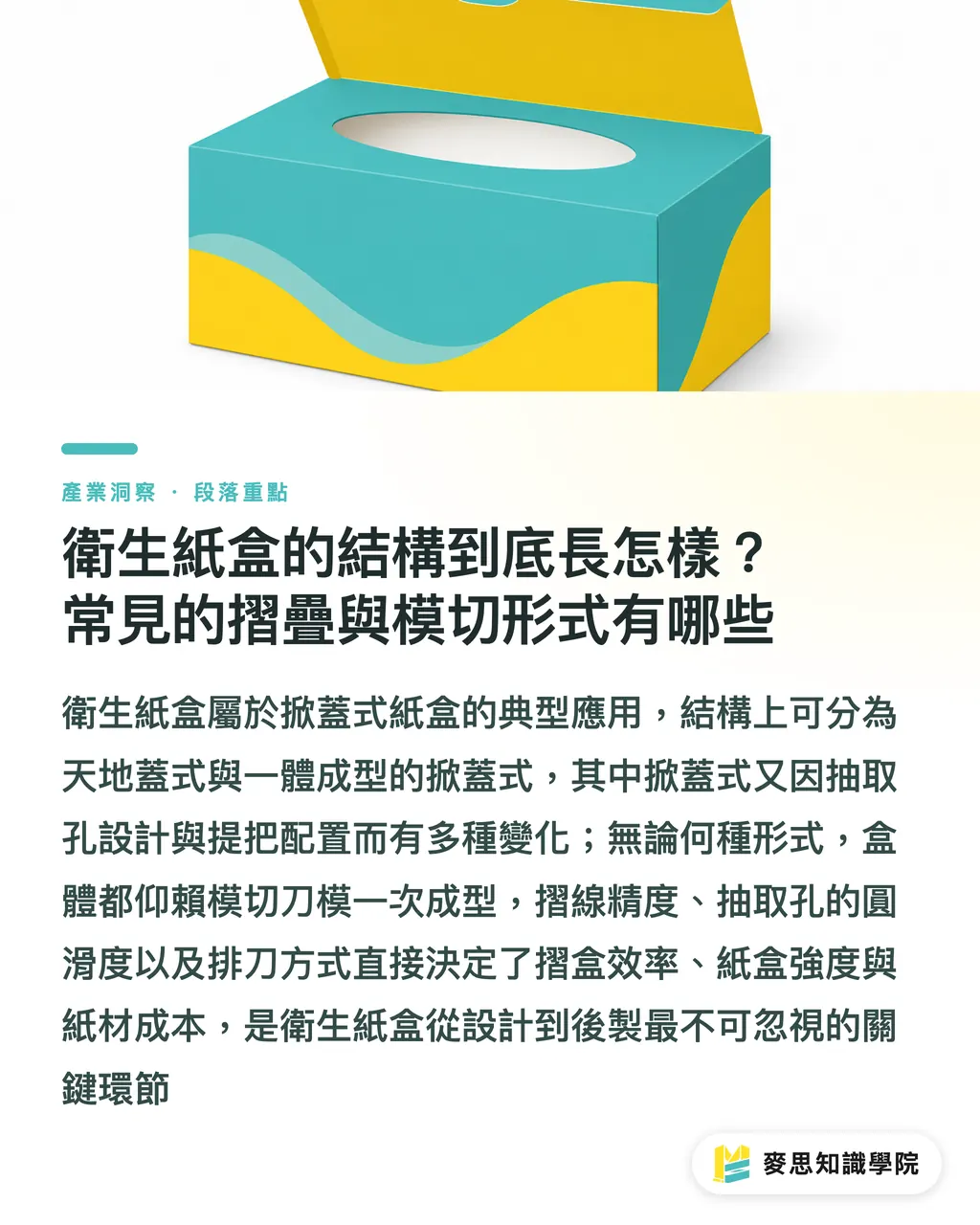
纸巾盒的结构到底长怎样?常见的折叠与模切形式有哪些
纸巾盒是“翻盖式纸盒(Telescope Box / Flip-top Carton)”的典型应用,常见的结构有两种:
・天地盖式(Top and Bottom Box):上下两个独立纸盒套合,视觉厚实,送礼感强,缺点是纸材用量多、模切刀数较多
・翻盖式(Flip-top Hinged Carton):盒身与盒盖一体成型,靠一条折线连接,常见于抽取式纸巾与厨房纸巾
翻盖式还可细分:
・全封闭式抽取口:纸盒正面有一个椭圆或圆形的小孔,抽取时纸卷不会掉出
・半翻盖(Open Front):前面留一个大开口,方便面纸抽取,视觉上更像高档包装
・加提手式:在盒身两侧打孔加绳,主要用于多盒装(例如 6 盒装、12 盒装)
这些结构都靠模切刀版(Die-cut)一次成型。刀版上的每一条切线、折线、半切线(Partial Cut)都会影响后续折盒效率与纸盒强度。纸巾盒의模切重点在三个地方:
・折线的精度(影响盒子直角能不能挺)
・抽取孔的圆滑度(避免割手)
・模切拼版(Layout):一张大纸要切出几个盒子,会直接影响纸材利用率与成本
在印刷厂跟过单的都知道,纸巾盒这种“满版彩色印刷 + 局部上光 + 精致模切”的三合一订单,刀版没有事先与设计稿对位校对,后道工序一定出错
纸巾盒要选什么纸材才防潮?淋膜与上光的区别在哪
纸巾这种产品最大的敌人是“水气与潮湿”。纸盒本身不会直接接触水,但放在卫浴、厨房这种湿度高的环境,纸盒容易软化、变形、发霉。所以防潮是纸巾盒的硬性需求,而不是加分项
常见的防潮做法有两种路线:
・内部淋膜(PE/PP 淋膜):在纸盒内侧覆一层塑料膜,防潮效果最好,缺点是回收分离较麻烦
・表面上光(UV上光/水性光油/哑PP覆膜):在外层做一层保护,阻挡外部湿气渗入
材质选用上,纸巾盒的主流配置是:
・灰底白板纸(CCNB)+ 双面彩色印刷:成本最低,常见于平价纸巾
・白卡纸(SBS)+ 上光:视觉最精致,常见于中高价品牌
・瓦楞纸(E瓦或B瓦):用于多盒装或外箱,结构性强
纸材厚度有个常见的行业默契:单包纸巾盒在 250 - 350 gsm 区间,这个厚度兼顾挺度与成本,多盒装的盒身则会升到 400 gsm 以上
设计上要提醒一件事:满版深色印刷的纸盒(例如全黑底)比浅色更容易看出刮痕与压痕,纸材选用要往上升一档,否则交到客户手里就会被嫌弃“盒子软塌塌的”
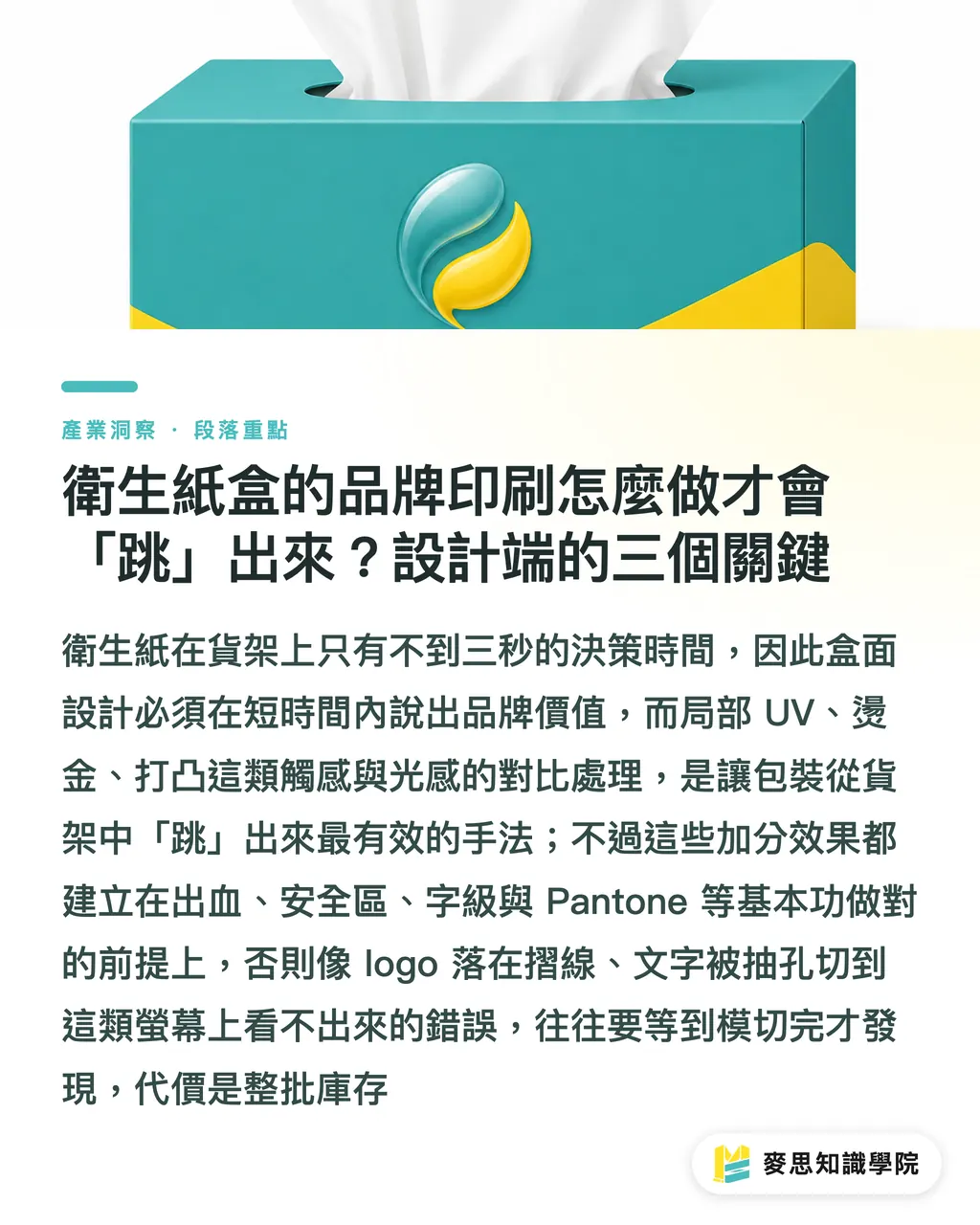
纸巾盒的品牌印刷怎么做才会“击凸”出来?设计端的三个关键
纸巾是消耗品,消费者在货架前停留不到 3 秒。盒子的视觉负担很重:要在这 3 秒内说完“品牌是谁、为什么选我”
我看了这几年纸巾品牌的盒子,印刷端有几个常见的“加分项”:
・局部 UV 上光(Spot UV):在 logo 或主视觉上做局部亮光,视觉上有“亮 vs 哑”的对比,质感立刻拉出来
・烫金/烫银:中高价品牌的标配,特别是 logo 与品牌字的处理
・击凸/击凹(Embossing/Debossing):让 logo 有触感,货架上一摸就知道是哪个牌子的
设计稿送印刷前要把握三个原则:
・出血(一般 3 mm)与安全区(一般 3 - 5 mm)要预留
・细小字体不要做局部上光或烫金,小于 6 pt 的字几乎做不准
・Pantone 色与 CMYK 要事先沟通,满版红、满版金这类专色,建议指定 Pantone 而非用 CMYK 模拟,否则不同批次会有色差
我自己的经验是,纸巾盒的设计最容易出问题的地方,是“logo 在折线上”或“重要文字被切到抽孔”。这种错误在屏幕上看不出来,模切完才发现,已经是几万张的库存了
纸巾盒打样要注意什么?量产前必做的三件事
打样是纸巾盒最容易省错钱的环节。颜色对不对、模切准不准、纸材挺不挺,纸上谈兵看不出来,一定要实际拿一个实体盒出来看
打样阶段要把握这三件事:
・一定要打“真实材质 + 真实后期加工”的样品,不要用普通纸张打色样,UV 上光、烫金这些后期加工一定要实际跑一次
・模切刀版要随样品一起验收,确认每一条折线、每一个抽孔都准确
・颜色要在标准光源箱(D50 或 D65)下对色,避免日光灯与自然光下的色差争议
量产前的文件准备清单:
・AI 或 PDF 完稿(含出血与裁切线)
・刀版线(DWG 或 PDF 格式)
・Pantone 色卡编号
・后期加工位置图(哪里要 UV、哪里要烫金)
这四个文件缺一个,印刷厂就要停下来问,等于浪费一整天的排期。我遇过太多客户“我以为你们有”这种对话,结论都是当天交不出货
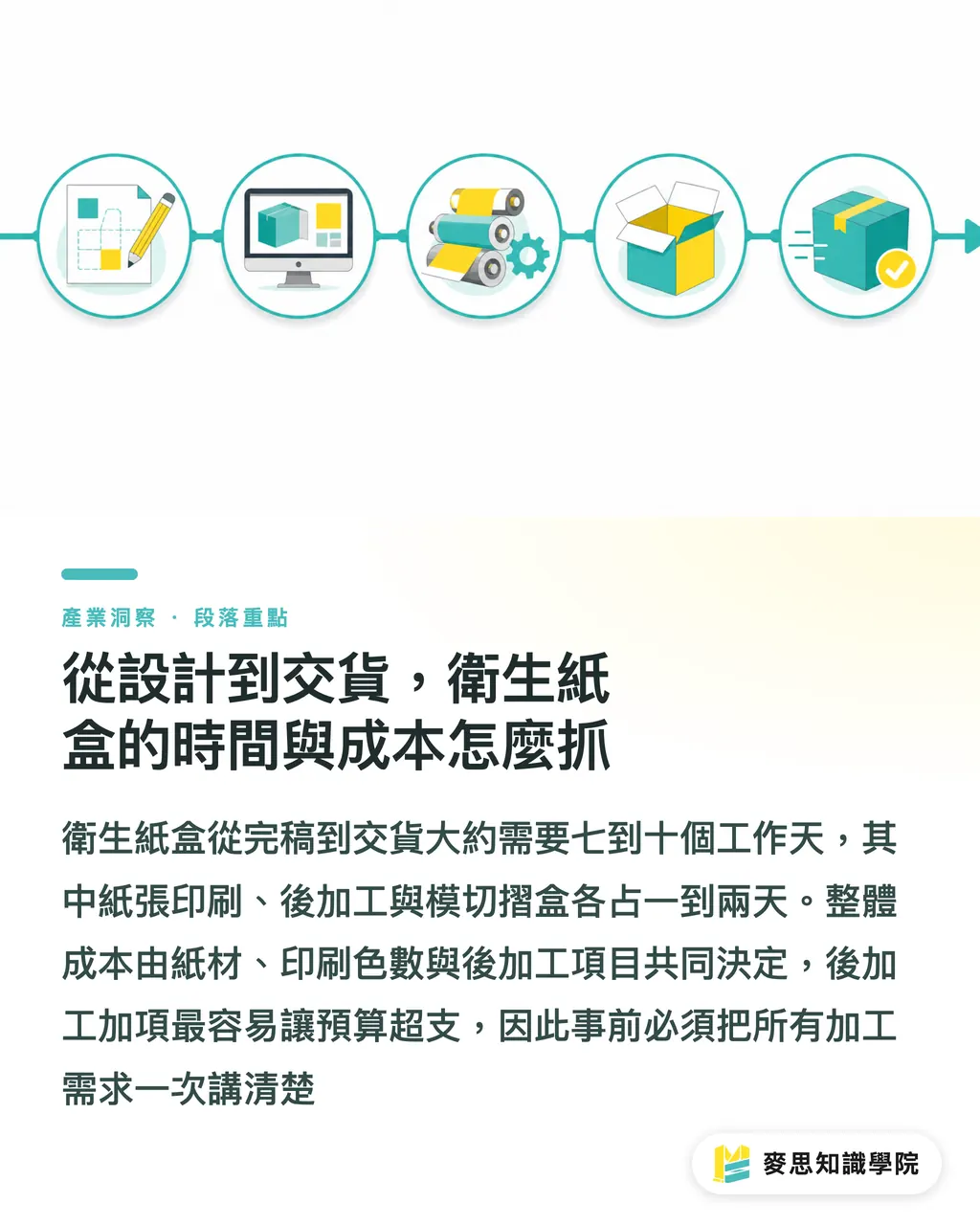
从设计到交货,纸巾盒的时间与成本怎么抓
纸巾盒的生产流程可以拆成五个阶段:设计完稿 → 刀版制作 → 纸张印刷 → 后期加工(UV/烫金/上光)→ 模切折盒。每个阶段的时间与成本都要事先规划
以台湾印刷厂 the 常见配置来算:
・纸张印刷:1 - 2 天
・后期加工:1 - 2 天
・模切折盒:1 天
・交期缓冲:1 - 2 天
从完稿到交货,预留 7 - 10 个工作日是合理的估算,急单要压缩到 3 - 5 天,代价是费用会往上浮动 20% - 30%
成本结构上,纸巾盒的单价主要由“纸材”、“印刷色数”、“后期加工项目”三个变量决定。纸材用量可以通过刀版拼版(Layout)优化,满版印刷比局部印刷贵 1.5 - 2 倍,烫金与 UV 上光都是按面积计价
我自己的判断是,纸巾盒的订单最容易超支的地方,是“后期加工加项”。原本报价只有 4 色印刷,客户中途说“logo 顺便烫金”这种事在行业内非常常见,但每一个加项都会影响交期与成本,事前没讲清楚就会变成争议
重点整理
・纸巾盒的主流结构是翻盖式,模切重点在折线精度、抽孔圆滑度与拼版利用率
・防潮是硬性需求,常见做法是内部淋膜或外部上光,纸材选用 250 - 350 gsm 最常见
・品牌印刷的加分项是局部 UV、烫金、击凸击凹,设计稿要预留出血与安全区
・打样一定要用真实材质跑完后期加工,颜色要在标准光源箱下对色
・从完稿到交货预留 7 - 10 个工作日是合理估算,后期加工加项最容易导致超支与延误
延伸思考
从这一两个月接触的纸巾品牌项目来看,客户对“盒子质感”的要求明显往上升,已经不是十年前那种“白底红字”就能交差的年代。对印刷厂来说,纸巾盒的单子技术门槛不高,但定制化程度高,每一张订单的刀版、材质、后期加工组合都不一样,是典型的“小批量、多品种”订单
对设计师的启发是,纸巾盒的视觉设计不能只看“正面好看不好看”,要连“抽孔会不会切到 logo”“折线会不会压到字”这类后期制作问题都先想进去。对采购的启发是,报价单上的每一个后期加工项目都要逐项确认,不要让“顺便加一下”变成超支的漏洞
下一步建议:手上如果有纸巾盒的项目,先把刀版线与设计稿叠在一起检查一次,确认 logo、重要文字、抽孔三者没有冲突,这个动作可以省下后续 80% 的重印风险
延伸阅读
FAQ
- 纸巾盒的标准纸材厚度是多少?
- 单包纸巾盒常见 250 - 350 gsm 的灰底白板纸或白卡纸,多盒装的盒身会升到 400 gsm 以上,视觉与结构强度都更扎实
- 纸巾盒一定要做防潮处理吗?
- 建议要做,卫浴与厨房的湿度高,纸盒没做防潮容易软化变形,常见做法是内部 PE 淋膜或外部上光
- 纸巾盒的设计稿送印刷前要注意什么?
- 出血预留 3 mm、安全区 3 - 5 mm、细小字体不要做 UV 或烫金、满版深色印刷要指定 Pantone 色卡,这四点是最低限度
- 纸巾盒打样为什么要用真实材质?
- UV 上光、烫金、击凸这类后期加工在普通纸张上看不出效果,用真实材质打样才能确认最终成品的视觉与触感
- 纸巾盒的交期通常要预留多久?
- 从完稿到交货一般预留 7 - 10 个工作日,急单可压缩到 3 - 5 天但费用会增加 20% - 30%,后期加工加项也会影响交期
引用来源
- "・[衛生紙盒設計:模切結構、防潮、品牌印刷 · minds-print.com.tw
相关文章



印刷 × AI 数字化转型周报
把设计师、品牌方与企业出手前用得上的印刷与 AI 实战,整理成一封信,每周寄到你邮箱
麦思免费工具
AI 去背、LINE 贴图产生器、书背与拼版计算——全部免费,浏览器直接用、文件不上传。
麦思集团
需要实际的印刷或礼品服务?
知识看完,下一步交给麦思集团的姊妹品牌——从精致印刷到线上下单与年节礼赠