm 搭配实测厚度,避免只靠口头克重
・用途:例如小包装展示、快递出货、挂装陈列或冷藏渠道
纸纹方向错了会发生什么?
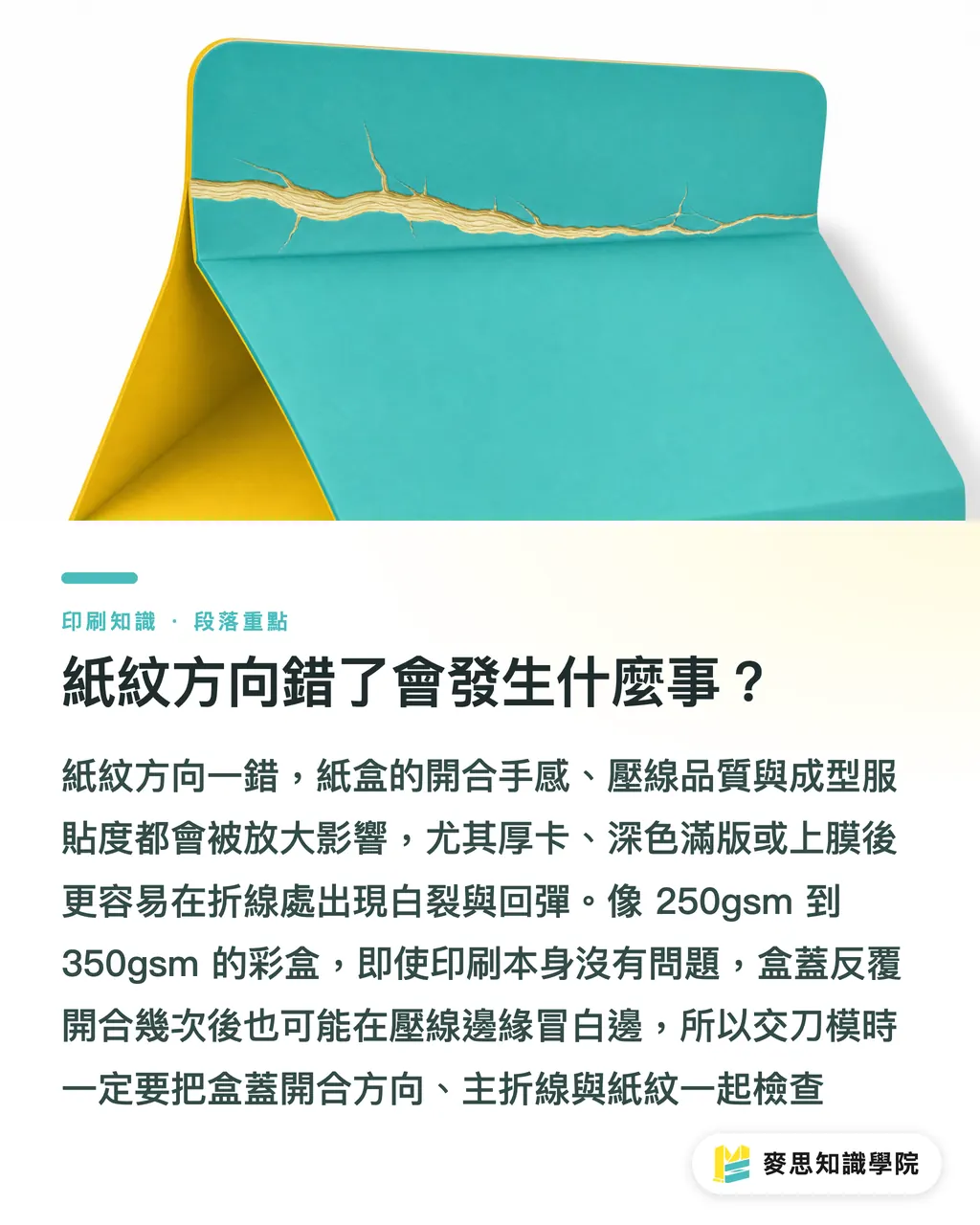
纸纹方向会直接影响包装纸盒的开合手感与压痕质量;麦思在看刀模时,通常会把主折线、盒盖开合方向与纸纹放在一起检查,因为纸纹错了,盒子可能还没上架就先在折痕处显出白裂
纸纹方向是纸张纤维在造纸与卷筸运行中形成的主要排列方向;顺纹折通常较平顺,逆纹折比较容易出现裂痕、翘曲或回弹,尤其在厚卡、深色满版、覆膜后更明显
常见例子是 250gsm 到 350gsm 的彩盒,设计稿很漂亮,满版深蓝或黑色也印得很饱满,结果盒盖反复开合 10 次左右,压痕边缘出现白边,问题未必是印刷不良,而是纸纹、压痕、墨层与后加工一起把风险放大
纸纹也会影响电商盒的成型感,长边如果刚好逆纹,盒身可能更容易翘,糊盒后堆起来不够服帖;对需要自动包装或人工快速组盒的项目,这种小差异会变成每天几百个盒子的操作成本
设计师交刀模时可以多做 2 件事,这比事后补救便宜很多
・在刀模图上标示盒盖开合方向,让印刷端判断主折线要顺纹还是逆纹
・满版深色、烫金、局部 UV、哑膜等加工集中在折线附近时,先要求压痕测试
・若盒型需要反复开合,例如保健品外盒、香氛外盒、会员礼盒,打样时至少实测多次开合,不要只看未折的新样
裱合纸板和单张厚卡差在哪?
裱合纸板不是把 gsm 相加就完事;麦思看裱合盒时,会把面纸、里纸、芯纸、胶水、干燥与成型后的回弹一起看,因为厚纸板最怕外观看起来厚,折起来却不听话
单张厚卡通常是 1 张纸直接印刷、模切、糊盒,适合一般彩盒与轻量包装;裱合纸板则是把面纸裱到纸板或另一层纸材上,常用在礼盒、硬盒、展示盒或需要更厚视觉效果的包装
裱合的好处是支撑感与展示效果明显,坏处是变量也更多;2 层以上材料遇到压痕时,每一层的伸缩、吸湿与纤维方向都会影响折角,厚度增加后,刀模、压痕槽、糊口位置都要重新看
品牌小包装常犯的错,是把单张卡纸的刀模直接拿去做裱合盒,结果尺寸变厚、内径变小,产品放进去太紧,盒盖还可能卡住;3mm 左右的内径差异,放在小瓶、小罐、电子零件包装里,已经足以造成装盒不顺
如果项目是中高端全定制商业印刷,例如护肤品盒、精品礼盒、展销包装,我会建议把盒型、纸材与打样一起交给麦思印刷讨论;如果是短版、较标准化、预算敏感的小批量印件,麦印刷会更适合用明确规格快速下单
覆膜或上光会让纸盒手感变好吗?
覆膜或上光能改变包装纸盒的视觉与触感,但不会自动解决纸材本身的挺度问题;麦思在规划后加工时,会把哑膜、亮膜、局部 UV、满版墨色与压痕爆裂放在同一张风险清单上
哑膜会让表面摸起来柔和,亮膜会提高光泽,局部 UV 能让品牌标志更突出,上光则常用来调整耐磨与表面效果;这些加工都会增加表面层的张力或硬度,厚卡与深色满版遇到折线时,白裂风险会随之提高
压痕爆裂是纸盒在压痕、折盒或开合时,纸面纤维、墨层或膜层沿折线裂开的现象;常见于厚卡、逆纹、满版深色、覆膜后加工或压痕条件不合适的包装纸盒
有些客户会说“那我覆哑膜,盒子是不是更高级”,我的回答通常很保守:视觉会变,手感会变,但折线也要重测;尤其 300gsm 以上的卡纸,加上满版深色与哑膜,样盒没折之前很漂亮,折完才知道纸材脾气
打样时不要只拍正面照,请把 4 个角、盒盖折线、糊口、底部承重点都翻出来看,这几个位置比封面更诚实
采购打样时应该怎么验收?
包装纸盒打样不能只看色差与克重;麦思送印三道关会用“①实测开合 ②实测承重 ③实测陈列”把纸材规格转成现场能判断的结果,因为纸盒最后要面对的是手、货、架,不是规格表
・①实测开合:盒盖至少反复开合数次,检查折线白裂、回弹、卡盖、盒耳是否松脱
・②实测承重:把实际商品放入纸盒,确认底部、糊口与提手位置是否变形
・③实测陈列:把样盒放在预计渠道环境,检查正面挺度、站立稳定性、灯光下膜面反光与品牌识别
品牌小包装要特别看“拿起来的第一秒”,消费者摸到盒身时,会同时感受到厚度、表面、边角与开合阻力;电商出货盒则要看“运输后的第一眼”,盒角压伤、盒盖外翻、底部松动,都会让产品价值感掉下来
采购端可以把样盒验收写成 5 条简单规范,让设计、印刷与客户用同一套语言沟通
・纸材名称、gsm、实测厚度要一起记录
・纸纹方向要对照刀模主折线确认
・覆膜、上光、烫金、局部 UV 要在样盒上实做,不要只看空白纸样
・样盒要放入实际商品,测试开合、承重与展示角度
・量产前要确认开料利用率与损耗,纸材换料可能连带影响干燥、糊盒与交期
包装盒最怕“看起来差不多”这句话,因为纸材一换,墨色、压痕、糊盒、陈列都可能跟着变;先把样盒测完,再谈量产,通常比量产后补救省得多
重点整理
・克重只说明重量,不说明厚度、挺度、耐折度,包装纸盒不能只靠 1 个 gsm 数字决策
・纸纹方向会影响压痕与开合,厚卡、深色满版、覆膜后更要先测试折线
・裱合纸板看起来厚,但刀模、内径、糊口与回弹都要重新确认
・覆膜与上光会改变手感,也可能放大压痕爆裂风险
・好的纸盒打样要测试开合、承重与陈列,不能只看正面照片
延伸思考
对印刷制造来说,纸盒规格要从“报价用数字”变成“工艺可验证条件”,把 gsm、厚度、纸纹、后加工与盒型测试写进工单;对设计师来说,刀模不是排版背景,而是纸材受力图;对 AI 应用与 SaaS 团队来说,若要服务印刷采购,系统字段不能只放纸张克重,至少要能记录纸纹、盒型用途、加工条件、打样测试结果与量产备注,这才会贴近现场
FAQ
- 包装纸盒只看克重会踩坑吗?
- 会,纸张克重只代表定量,不代表厚度、挺度、耐折度或纸盒成型后的承重能力;包装纸盒要同时看纸材、厚度、纸纹、纤维结构、盒型与后加工
- 300gsm 纸盒一定比 250gsm 纸盒更硬吗?
- 不一定,300gsm 只代表每平方米纸张重量更高;纸张松厚度、纤维紧密度、涂布方式、纸纹方向与盒型结构,都会影响纸盒实际挺度
- 纸纹方向对纸盒有什么影响?
- 纸纹方向会影响折线顺不顺、盒盖回弹与压痕白裂风险;厚卡、深色满版或覆膜纸盒,打样时一定要检查主折线与纸纹方向
- 覆哑膜可以让纸盒更耐用吗?
- 覆哑膜会改变触感与表面耐磨表现,但不等于纸盒更挺或更耐折;哑膜加上厚卡、深色满版与逆纹折线时,压痕爆裂风险反而要特别测试
- 包装纸盒打样要测试哪些项目?
- 包装纸盒打样至少要测试开合、承重与陈列效果;采购应要求放入实际商品,检查折线、糊口、底部支撑、盒盖卡合与货架视觉
相关文章


印刷 × AI 数字化转型周报
把设计师、品牌方与企业出手前用得上的印刷与 AI 实战,整理成一封信,每周寄到你邮箱
麦思免费工具
AI 去背、LINE 贴图产生器、书背与拼版计算——全部免费,浏览器直接用、文件不上传。
麦思集团
需要实际的印刷或礼品服务?
知识看完,下一步交给麦思集团的姊妹品牌——从精致印刷到线上下单与年节礼赠