
概览
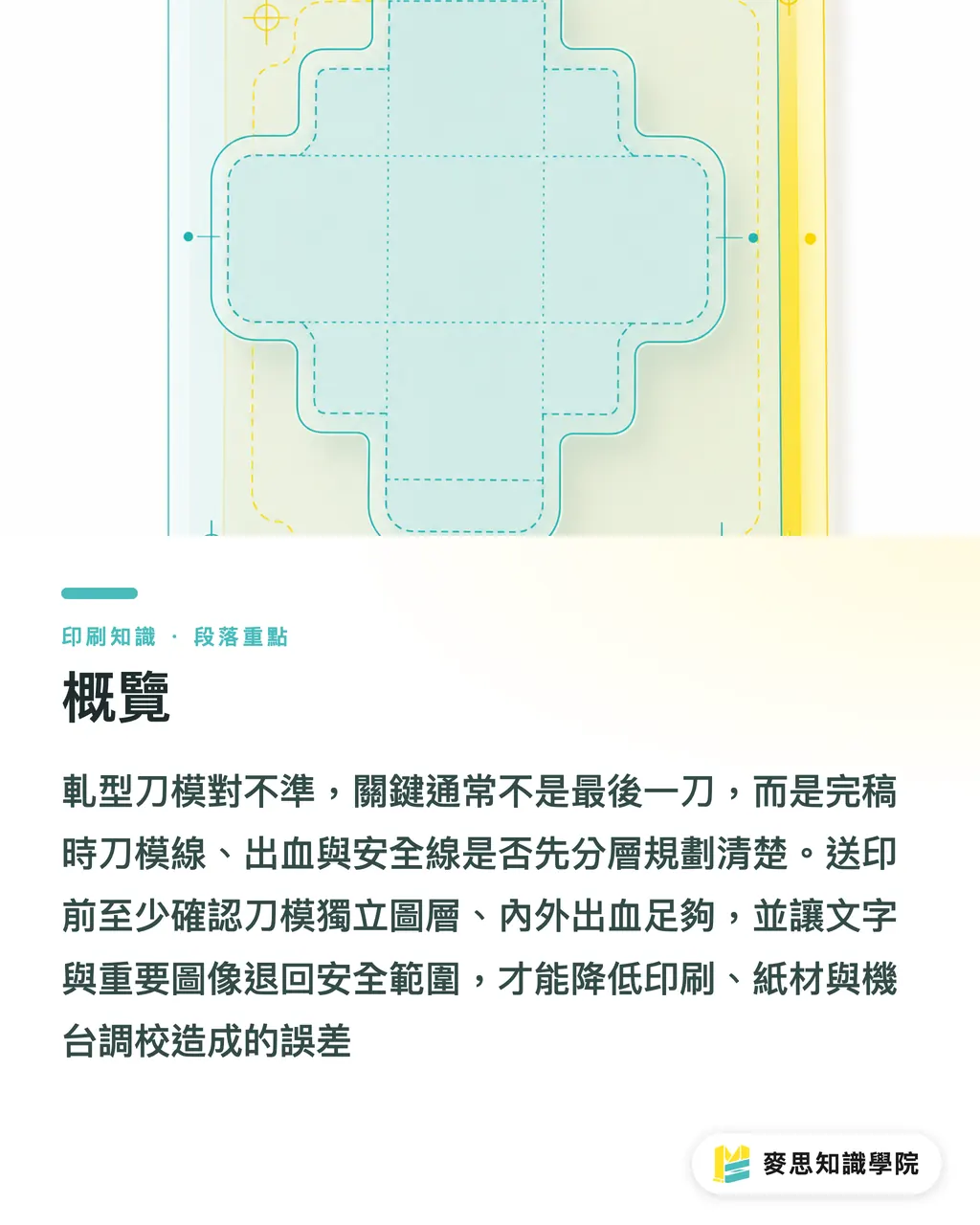
模切刀模总是对不准,先检查“刀模线、出血、安全线”有没有分层标清,再用麦思交印三道关确认 ①刀模独立图层 ②内外出血足够 ③文字与重要图像退到安全范围内,复杂异形不要把希望押在最后一刀
模切(Die-cut)是用刀模把纸张、不干胶或包装材料压切成指定外形的加工方式,常用于立体桌牌、异形明信片、吊牌、不干胶贴纸与纸盒,精度会受到印前文件、印刷、裱合、纸材与设备调校的共同影响
刀模线(Dieline)是印刷厂与模切师傅判断加工位置的专用线稿,通常需要独立图层、专色标示、设置 overprint,并清楚区分切线、折线、压痕线与安全线
为什么模切刀模会对不准?
我见过最多的刀模偏位,不是师傅不会模切,而是文件把“视觉完成”误当成“加工完成”。画面看起来漂亮,刀模线却没有和出血、拼版、纸纹、连接点说同一件事,设备一开跑,问题就会暴露出来
以立体桌牌为例,正面图案、背面折线、底部插槽、外框刀线至少涉及 4 种位置关系。只要其中一个图层没有锁定坐标,或者印前定稿时把刀线和图像一起缩放过一次,输出后就可能出现 1 条边准、3 条边跑的情况
麦思交印三道关会先看 3 件事:刀模线是不是独立、出血是不是跟着外形走、安全线是不是避开切口。这 3 件事没通过,我通常不建议直接进入大货生产,因为刀模错一次,损失不只是纸张,还有重制刀模、重排印刷与交期延误
・刀模线:放在独立图层,使用明确名称,例如 Dieline 或 Cut
・印刷图:CMYK 图文留在印刷图层,不要和刀模线混在同一层
・安全线:向内缩进一圈,标示文字、Logo、QR code 不应越过的位置
・折线与压痕线:用不同线型或不同专色区分,避免被当成切线
・输出文件:PDF 交印前确认刀模线没有被转成四色印刷内容
复杂异形出血要留多少才安全?
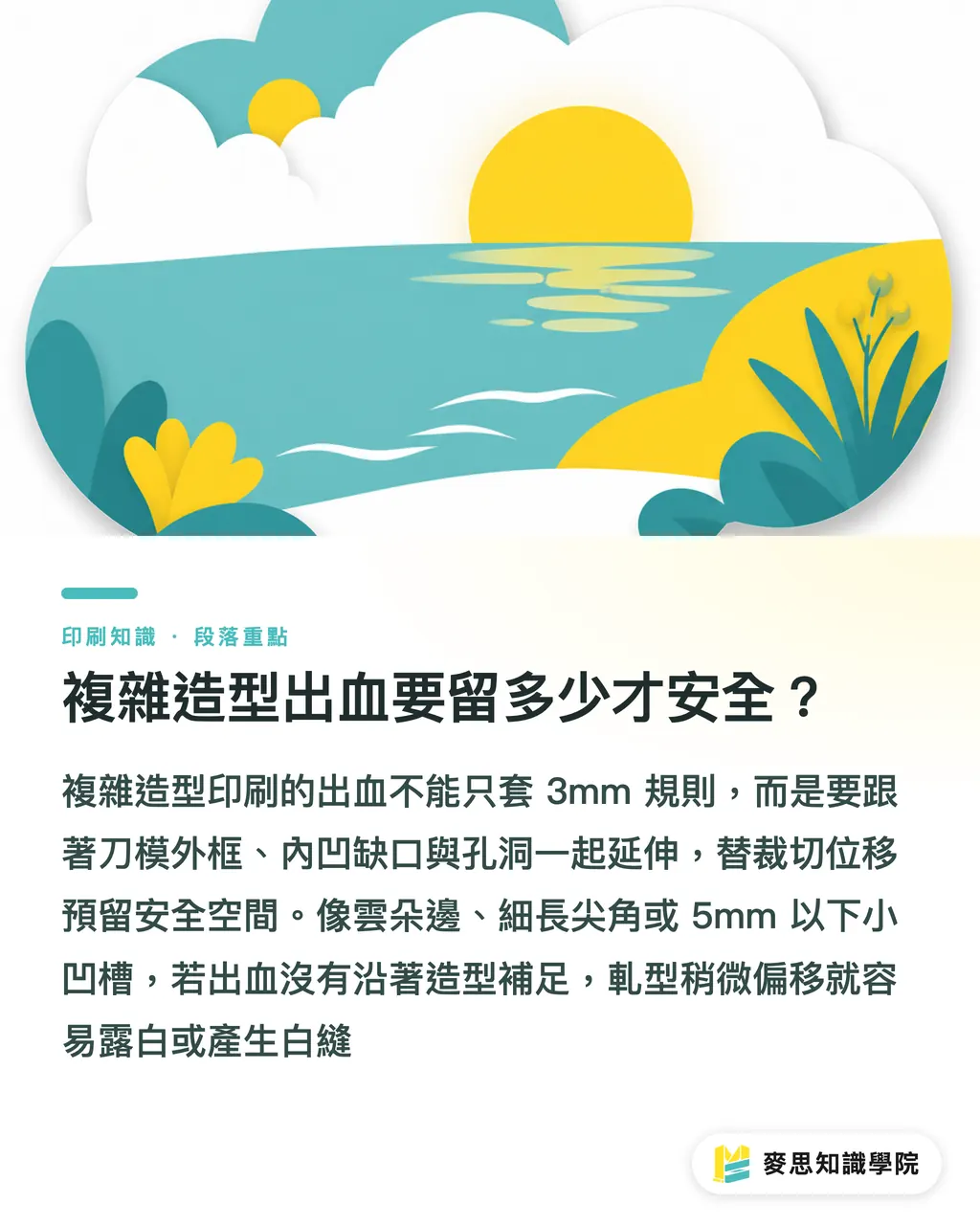
异形印刷的出血不能只套用方形印刷常见的 3mm 规则。3mm 是不错的起点,但不是万能答案;遇到细长尖角、波浪边、内凹缺口、连续小弧线,外出血要跟着造型向外延伸,内出血也要避免露出白边
麦思交印三道关处理复杂异形时,我会把出血拆成 2 种来看。外出血是刀模外侧多放的图像,用来防止切偏露白;内出血是孔洞、内凹、开窗或插槽周围的延伸,用来防止内切口露出纸色
以异形明信片为例,外框是云朵形状时,图案要沿着每一段弧线向外延伸,不能只拉一个大矩形背景就交差。遇到 5mm 以下的小凹槽,如果出血没有跟进去,模切稍微一偏,凹槽边缘就会出现白缝
・一般外框:先按 3mm 出血预留,再根据纸材厚度与造型复杂度请印刷厂确认
・细长突出物:出血要沿外形延伸,不要只用背景色填满矩形
・内凹缺口:内侧也要做出血,尤其是插槽、手提孔、挂孔
・重要文字:建议至少离刀线 3mm 以上,QR code 与小字要更保守
・满版底色:底色要超过刀模线,不要刚好贴齐刀模线
出血做太少,最常见的结果是白边;出血方向做错,最麻烦的是局部返工改稿。我常提醒设计师,出血不是把图变大而已,出血是为刀模偏位预留缓冲空间
连接点和桥位要怎么藏才不难看?
连接点,也常被现场叫作桥位,是模切后让成品暂时留在纸张上的小连接处。它通常只有几个位置,却会直接影响撕下来后的边缘干不干净、成品会不会掉片、后道加工会不会卡住
异形不干胶贴纸、吊牌、桌牌都会遇到连接点问题。连接点如果放在主视觉正上方,客户一拿到就会看到毛边;连接点如果放在细尖角,撕开时容易把纸纤维一起拉裂。麦思交印三道关在看桥位时,会优先找 2 类位置:视觉不敏感处、受力比较稳定的位置
以特殊异形明信片为例,人物头发尖角、Logo 外缘、主标题附近都不适合放连接点。比较好的位置通常是底边、深色背景区、背面不显眼处,或折线附近但不影响折合的位置
・连接点避开主视觉:Logo、脸部、产品照片边缘不要放桥位
・连接点避开锐角:尖角本来就脆,桥位会让撕裂风险更高
・连接点靠近稳定边:长直边、底边、深色区域通常更好修边
・连接点先和印刷厂确认:不同刀模厂习惯不同,印前说清楚比完工后修边更实际
・样张要看边缘:打样时不要只看颜色,连接点痕迹也要检查
这里有一个很现场的判断:如果你自己拿到样张时会下意识去抠那个毛边,客户也会看到。桥位藏得好,成品才会有干净利落的手感
为什么锐角容易让纸张撕裂?
锐角是复杂刀模最常被低估的风险。纸张有纤维方向,刀模压切时又会产生压力集中,角度太尖的地方容易起毛、开裂、翻边,厚卡纸、裱合纸板与覆膜材料更明显
我通常会请设计师把尖角想成衣服上的小缺口。缺口越尖,受力时越容易向内裂。印刷品也是同样道理,尤其是立体桌牌、插卡、吊牌这类会被拿取、插拔、弯折的产品,锐角不只影响外观,也影响使用寿命
麦思交印三道关会先对复杂外形做圆角优化。很多时候,0.5mm 到 2mm 的圆角肉眼看起来仍然保留设计感,却能让刀模更顺、纸边更稳、成品更不容易从尖点开始开裂
・外凸尖角:能倒圆就倒圆,尤其是手会接触的位置
・内凹尖角:避免做成 V 字深切口,改成小圆弧更稳定
・细桥结构:宽度太窄时容易断,应回头检查造型是否可以简化
・厚纸与裱板:纸越厚,尖角越需要保守处理
・覆膜产品:亮膜、哑膜在尖角处也可能翘起,圆角能降低风险
设计师常担心圆角会破坏造型。我反而认为,成熟的刀模设计会把圆角藏进造型语言里,让客户感到成品顺手,而不是看见加工上的妥协
设计师交付文件前要检查哪些图层?
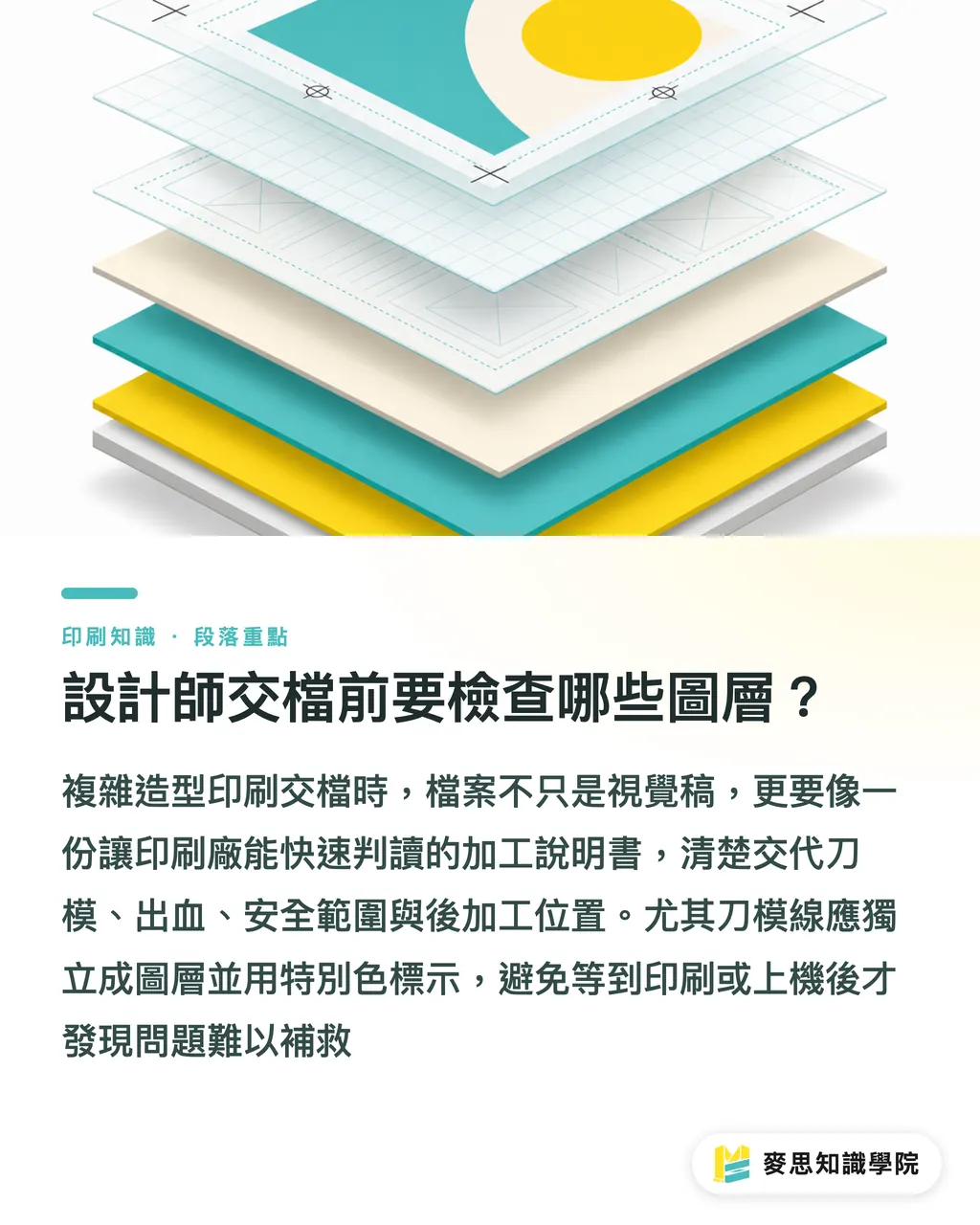
复杂异形印刷交付文件前,请把文件当成一份加工说明书,不要只当成视觉稿。麦思知识学院顾问团队在协助客户检查异形印前文件时,通常会请设计师至少交出 4 个可判断的信息:刀模线、出血线、安全线、加工备注
最理想的文件,是印刷厂打开后 30 秒内就看得懂怎么做。切线在哪里、折线在哪里、哪里要开孔、哪里要压痕、哪里不能放连接点,都要能从图层与标注中看出来。需要中高端全定制商业印刷时,麦思印刷也会根据材质、数量与后道加工方式,反推印前文件限制
・检查 1:刀模线是否为独立图层,并用专色标示
・检查 2:刀模线是否设置 overprint,避免输出时盖掉印刷图
・检查 3:外出血是否沿造型延伸,内凹与孔洞是否也有内出血
・检查 4:文字、Logo、QR code 是否退到安全线内
・检查 5:切线、折线、压痕线、打孔线是否用不同标示区分
・检查 6:连接点位置是否避开主视觉与锐角
・检查 7:所有图像是否嵌入或链接完整,字体是否转曲或正确嵌入
・检查 8:PDF 输出后重新打开文件,看刀模线是否仍在正确位置
文件越复杂,越要把话说在图层里。等到纸已经印好、刀模已经上机,很多问题就不是改一条线能解决的了
重点整理
・刀模偏位常从印前文件开始,刀模线、出血、安全线没分清楚,后道加工只能补救
・异形出血要跟着外形走,外框、内凹、孔洞都要预留偏位空间
・连接点不是小事,放错位置会让成品第一眼就露出毛边
・锐角越漂亮,产线越紧张;0.5mm 到 2mm 的圆角常能换来更稳定的量产
・好的交付文件要让印刷厂 30 秒内看懂加工方式
延伸思考
复杂异形印刷最值得导入流程化管理的地方,是印前检查,而不是等出问题才追责。印刷制造端可以把刀模线、出血、安全线、连接点、圆角做成标准检查表;设计端可以在交付文件前用固定命名与图层规则降低沟通成本;AI 与 SaaS 工具若要真正帮上忙,应该先协助标记风险区,例如尖角、内凹、文字过近、刀线未分层,再交由设计师与印刷顾问判断。下一步很实际:挑 3 件最近的异形稿,把失败点回填成自己的交印前检查清单
FAQ
- 模切刀模对不准通常是谁的问题?
- 模切刀模对不准通常是印前文件、印刷、纸材、裱合与设备调整共同造成的结果。设计端最能先控制的是刀模线独立、出血足够、安全线清楚
- 异形不干胶贴纸或异形卡片出血一定要 3mm 吗?
- 3mm 可以作为起点,但复杂异形要根据外形、纸材与加工方式调整。细尖角、内凹、孔洞与插槽周围都要另外检查内外出血
- 刀模线可以直接用 CMYK 黑线画吗?
- 不建议。刀模线应放在独立图层,用专色标示并设置 overprint,让印刷图文与加工线在输出时清楚分开
- 为什么异形刀模要避免太尖的角?
- 锐角会让纸张纤维与膜料承受集中压力,容易起毛、撕裂或翘边。把尖角改成小圆角,通常能保留造型感并提高成品稳定性
- 设计师交付复杂刀模文件前最该检查什么?
- 先检查刀模线、出血线、安全线与加工备注是否分层清楚,再确认文字、Logo、QR code 没有太靠近刀线,最后输出 PDF 后重新打开文件检查位置
相关文章



印刷 × AI 数字化转型周报
把设计师、品牌方与企业出手前用得上的印刷与 AI 实战,整理成一封信,每周寄到你邮箱
麦思免费工具
AI 去背、LINE 贴图产生器、书背与拼版计算——全部免费,浏览器直接用、文件不上传。
麦思集团
需要实际的印刷或礼品服务?
知识看完,下一步交给麦思集团的姊妹品牌——从精致印刷到线上下单与年节礼赠